核電設(shè)備用SA738Gr.B復(fù)合鋼板的爆炸焊接試驗研究
2021-03-30 07:36:48劉富國侯國亭
工程爆破 2021年1期
關(guān)鍵詞:工藝
劉富國,馮 健,侯國亭
(1.洛陽雙瑞金屬復(fù)合材料有限公司,河南 洛陽 471800; 2.舞鋼神州重工金屬復(fù)合材料有限公司,河南 舞鋼 462500)
眾所周知,在眾多新能源中,核電無疑被認為是環(huán)境透支最小的高效清潔能源。因此,在電力行業(yè)規(guī)劃中,特別強調(diào)了對核電等清潔能源的大規(guī)模投資。隨著我國近年核電工業(yè)的迅猛發(fā)展,核電設(shè)備行業(yè)將迎來巨大的市場空間。由于核電設(shè)備工作環(huán)境多為高溫、高壓、高輻射等,所以對核電設(shè)備用鋼的理化性能和耐蝕性能提出了更為嚴格的技術(shù)要求。
近年來,作為廣泛應(yīng)用于核電站設(shè)備壓力容器中的SA738Gr.B鋼板[1],屬于高強核電容器鋼板,我國還依賴于進口,因此我國科技人員針對SA738Gr.B鋼板進行了開發(fā)研究,并取得了一定的科研城果。文獻[2]針對核電站用SA738Gr.B鋼板熱處理工藝進行了研究,通過試驗分析熱處理參數(shù)對鋼板顯微組織和力學(xué)性能的影響,提出了合理的淬火和回火工藝,從而實現(xiàn)了核電設(shè)備壓力容器用SA738Gr.B鋼板各項力學(xué)指標的最優(yōu)化;文獻[3]對SA738Gr.B鋼板進行了模擬試驗研究,指出了經(jīng)模擬焊后熱處理的SA738Gr.B鋼板,沖擊韌性明顯下降的主要原因在于鋼中析出了含Cr合金碳化物,引起晶界弱化,提高了SA738Gr.B鋼板的韌脆性轉(zhuǎn)變溫度;文獻[4]簡要介紹了核電技術(shù)發(fā)展的歷程和核電壓力容器對材料的技術(shù)要求,對于我國研發(fā)SA738Gr.B鋼板的狀況,文章指出我國寶鋼于2006年研發(fā)出了核電站安全殼用SA738Gr.B鋼板,2007年底生產(chǎn)出了強度和沖擊韌性均滿足有關(guān)標準要求的SA738Gr.B鋼板,并且所生產(chǎn)的這種鋼板已經(jīng)批量應(yīng)用于三門和海陽核電站設(shè)備中,這表明我國鋼鐵企業(yè)在生產(chǎn)SA738Gr.B鋼板方面已經(jīng)向前邁進了一大步。但到目前為止,我國還未進一步見到公開的用于核電設(shè)備壓力容器的SA738Gr.B復(fù)合鋼板的研發(fā)成果。因此,研究開發(fā)高性能的核島設(shè)備壓力容器用SA738Gr.B復(fù)合鋼板,對實現(xiàn)核電設(shè)備壓力容器關(guān)鍵部件國產(chǎn)化,打破國外市場壟斷具有一定的現(xiàn)實意義和社會效益。
