基于六西格瑪的手機攝像頭模組質量改善研究
2021-03-26 06:43:16王澤文余建波
精密制造與自動化 2021年1期
關鍵詞:分析
王澤文 余建波
(同濟大學 機械與能源工程學院 上海 201804)
C公司主要從事筆記本電腦、手機主板等電子信息產品的研發與制造。近兩年,公司拓展了制造領域,不僅僅滿足于簡單的手機組裝制造代工,引進了大量的自動化設備,自主研發手機攝像頭模組的組裝研發,如圖1所示,對生產制造提出了更高的要求。但在其生產過程中,不斷暴露出一系列質量問題,手機攝像頭模組良率一直不高,嚴重影響生產進度和產品質量,引起公司高度重視,隨即組建六西格瑪小組做精益改善,提高良率。
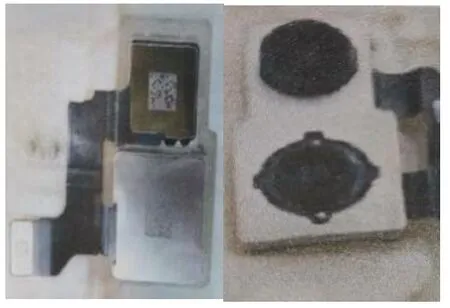
圖1 手機攝像頭模組
1 手機攝像頭模組生產流程及其現狀
1.1 手機攝像頭模組生產流程
A手機攝像頭一直以購入其他公司成品模組的方式完成組裝,C公司現階段承接攝像頭模組ODM和OEM業務,對生產技術帶來了很高要求。一個合格的手機攝像頭模組需要具備防水、架構穩定、無黑點、無損傷、測試性能良好等特點,其生產流程簡化如圖2所示。
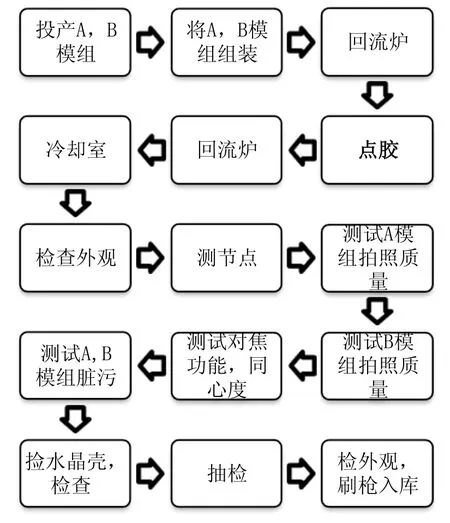
圖2 手機攝像頭模組生產流程
1.2 手機攝像頭模組不良現狀
攝像頭模組生產線大部分是自動化機器,發展初期技術資金門檻較高,生產現場的改善重點也是提升設備效率,降低故障率,減少不良品。由于攝像頭模組的關鍵零部件基本都是用黑膠和UV膠粘接,無法返工,所以不良的產品基本直接報廢。產品的不良率一方面決定了質量成本,另一方面也直接決定了投入量產的時間。
