
5CrNiMo鋼齒輪熱鍛模具的熱處理工藝研究
2021-03-26 02:37:28焦何生
金屬加工(熱加工) 2021年3期
焦何生
濟鋼集團有限公司 山東濟南 250101
1 序言
5CrNiMo鋼熱鍛模造價高、用量大,因此提高其使用壽命具有重要的經(jīng)濟價值。影響模具使用壽命的因素很多,最主要的是模具的熱處理質(zhì)量與模具材料的選擇。本文通過分析總結(jié)影響模具熱處理質(zhì)量的有關(guān)因素,為滿足某公司生產(chǎn)組織需要,設(shè)計與制定模具的生產(chǎn)組織方案,科學(xué)合理確定模具的選材、模具的熱處理工藝參數(shù)等,達到滿足綜合力學(xué)性能的要求。
2 模具的選材和失效原因分析
2.1 工件材料和性能要求
某公司擬生產(chǎn)小批量中間常嚙合齒輪,為提高生產(chǎn)效率,保證產(chǎn)品質(zhì)量,制定了用熱模鍛壓力機設(shè)備和5CrNiMo鋼制造模具(見圖1)的生產(chǎn)方案[1]。設(shè)計鍛模高度336mm,模面硬度38HRC,尾部硬度32HRC,鍛模重量3t[2]。

圖1 熱鍛模平面圖
5CrNiMo鋼為合金元素含量較低的合金工具鋼。該鋼具有良好的韌度、強度和耐磨性。它在室溫和500~600℃時的力學(xué)性能幾乎相同。在加熱到500℃時,仍能保持300HBW以上的硬度。由于鋼中含有鉬,因而對回火脆性不敏感。從600℃緩慢冷卻下來以后,沖擊韌度稍有降低。5CrNiMo鋼有良好的淬透性。此鋼廣泛用來制造各種類型的大中型鍛模。且此鋼易形成白點,需嚴格控制冶煉工藝及鍛軋后的冷卻工藝制度[3]。選用爐號為019-0147,5CrNiMo熱鍛模具鋼的化學(xué)成分見表1。

表1 5CrNiMo鋼的化學(xué)成分(質(zhì)量分數(shù)) (%)
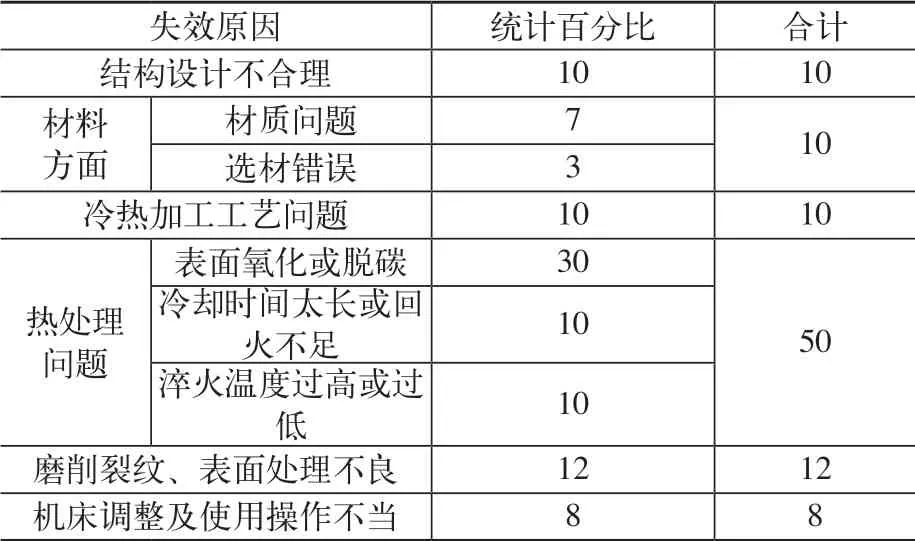
表2 模具失效原因的統(tǒng)計百分比 (%)
2.2 模具的失效原因分析
模具質(zhì)量的好壞,特別是使用壽命,在很大程度上決定于制造材料的最佳選用和熱處理的質(zhì)量好壞。通過對模具失效的原因進行統(tǒng)計,得出的數(shù)據(jù)見表2。從表2中可以看出,因模具熱處理問題造成的失效占整個失效原因的50%。模具熱處理幾乎又是模具加工工藝過程中的最終工序。若熱處理不良造成報廢,則將 “前功盡棄”。
3 模具的熱處理工藝參數(shù)[4]
5CrNiMo鋼鍛模在使用過程中承受復(fù)雜的應(yīng)力,因而形狀復(fù)雜的鍛模,必須具有盡可能均勻的組織和性能,而冶金廠供給的鋼材具有纖維組織,其各項性能不同。為了消除鋼坯纖維的方向性,使其性能盡可能地一致,并獲得所需要的尺寸,必須進行鍛造。鍛造后必須緩冷以防止產(chǎn)生“白點”。具有白點的鋼材,其縱向抗拉強度與彈性極限降低得并不多,但伸長率則顯著降低,尤其是截面收縮率與沖擊韌度降低得更多,有時可能接近于零,且這種鋼材的橫向力學(xué)性能又比縱向的低得更多。因此,具有白點的鋼材一般是不能使用的。
3.1 熱鍛模鋼的退火
5CrNiMo鋼毛坯經(jīng)鍛造后,為了消除鍛造時所產(chǎn)生的內(nèi)應(yīng)力并細化晶粒,得到均勻的組織(鐵素體+珠光體),以及為了降低硬度以改善切削加工性能,鍛坯必須進行退火處理。
3.2 熱鍛模鋼的調(diào)質(zhì)
為了消除鍛模在機械加工的加工應(yīng)力,并且避免因急劇加熱而產(chǎn)生的熱應(yīng)力,裝爐后,通常在600~650℃下進行預(yù)熱。從預(yù)熱溫度升至淬火溫度,所需最短保溫時間:

式中a——系數(shù)(min/mm),采用鹽浴爐時a=0.4min/mm;
h——模具高度(mm)。
而此模具高度為3 6 5 m m,由上式計算得τ≈2.5h,淬火加熱保溫時間6h,因為鍛模鋼的奧氏體比較穩(wěn)定,為了減少鍛模冷卻過程中所產(chǎn)生的熱應(yīng)力,減少模具的變形和開裂,將出爐的鍛模在空氣中預(yù)冷至≤780℃。模具淬入油中約5min后,將尾部提出油面,停留數(shù)分鐘,使燕尾溫度回升,待油跡燒干,再浸入油中,3~5min后再提出,如此反復(fù)3~5次,待整個模具冷至150℃左右時提出,然后立即轉(zhuǎn)入回火。
為了消除因淬火而產(chǎn)生的內(nèi)應(yīng)力,降低淬火后的硬度,增加韌性,得到均勻的屈氏體組織,鍛模必須立即進行回火,回火在箱式爐中進行,根據(jù)工藝原則,大型鍛模需保溫5~6h。其具體的熱處理工藝(退火、調(diào)質(zhì))曲線如圖2所示。
3.3 模具的燕尾回火
為了增加鍛模的使用壽命,特別是為了防止磨損錘頭和折斷錘桿,規(guī)定鍛模燕尾硬度應(yīng)低于工作型面的硬度,因此模具需進行燕尾回火。鹽浴爐加熱回火,鍛模淬火、回火后,其燕尾的回火置于低溫鹽浴爐中進行。對于大中型模具,燕尾需加熱至620~650℃,硬度達到286~321HBW(30.5~35HRC)。至于加熱時間,一般根據(jù)鍛模工作面的回火顏色決定。當工作面的顏色是藍灰色甚至是灰色時(此時工作面部分已達400℃左右),即停止加熱。燕尾加熱后可油冷。為了減少熱應(yīng)力,油冷至約100℃后提出空冷。燕尾經(jīng)處理后,可得到均勻的索氏體組織。
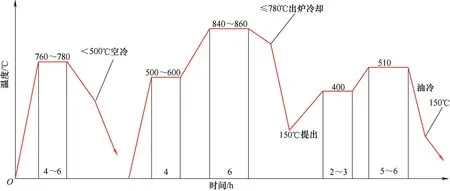
圖2 5CrNiMo鋼的熱處理工藝曲線
4 結(jié)束語
1)模具經(jīng)淬火、回火后,用機動砂輪及砂紙將需要檢查硬度處磨光(磨入表面深度0.30~0.50mm),用經(jīng)校對過的洛氏硬度計檢查工作表面及燕尾的硬度,模面平均硬度為39HRC,尾部平均硬度為32.5HRC,抗拉強度為1360MPa,達到了力學(xué)性能要求。
2)模具熱處理是保證模具性能的重要工藝過程,對模具的制造精度、強度、工作壽命及制造成本等有著直接的影響。熱鍛模經(jīng)過加工工藝路線:退火→成形加工→淬火、回火→精加工(修型、拋光),能滿足其硬度的要求,也能使其具有一定的耐熱疲勞性。
猜你喜歡
材料與冶金學(xué)報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