1 試驗
1.1 試驗材料
基層材料選用SA738Gr.B鋼板,規(guī)格尺寸為52 mm×1 000 mm×3 000 mm;復(fù)層材料選用不銹鋼SA240 304L,規(guī)格尺寸為4 mm×1 060 mm×3 060 mm。選用的基層和復(fù)層材料的化學(xué)成分和力學(xué)性能如表1~表4所示。

表1 SA738Gr.B 鋼板化學(xué)成分的質(zhì)量分數(shù)

表2 SA738Gr.B 鋼板的力學(xué)性能

表3 SA240 304L不銹鋼化學(xué)成分的質(zhì)量分數(shù)
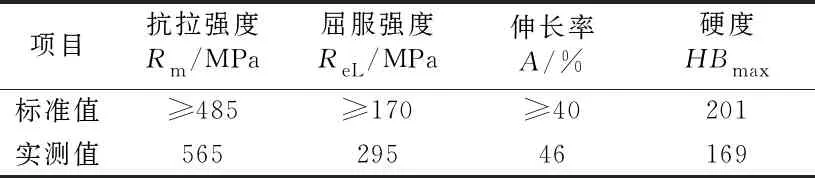
表4 SA240 304L不銹鋼板的力學(xué)性能
1.2 試驗工藝
不同于一般的焊接技術(shù),爆炸焊接生產(chǎn)具有獨特的工藝參數(shù)和規(guī)定的流程,這些工藝參數(shù)包括材料參數(shù)、炸藥參數(shù)、安裝參數(shù)、界面參數(shù)等,其主要工藝流程順序為:基復(fù)材料檢驗、待結(jié)合面除銹、爆炸焊接、無損檢測、熱處理、性能檢測、校平拋光、標識包裝、入庫。
1.3 爆炸焊接參數(shù)
爆炸焊接參數(shù)中,影響產(chǎn)品質(zhì)量的主要參數(shù)有炸藥爆速、復(fù)板下落速度、基復(fù)板間距、單位面積裝藥量,基復(fù)板力學(xué)性能等。以上參數(shù)中尤以炸藥的品種、數(shù)量、爆速最為重要,在其他參數(shù)一定的情況下,根據(jù)炸藥的品種、數(shù)量、爆速就可以判定任一金屬組合中實際的爆炸焊接性和相對的焊接強度[5]。
1.3.1 炸藥品種和爆速的選擇
目前,我國爆炸焊接行業(yè)普遍采用乳化炸藥進行爆炸焊接作業(yè),但此種炸藥對于大幅面和硬脆金屬材料來說爆速偏高,因此這種炸藥使用前需要添加一些惰性物質(zhì)如珍珠巖、食鹽等配制成低爆速炸藥。本試驗采用的粉狀乳化炸藥,在炸藥爆速為3 400 m/s的基礎(chǔ)上添加主要成分為碳酸鈣的粒狀分散劑,配置成爆速為2 300 m/s左右的低爆速炸藥。配置的低爆速炸藥中,在炸藥厚度為35~45 mm時,炸藥質(zhì)量占比為0.52%,此厚度下的混配炸藥平均密度為1.25 g/cm3。
1.3.2 基復(fù)板間距的選擇
