
變速箱副箱輸出軸工藝優化
2021-03-26 02:37:30余金科牛恩來趙俊平魯福來
金屬加工(熱加工) 2021年3期
余金科,牛恩來,趙俊平,魯福來
東風商用車技術中心 湖北十堰 442001
1 序言
副箱輸出軸為變速箱的一個關鍵零部件,車輛運行中其承受較大的扭矩,因此要求副箱輸出軸具有較高的強度。圖樣技術要求:材料40Cr,R角和花鍵處中頻感應淬火,R角處硬化層深≥5mm,花鍵處硬化層距離齒底5~8mm,表面硬度≥55HRC;基體要求調質處理,硬度要求235~265HBW。
2019年初,市場反饋副箱輸出軸在客戶行駛3萬~10萬km時斷裂較多,通過對失效件進行分析得出斷裂原因如下。
1)輸出軸R角結構為內凹式,感應淬火難度較大,淬火層深較淺,淬火開裂敏感性較大,實際檢測R角部位存在感應淬火裂紋。
2)副箱輸出軸的油孔倒角為0.5mm×45°,由于尖角效應,淬火開裂傾向大,也存在淬火裂紋。
本文主要從原理上分析了副箱輸出軸斷裂的原因,并有針對性地制定了一系列的改善措施,最終解決了副箱輸出軸斷裂的問題。
2 失效分析
2.1 失效檢測分析
副箱輸出軸失效件如圖1所示,失效件的外觀及斷裂位置如圖1a所示,紅色圓圈處為斷裂位置,可以看出副箱輸出軸從退刀槽的R角位置斷裂,斷口形貌如圖1b所示,斷口平直,受到軸的周向轉動作用,斷口在斷裂之后兩端有相互磨損的痕跡,符合扭轉斷裂特征。
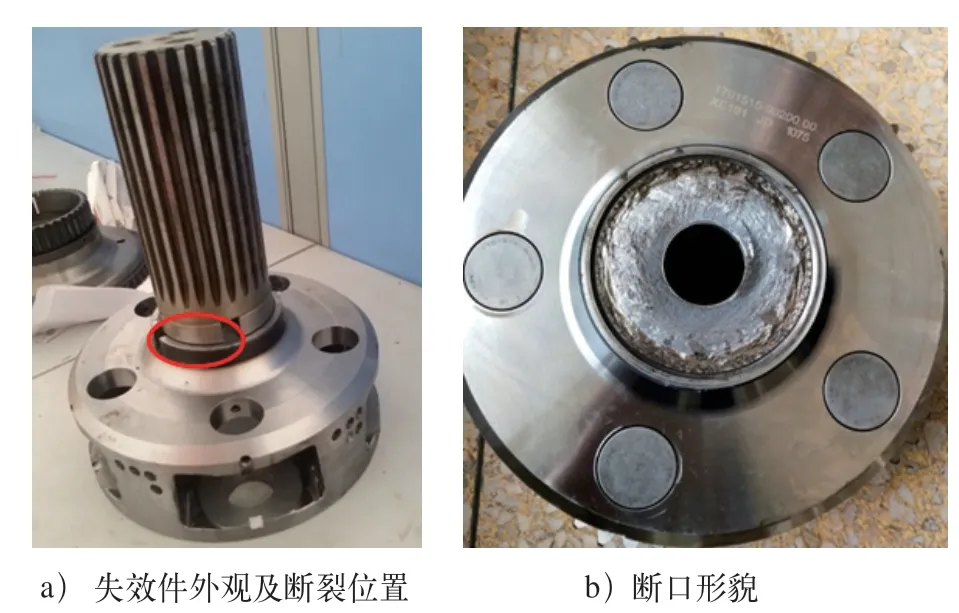
圖1 副箱輸出軸失效件
對現生產成品件和市場反饋的失效件進行無損檢測和金相分析,試驗結果見表1。從表中可以看,出現生產成品件以及市場失效件花鍵部位的感應淬火結果滿足技術要求,花鍵部位有效淬硬層深≥5mm,淬硬層金相組織為4~5級針狀馬氏體。但花鍵油孔處和R角處的感應淬火結果均不符合技術要求,具體如下:
1)現生產成品件的R角位置和花鍵油孔處存在感應淬火裂紋。
2)R角處的感應淬火層深較淺甚至存在無感應淬火層深現象,未達到技術要求所規定的5mm以上。