對近兩周的C公司的手機攝像頭模組廢品數與加工數量進行了統計,結果如表1所示。根據表1中廢品數量與加工數量的比值,得出良率并作圖,結果如圖3所示。
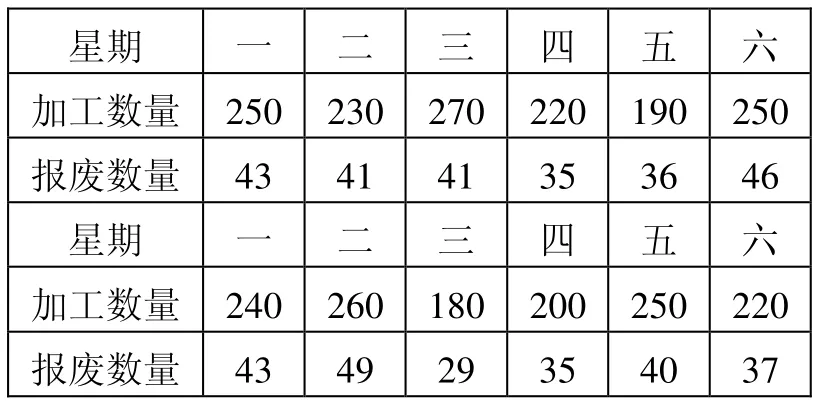
表1 兩周內攝像頭模組廢品統計表
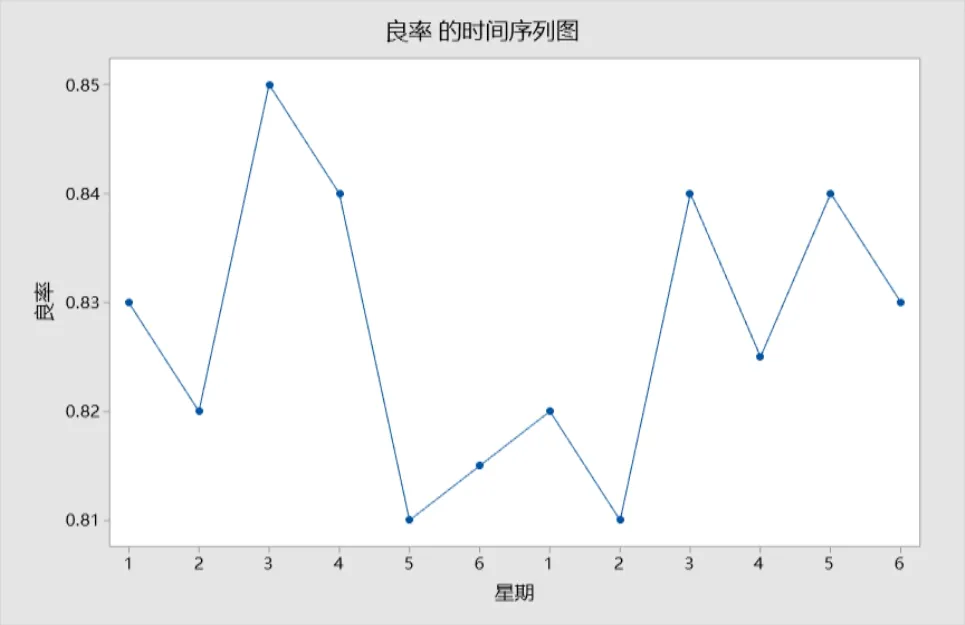
圖3 兩周內攝像頭模組良率統計圖
從圖3中可以看出,手機攝像頭模組良率低至81%,最高時也只有85%,這與目標值94%相差甚遠,已經嚴重影響到生產交貨和產品質量,客戶的聲音就是希望盡可能快的提升良品率,提高產品質量,降低報廢,增加產出。因此,要想獲得高品質的攝像頭模組,提高良率迫在眉睫。
六西格瑪小組運用六西格瑪工具按照 DMAIC流程來解決該問題,爭取零缺陷生產,降低成本,提高生產率和產品良率。
2 DMAIC改善
2.1 定義階段
對造成攝像頭廢品的因素進行分析,對40件廢品進行調查,調查結果利用帕累托圖進行分析,根據二八原則,找出造成這些問題的原因,如圖4所示。
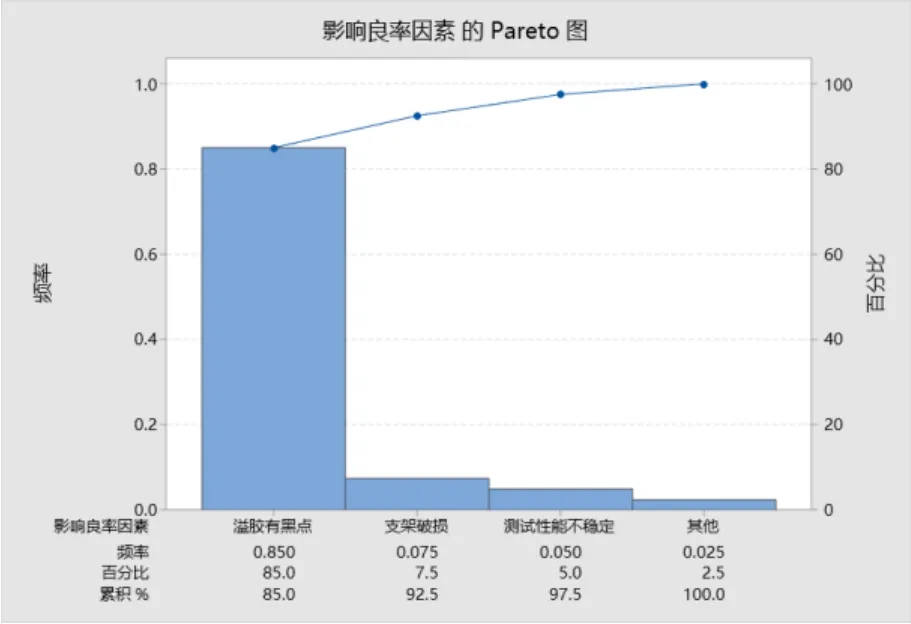
圖4 影響良率的Pareto圖
從圖4中可以看出,造成良率不高的主要原因是模組溢膠嚴重,手機攝像頭模組溢膠會出現黑點,影響外觀,影響使用體驗,從生產流程(圖 2)中可以看出點膠過程與良率是直接相關的,所以目前項目的重點就是解決點膠過程中的溢膠問題,從而提高良率。
2.2 測量階段
利用DMAIC模型的測量來分析溢膠問題產生的原因。這一過程包括測量與流程分析,測量階段是數據收集的第一環節,它的準確性,直接影響整個精益六西格瑪過程,因此是實施過程的關鍵。首先先來看一下手機攝像頭模組點膠過程的微觀流程,如圖5所示。