基復(fù)板間距是指復(fù)板和基板之間的距離。為了使復(fù)板獲得一定的碰撞速度,必須保證復(fù)板具有一定的加速距離。工程應(yīng)用中,確定基復(fù)板間距的經(jīng)驗公式很多,例如有學(xué)者認為,間距值一般是復(fù)板厚度的0.5~1.0倍;還有學(xué)者認為間距值和復(fù)板材料的密度有關(guān),當復(fù)板材料的密度小于5、5~10、大于10 g/cm3時,間距值分別為復(fù)板厚度的1/2~2/3、1/2~1、2/3~2倍[6,11]。學(xué)者Stivers和Wittman給出了下面的經(jīng)驗公式:
S=0.2(h1+h2)
(1)
式中:S為基復(fù)板間距;h1為復(fù)板厚度;h2為裝藥厚度。本試驗中復(fù)板h1=4 mm,裝藥厚度預(yù)設(shè)值h2=35~38 mm,采用經(jīng)驗公式(1)計算的基復(fù)板間距值S=7.8~8.4 mm,取平均值S=8 mm。
在已知炸藥爆速vd和基復(fù)板間距S的情況下,可利用炸藥爆速、基復(fù)板間距以及復(fù)板動態(tài)彎折角之間的關(guān)系式[7]求出復(fù)板的動態(tài)彎折角β值。
(2)
1.3.3 裝藥厚度的選擇
爆炸焊接生產(chǎn)中,炸藥品種和裝藥厚度的選擇,決定了作用于復(fù)板上的爆轟能量大小,同時也影響到了復(fù)板碰撞基板速度的大小。因此,裝藥厚度決定了爆炸焊接質(zhì)量的優(yōu)劣,正確選擇炸藥品種和裝藥厚度是爆炸焊接生產(chǎn)中一個極其重要的環(huán)節(jié)。
基復(fù)板平行安裝是爆炸焊接生產(chǎn)慣用的方法,在這種安裝方法下,炸藥的爆速vd=vc,根據(jù)復(fù)板碰撞基板速度簡圖(見圖1)可知[8]:
(3)

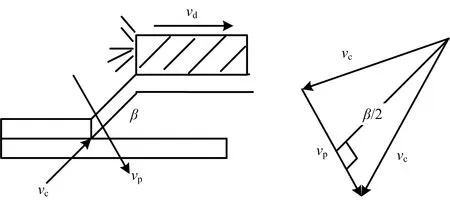
圖1 復(fù)板碰撞Fig.1 Collide of clad plate
爆炸焊接一維平板運動近似解析關(guān)系方程式針對基復(fù)板平行安裝,使用硝銨類炸藥這一情況建立起來的經(jīng)驗公式[9]:
(4)
式中:R為單位面積上的炸藥質(zhì)量和復(fù)板質(zhì)量之比,即裝藥質(zhì)量比。把vp=683.1 m/s;炸藥爆速vd=2 300 m/s帶入式(4),可以求出本次試驗的裝藥質(zhì)量比R=1.475。
本次試驗采用的復(fù)層板厚h1=4 mm,密度ρ1=7.9 g/cm3,使用的混配炸藥密度ρ2=1.25 g/cm3。
由公式R=ρ2h2/ρ1h1可求出裝藥厚度約為h2=37.28 mm。
通過以上計算,并經(jīng)優(yōu)化,采用的靜態(tài)參數(shù)為:炸藥爆速vd=2 300 m/s;裝藥厚度h2=36~38 mm;基復(fù)板間距S=8 mm,使用優(yōu)化后的參數(shù),采用角起爆的方式對試驗板進行了爆炸焊接,爆炸焊接前后的復(fù)合板狀態(tài)如圖 2~圖3所示。對爆炸焊接后的試驗板進行了UT探傷,未發(fā)現(xiàn)未復(fù)合缺陷存在。