以上檢測結果與失效件的開裂特征是相符的,由于副箱輸出軸R角處感應淬火層深較淺,不符合技術要求,且R角處存在感應淬火裂紋,導致R角處的強度較低,車輛運行過程當中,R角位置承受不了較大的扭轉應力最終開裂。此外,花鍵油孔處也存在感應淬火裂紋,市場失效件中也有部分副箱輸出軸在此處斷裂。

表1 成品件及失效件磁粉檢測及金相分析結果
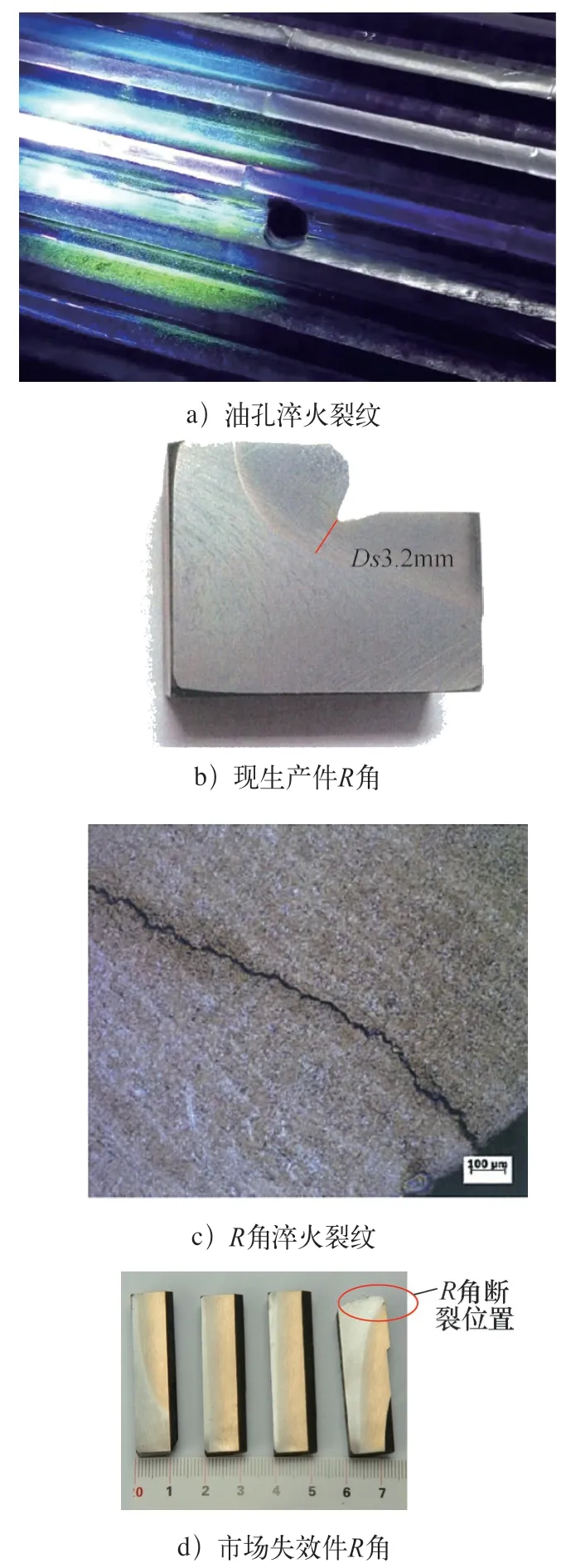
圖2 無損檢測和金相檢測結果
2.2 失效原因分析
從失效檢測結果可以看出,副箱輸出軸的斷裂風險點有兩處:一是R角位置;二是花鍵油孔。
圖3a所示為現生產成品件R角位置的結構,可以看出R角為內R0.5mm結構,該結構對感應淬火會造成以下兩點影響。
1)內R式結構的R角底部過渡圓角太小,R角凹陷底部機械加工應力較大,這會增大產生感應淬火裂紋的敏感性。
2)內R式結構的R角凹陷部位與感應器之間的距離相對較大。
圖3b所示為R角部位感應加熱時的感應電流分布,由于感應加熱的臨近效應,距離感應器越遠,感應電流就越小[1]。因此,對于區域1~4,感應電流是逐漸減小的,且由于R角底部區域4距離感應器最遠,所以R角底部的感應電流最小,在同等加熱時間情況下,當區域1~3整體達到淬火加熱溫度時,區域4可能還未完全達到淬火溫度,此時噴水冷卻,區域1~3發生馬氏體相變,區域4部分發生或不發生馬氏體相變,使得區域1~3與區域4的淬硬層深不一致,在R角內外部發生因組織轉變導致的不均勻變形,區域4受到組織轉變產生的拉應力,同時為機械加工應力集中點,最終導致淬火時區域4易產生淬火裂紋。另外,由于區域4距離感應器最遠,此處為感應淬火最難實現的部位,因此淬硬層深度不夠。
圖3c所示為現生產副箱輸出軸油孔倒角結構,油孔設計尺寸為0.5mm×45°。該結構不符合感應淬火對孔倒角的設計要求,為了更好地保證感應淬火質量,要求孔的倒角應該略大于1mm×45°。這主要是因為倒角小時,由于感應加熱的尖角效應使油孔周邊的溫度過高,易產生淬火裂紋;同時由于油孔的存在,迫使感應電流在油孔的兩側繞行,油孔周圍的感應電流分布不均勻,在沿電流方向油孔兩側渦流密度大,而垂直電流方向的油孔兩側渦流密度小,于是前者成了高溫區,后者成了低溫區,如圖3d所示[2]。