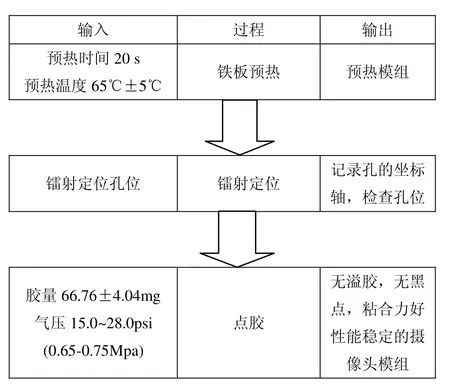
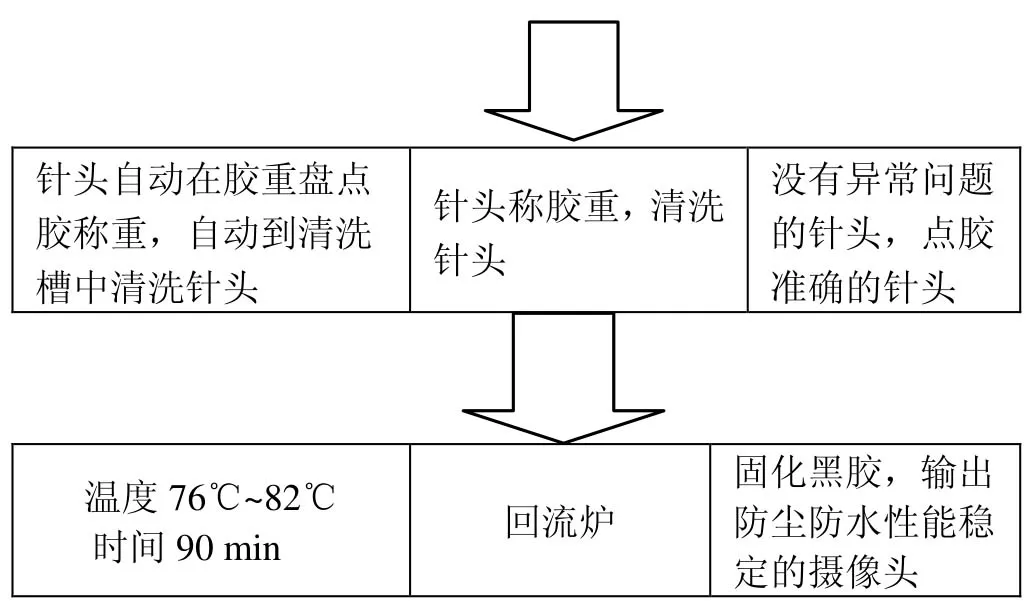
圖5 點膠微觀流程圖
從圖5可以看出,整個攝像頭模組點膠過程的具體工藝參數,設備要求,以及輸出產品要求都一一列出,為后序分析做了一定的基礎工作。在分析解決復雜問題時,通常采用因果矩陣來分析,篩選出問題的主要原因,從而有目的的去收集數據。因此繪制了攝像頭模組點膠出現黑點溢膠的因果矩陣,如表2所示。
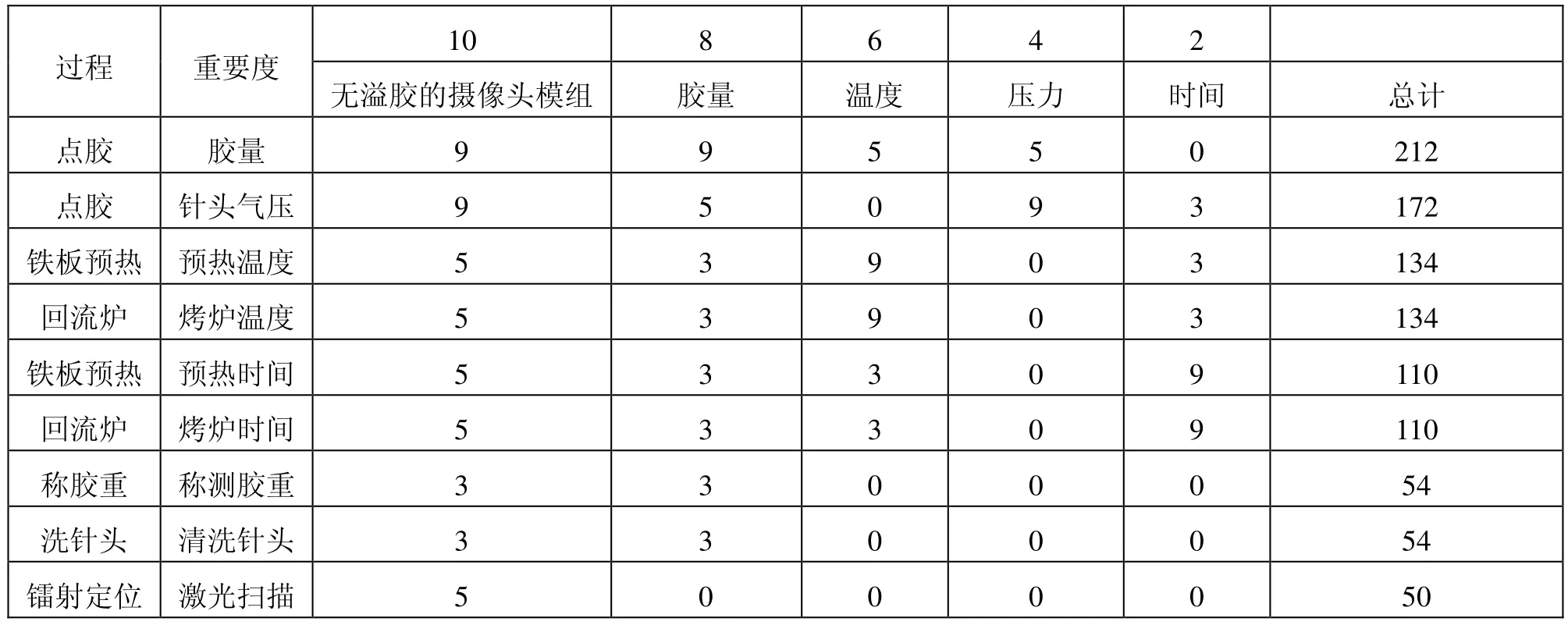
表2 點膠溢膠的因果矩陣
將輸出結果大于 100 的作為進一步分析的主要原因,包括以下 6 項:膠量;氣壓;預熱溫度;預熱時間;烤爐溫度;烤爐時間。
通過 FMEA 可以確認變異發生或可能發生的原因,并判斷是否可以控制或提前預防變異的發生,分析潛在風險,排除可以避免的問題發生。根據因果矩陣找出的六個主要原因進一步作失效模式分析,如表3 所示。

表3 點膠溢膠的FAMA分析表
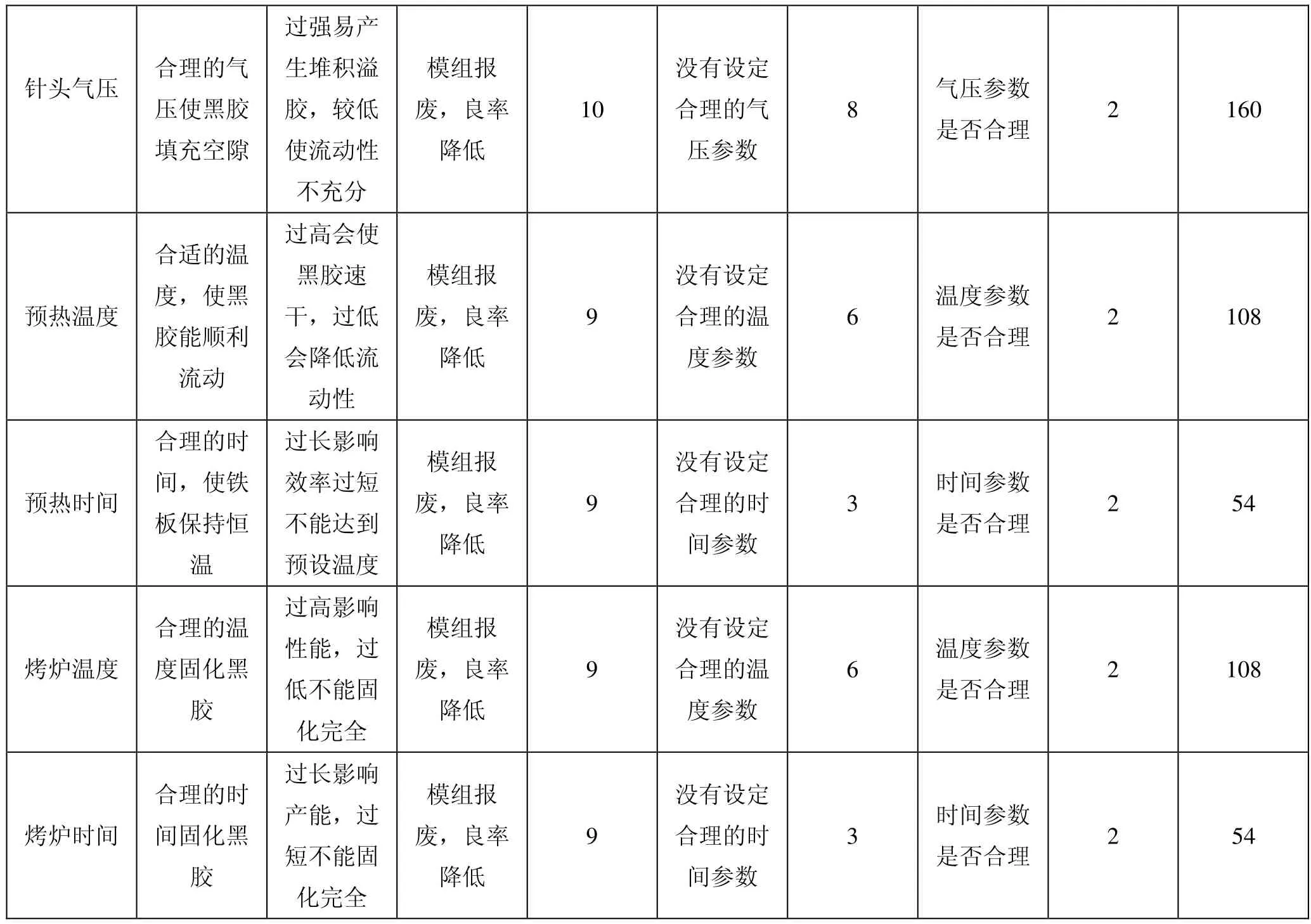
針頭氣壓合理的氣壓使黑膠填充空隙過強易產生堆積溢膠,較低使流動性不充分模組報廢,良率降低10沒有設定合理的氣壓參數8 氣壓參數是否合理 2 160預熱溫度合適的溫度,使黑膠能順利流動過高會使黑膠速干,過低會降低流動性模組報廢,良率降低9沒有設定合理的溫度參數6 溫度參數是否合理 2 108預熱時間合理的時間,使鐵板保持恒溫過長影響效率過短不能達到預設溫度模組報廢,良率降低9沒有設定合理的時間參數3 