油孔周圍區域的加熱溫度不均,電流透入深度不同,淬火后的硬化層厚度也不同,感應淬火過程中產生了組織應力和熱應力,這種應力是油孔邊緣產生淬火裂紋的根本原因。另外,由于油孔的特殊結構,在冷卻時其邊緣的冷卻較其他部位更為劇烈,進一步增加了油孔邊緣產生淬火裂紋的敏感性。
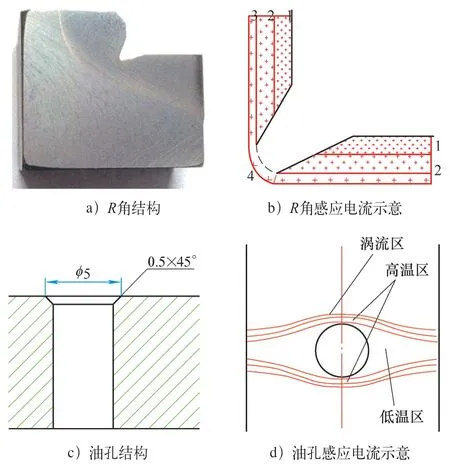
圖3 R角和油孔
3 改善措施
3.1 R角和油孔倒角結構優化
由以上分析可知,副箱輸出軸斷裂的根本原因在于R角結構及油孔倒角設計不合理,因此特制定以下改善措施。
1)改進過渡圓角結構為外圓角R1.5mm,優化圓角處感應淬火層深技術要求為≥3mm。
2)改進油孔倒角結構為(1~1.5)mm×45°。
圖4a所示為優化后的R角結構,在感應熱處理中,當工件的臺階根部需要進行感應淬火強化時,臺階根部需要有過渡圓角,且越大越好。如此設計有良好的工藝性:①減小臺階根部的應力集中,降低使用過程中的開裂傾向。②降低感應淬火難度,臺階根部受熱均勻,臺階淬硬層均勻連續,強度顯著提升。
圖4b所示為優化后的油孔倒角設計,倒角尺寸增大到(1~1.5)mm×45°,同等加熱情況下,油孔倒角越大,越可顯著減小油孔邊緣的電流密度,降低因過熱而使油孔邊緣開裂的傾向。
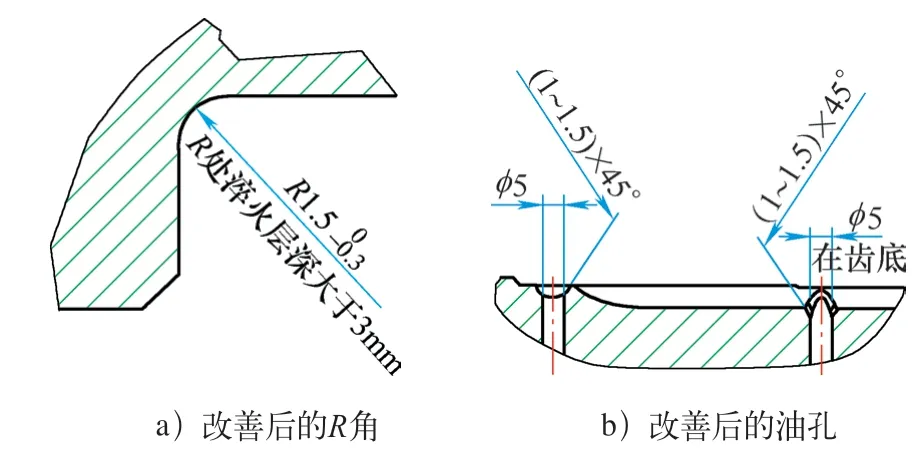
圖4 結構優化
3.2 感應淬火工藝優化
由于副箱輸出軸的淬火面積較大且電源功率較小,因此采用掃描淬火方式完成對副箱輸的淬火。掃描淬火的最大優勢就是可以使用較小容量的設備,處理大型工件。掃描淬火方法將工件置于感應器之中或臨近位置,使感應器和工件發生相對運動,感應器接通高頻或中頻電流,將工件感應加熱到淬火溫度,同時感應器或噴水器噴出淬火冷卻介質,使工件已經達到淬火溫度的部分得以淬火,直至工件的淬火面積全部完成淬火后,先切斷感應器電流,后停止淬火冷卻介質噴射。
圖5所示為優化后的感應器有效圈設計,感應器的有效圈為整圈結構,有效圈旋轉一定角度(一般情況為45°),以滿足變截面處平面及R角的加熱。有效圈上裝有“Π”形導磁體,導磁體的槽口斜對R角區域,利用導磁體的槽口效應,將有效圈的中頻電流驅逐到R角區域,使R角區域加熱得到強化,有效圈前端與R角的間隙為3~5mm,R角可以迅速加熱,一般加熱時間不超過10s即可達到淬火溫度,得到非常理想的硬化層分布。考慮到加熱R角時,為了使R角獲得足夠的淬硬層深,感應器需要在R角區域停留加熱一段時間,而此時R角上方臨近的花鍵也在被加熱,為了防止此處花鍵的淬硬層深過大,造成R角與軸向花鍵過渡處淬硬層發生“鼓肚子”的現象,利用感應加熱的臨近效應,即在感應器設計時,其加熱花鍵的面與花鍵軸向呈7.5°夾角,越接近R角區域,間距越小,從而使得R角區域及其臨近區域的感應電流分布如圖5中黑色陰影所示。待R角區域完成加熱時感應器向上移動對花鍵區域進行加熱淬火,最終獲得均勻連續的淬硬層,提高了輸出軸的整體強度。
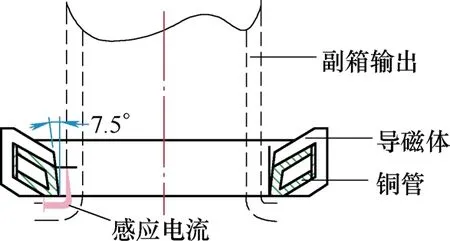
圖5 有效圈設計
4 結束語
通過以上失效原因分析,本次副箱輸出軸斷裂改善措施主要有三個方面:一是優化過渡圓角結構,改進過渡圓角結構為外圓角R1.5mm,要求圓角處感應淬火層深技術要求為≥3mm;二是優化花鍵處油孔的倒角尺寸,改進油孔倒角結構為(1~1.5)mm×45°;三是優化感應器有效圈的結構,采用掃描感應淬火方法,使圓角及花鍵的淬硬層連續均勻。
以上改善措施實施后,對副箱輸出軸進行檢測和跟蹤,取得了明顯的效果。
1)副箱輸出軸的R角強度得到顯著提升,油孔倒角和R角區域也再未出現感應淬火裂紋。
2)副箱輸出軸圓角及淬硬層連續均勻,R角淬硬層深4~6m m,花鍵部位淬硬層深5~8m m,淬硬層金相組織為4~6級針狀馬氏體,表層硬度56~59HRC,均能滿足技術要求。
3)發交裝車后的副箱輸出軸再未發生開裂,大大減低了市場索賠風險,提升了產品的質量及客戶的滿意度。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
現代企業(2015年9期)2015-02-28 18:56:50
建筑材料學報(2014年3期)2014-03-11 17:08:02