時間參數是否合理 2 54烤爐溫度合理的溫度固化黑膠過高影響性能,過低不能固化完全模組報廢,良率降低9沒有設定合理的溫度參數6 溫度參數是否合理 2 108烤爐時間合理的時間固化黑膠過長影響產能,過短不能固化完全模組報廢,良率降低9沒有設定合理的時間參數3 時間參數是否合理 2 54
風險優先級數 RPN=嚴重度(Severity)×頻度(Occurrence) ×檢出度(Detection),RPN值大于100時,就要采取改善對策,從失效模式及影響分析表可以看到,發現有4個潛在問題 RPN>100,即膠量、針頭氣壓、預熱溫度、烤爐溫度,為后續的改善提供了方向。
生產手機攝像頭模組點膠過程的質量問題與膠高和粘合力密切相關,因此我們對測量膠高的儀器VHX和測量粘合力的設備Dage進行測量系統分析。選用三臺VHX測膠高設備對1Tray盤10個攝像頭模組進行三次測量,得出90組數據進行分析,如圖6所示。選用三臺測粘合力設備Dage對1Tray盤10個攝像頭模組進行三次測量,得出90組數據進行分析,如圖7所示。
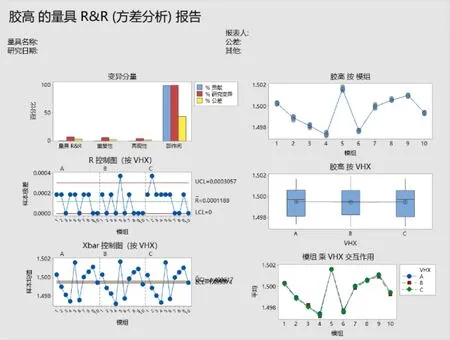
圖6 VHX量具分析報告
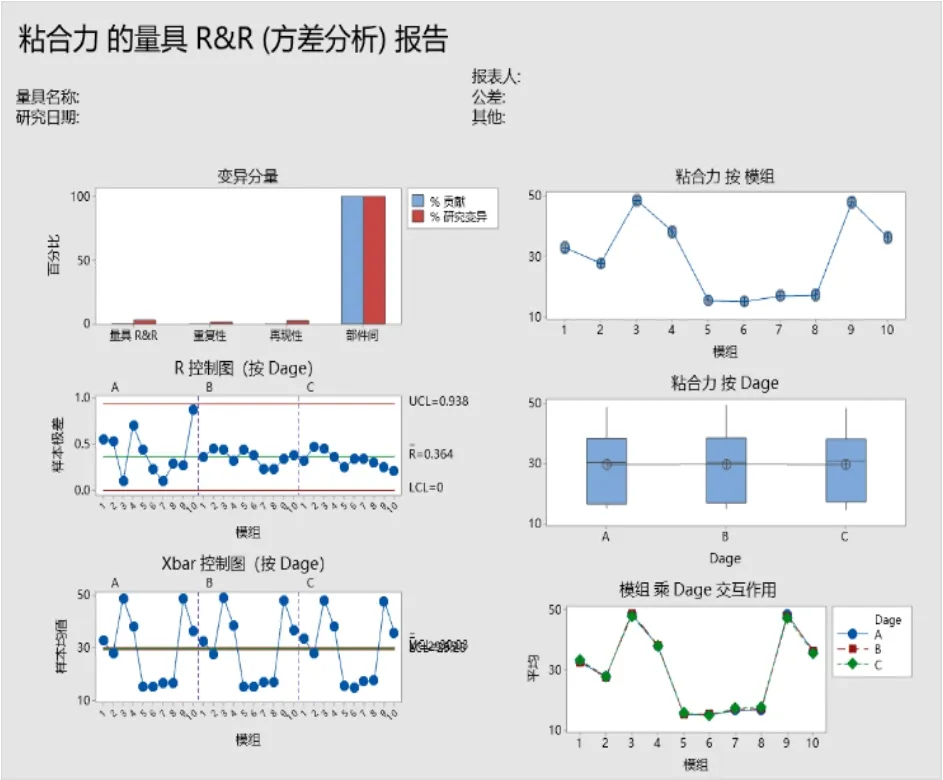
圖7 Dage量具分析報告
VHX量具評估結果顯示,研究變異(%SV)為7.58%,公差(SV/Toler)為3.39%,由圖6可以看到,本項目測量系統能力符合(R&R%=7.58%)≤10%,根據測量系統能力判別準則,表明測量系統可用。Dage量具分析報告如圖7,研究變異(%SV)為2.46%≤10%,公差(SV/Toler)為3.12%,表明測量系統可用,隨后要對項目的過程能力進行分析,確保項目過程在一定條件下的穩定性,并且及時了解生產中各過程的質保能力,衡量過程波動,從而對項目進行優化。數據收集為10個Tray盤100組模組膠高數據作為數據樣本,并對樣本進行分析。首先對數據進行正態性檢驗,運用MINITAB 進行計算,運行結果如圖8所示。
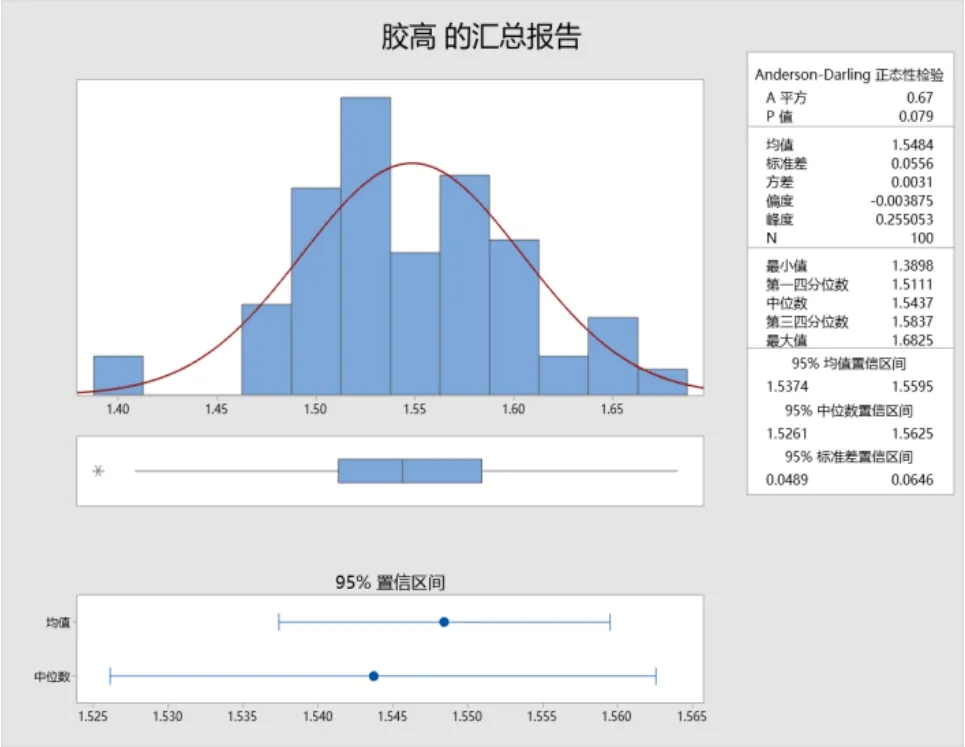
圖8 膠高的正態性檢驗
根據樣本的正態概率圖,可以看出,樣本P=0.079>0.05,可認為樣本是正態分布的。然后對數據樣本進行過程能力分析,六合一圖如圖9所示。
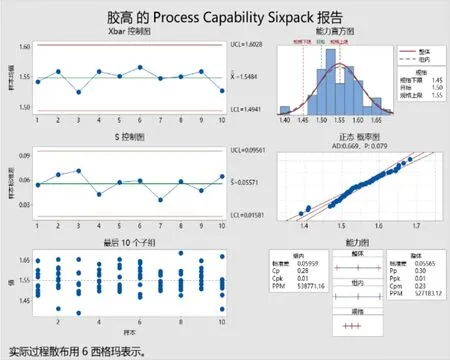
圖9 膠高的過程能力分析
圖中可以看出,樣本中膠高均值已達到了1.54 mm,接近目標上限1.55 mm,且遠高于目標值1.5 mm; Cpk=0.01,數值極低,存在能力不足的問題,需要進行六西格瑪改進,點膠水平亟需提高。
2.3 分析階段
根據測量階段結果,分析階段將對膠量、氣壓、預熱溫度、烤爐溫度等影響因素進行進一步分析,以達到避免溢膠提高良率的目的。烤爐溫度 76℃~82℃,膠量 62.72 mg~70.8 mg,預熱溫度 60℃~70℃,氣壓(103kPa~193kPa),其中,原工藝參數烤爐溫度 79℃、膠量 66.76 mg,預熱溫度 65℃,氣壓(172kpa)。通過對不同參數下的良率進行分析,得到Pareto圖和良率殘差圖,分別如圖10和圖11所示。

圖10 標準化效應的Pareto
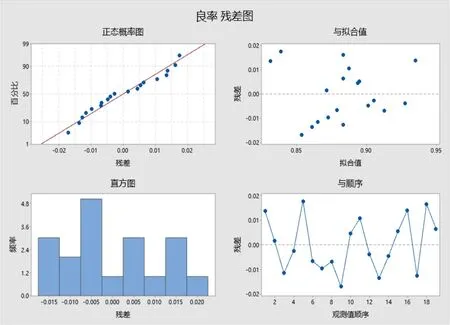
圖11 良率殘差圖
通過良率殘差圖及良率的殘差分析結果的 P值可以看出:烤爐溫度(X1)P =0.003<0.05,拒絕原假設,認為 X1 與 Y 顯著相關;膠量(X2)P=0.005<0.05,拒絕原假設,認為 X2 與 Y 顯著相關;氣壓(X4)P=0.007<0.05,拒絕原假設,認為 X4與 Y 顯著相關;預熱溫度(X3)P =0.24>0.05,不能拒絕原假設,認為 X3 與 Y 不明顯相關。原方程解釋力度 92.93%>80%,調整后方程解釋力度89.91%>80%,認為方程可信。通過分析,確定了烤爐溫度(X1)、膠量(X2)、氣壓(X4)對良率的影響,為改進階段提供了改進方向及依據,如表2所示。
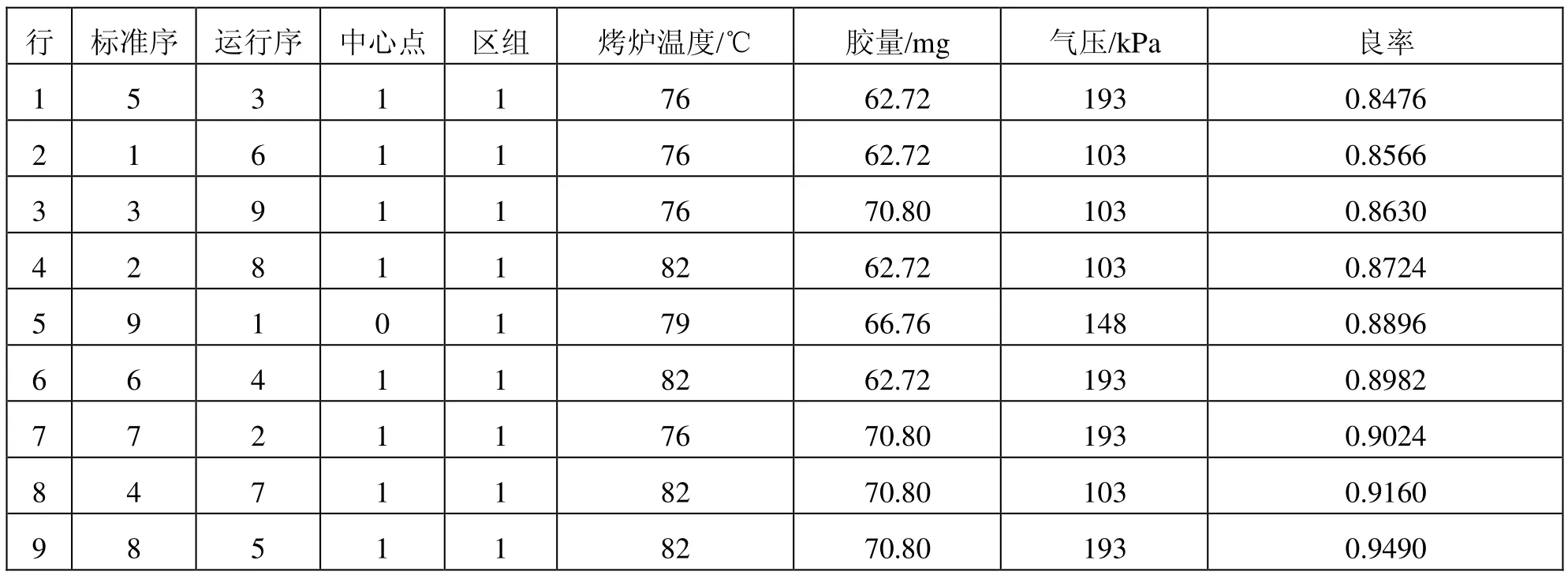
表2 烤爐溫度(X1)膠量(X2)氣壓(X4)對良率影響表
2.4 改善階段
改進階段是以真正解決問題并驗證方案作用為導向,通常為了達到這一目的,需要進行試驗設計(DOE),全因子試驗設計如下:
因子A(烤爐溫度):低水平76℃,高水平82℃
因子B(膠量):低水平62.72mg,高水平70.8mg
因子 C(氣壓):低水平 103kPa,高水平 193kPa。
按計劃矩陣做試驗,得到相應數據記錄,運行MINITAB計算出A(烤爐溫度)P值=0.015,B(膠量)P值=0.016,C(氣壓)P值=0.028,B*C(膠量*氣壓)P值=0.044,均小于0.05,隨機效應顯著,方程解釋力度 R-sq(調整)=97.82%,模型擬合極佳。圖12~圖14分別為因子正態圖、Pareto圖、良率主效應圖,也可以看出因子A、B、C、BC效應顯著,膠量氣壓交互作用圖及其等值線圖和曲面圖分別如圖15~圖17所示,可以看出膠量和氣壓的交互作用顯著。
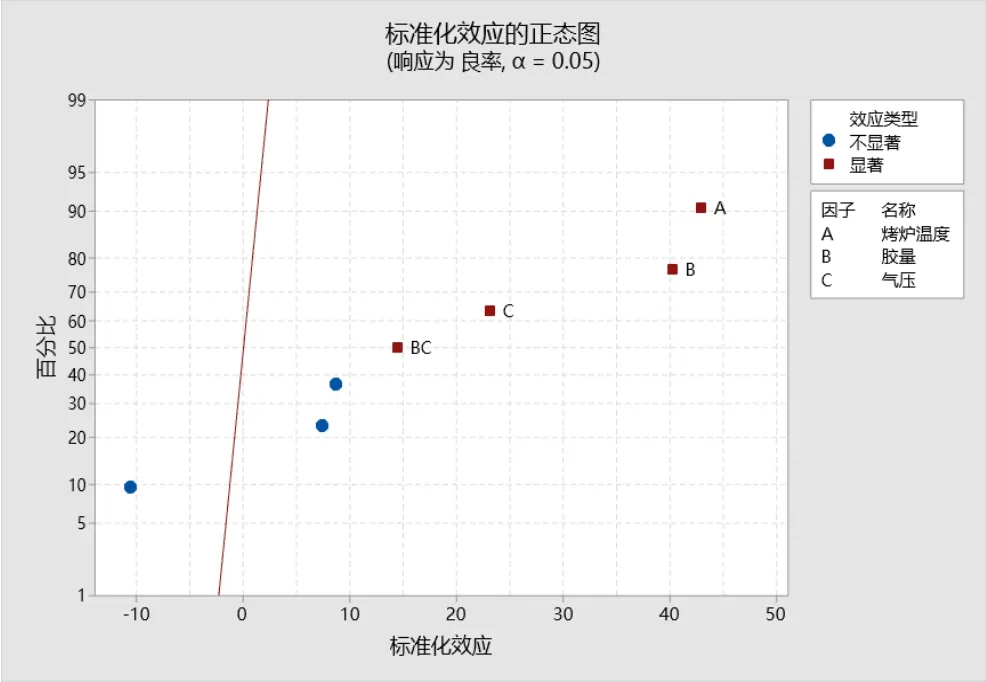
圖12 因子正態圖
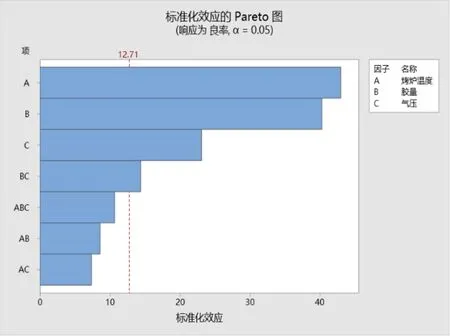
圖13 標準化效應Pareto圖
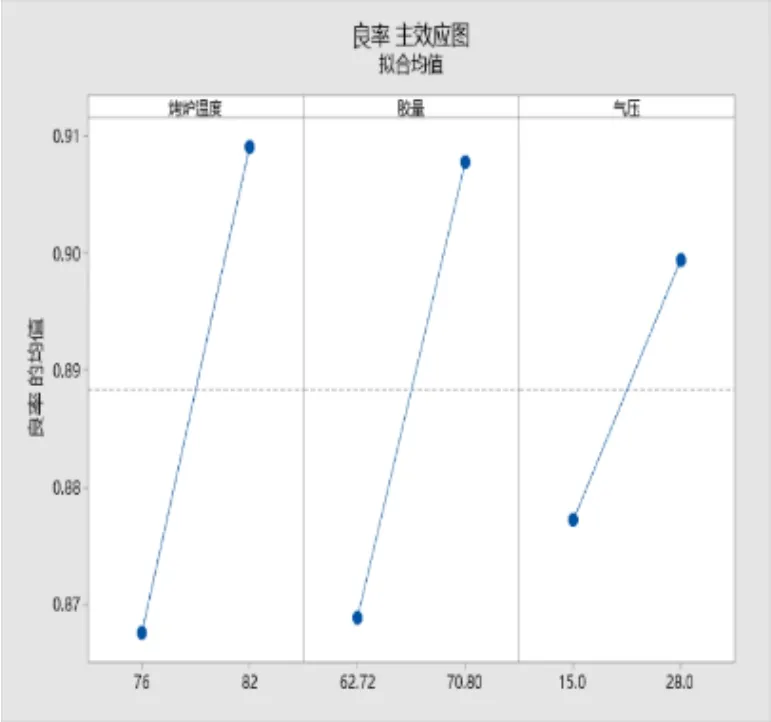
圖14 良率主效應圖
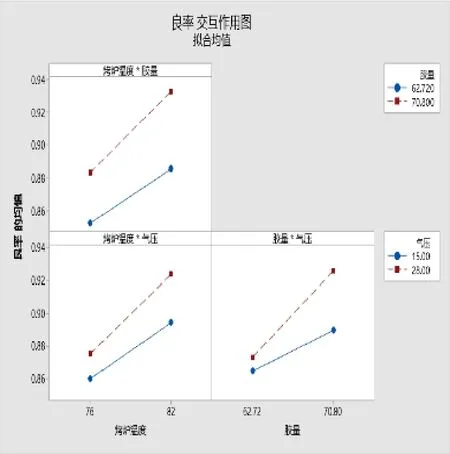
圖15 膠量氣壓交互作用圖
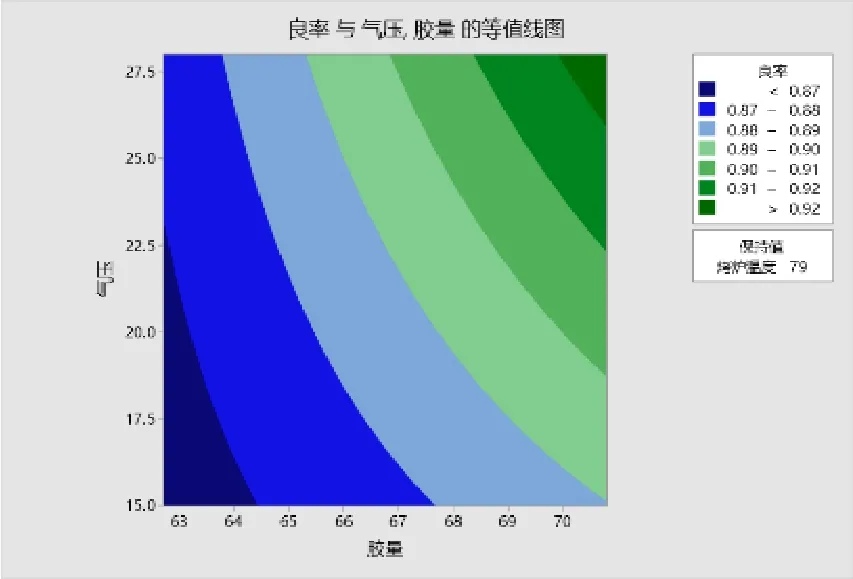
圖16 等值線

圖17 曲面圖
根據本項目具體問題,優化目標是屬于“望大”型的。在 MINITAB 軟件中通過 DOE 響應優化器得出的結果如圖18所示。

圖18 響應優化器結果
手機攝像頭模組點膠時,膠量 70.8mg、氣壓193kPa、烤爐溫度82℃、預熱溫度70℃,良率可達95%。將該方案確定為點膠的最優方案。
2.5 控制階段
為了對膠高及良率進行控制和統計,抽取改善前一個月的攝像頭模組,每天抽一盤,一盤十個模組,與改善后1個月的10*30個手機攝像頭模組膠高值進行對比,作出 Xbar-S 控制圖,如圖19所示;匯總改善前一個月每天的良率和改善后一個月每天的良率,作出I-MR控制圖,如圖20所示。
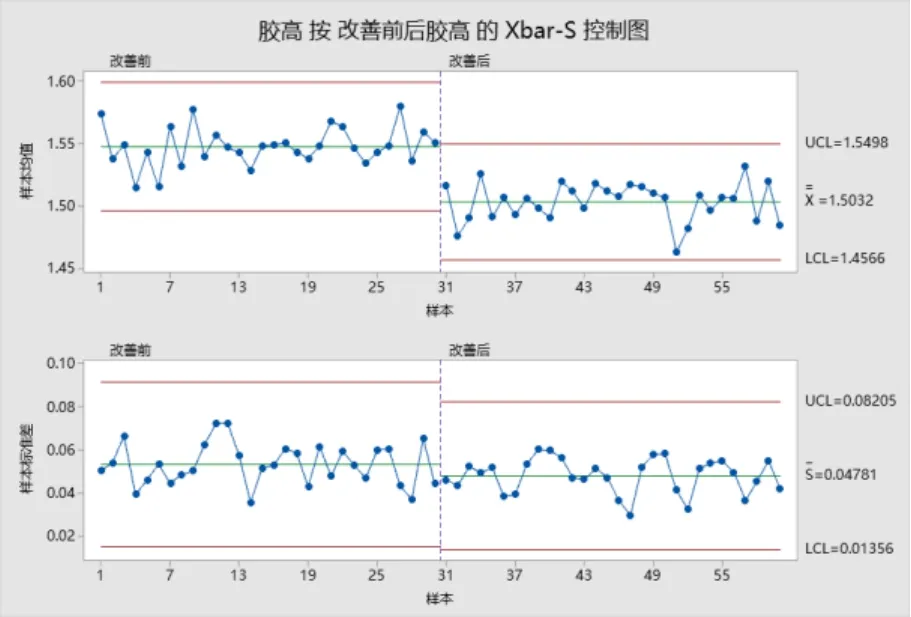
圖19 改善前后的膠高Xbar-S控制圖
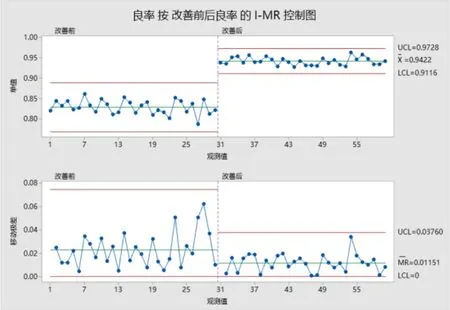
圖20 改善前后的良率I-MR控制圖
良率達到95%,生產過程處于受控狀態,膠高均值保持在1.5mm,屬行業標準水平,從而因攝像頭模組點膠過程中出現溢膠的產品報廢問題基本消除。
3 結語
這次質量改善是利用六西格瑪 DMAIC管理模型和工具開展的,通過流程圖和時間序列圖引出質量改善的目的即提高產品良率,利用Pareto圖找到引起良率低的關鍵原因即點膠過程中的溢膠現象,對點膠的生產過程進行分析,通過點膠的微觀流程圖、因果矩陣、FAMA等分析出產生溢膠的主要原因,即膠量、氣壓、預熱溫度和烤爐溫度。運用Gage R&R(%SV≤10%)確定測量膠高和粘合力的量具具有穩定性;通過正態性檢驗(P>0.05);過程能力分析,發現Cpk=0.01<1.67過程能力極低需要改善;通過殘差分析找出溢膠的關鍵因素,去掉P>0.05與Y不顯著相關的預熱溫度這一因素,然后對膠量、氣壓、烤爐溫度進行DOE試驗設計,看出因子A,B,C,BC效應顯著,基于優化目標是屬于“望大”型的,確定出最佳參數,即膠量 70.8mg、氣壓(193kPa)、烤爐溫度82℃、預熱溫度70℃時,良率可達95%。通過膠高Xbar-S控制圖和良率I-MR控制圖確保了產品處于受控狀態,使攝像頭模組點膠過程中出現溢膠的產品報廢問題基本消除,良率從83%提高到95%,改善目標達成。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
財經界(學術版)(2015年20期)2015-12-23 09:20:13
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31