圖2 爆炸焊接前Fig.2 Before explosive welding

圖3 爆炸焊接后Fig.3 After explosive welding
1.4 熱處理參數(shù)選擇
爆炸焊接金屬復(fù)合材料熱處理工藝參數(shù)的制定必須充分考慮兩種不同材料的理化性能,高溫下相互作用的特性,以及復(fù)層材料可能發(fā)生敏化的溫度區(qū)間。只有綜合考慮了以上因素后,才能制定出合理的且具有針對性的熱處理參數(shù)。
本試驗基板為SA738Gr.B,交火熱處理狀態(tài)為淬火加回火,其中回火溫度為620 ℃;復(fù)板SA240 304L交火狀態(tài)為固溶。針對基板SA738Gr.B,文獻[2]進行了熱處理工藝研究,并得出了核電站用SA738Gr.B鋼板的最佳熱處理工藝方案,可使鋼板的強度韌性達到最佳匹配。文獻[10]針對壓力容器用大厚度爆炸焊接金屬復(fù)合板生產(chǎn)工藝進行了研究,其中對復(fù)合板的熱處理工藝進行了詳細的分析論證試驗,得出了大厚度爆炸焊接金屬復(fù)合板的最佳熱處理工藝參數(shù),并成功地運用于工業(yè)化生產(chǎn)中。
在總結(jié)試驗的基礎(chǔ)上,參考上述已發(fā)表的相關(guān)技術(shù)資料和研究成果,考慮到復(fù)板SA 240 304L的敏化溫度范圍,決定采用熱處理狀態(tài)為正火加回火。正火溫度選擇為(920±10) ℃,保溫時間1.8 min/mm(100 min),出爐水霧冷至室溫;回火溫度為(620±10) ℃,保溫時間為2.6 min/mm(145 min),出爐空冷至室溫。制定的熱處理工藝參數(shù)如圖4~圖5所示。
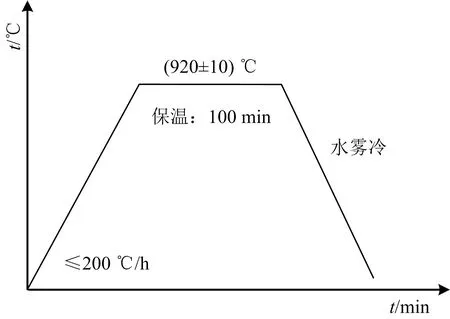
圖4 正火曲線Fig.4 Normalizing curve
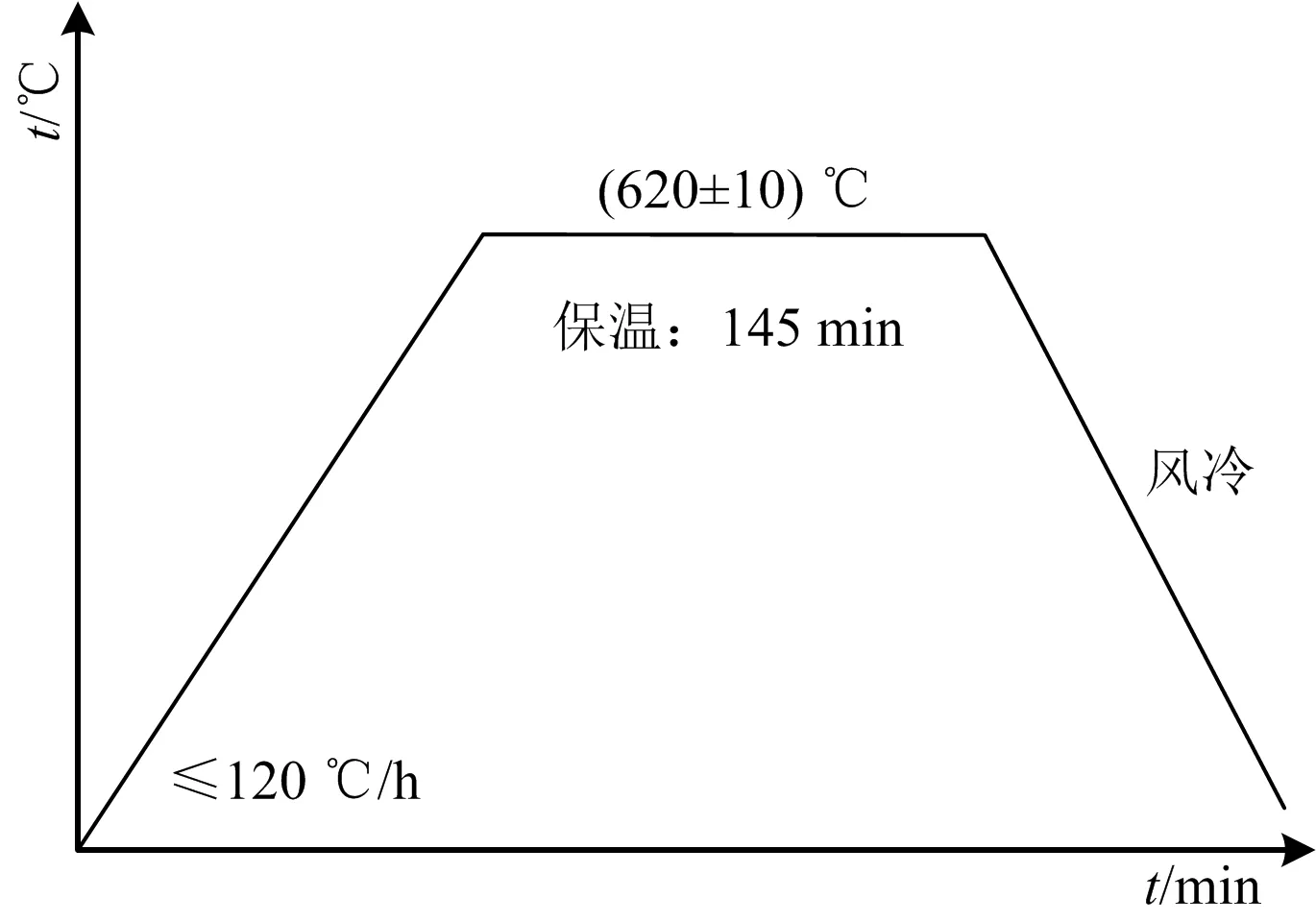
圖5 回火曲線Fig.5 Tempering curve
2 性能檢測與分析
2.1 性能檢測
對經(jīng)過正火加回火熱處理后的SA738Gr.B復(fù)合鋼板取樣進行力學(xué)性能和晶間腐蝕(E法)試驗,取樣位置位于端部1/4處。試驗結(jié)果表明,復(fù)板SA240 304L晶間無敏化現(xiàn)象發(fā)生,彎曲面無裂紋出現(xiàn);力學(xué)性能滿足NB/T 47002.1以及ASME SA 264標準的規(guī)定,特別是復(fù)合板的界面剪切強度已經(jīng)達到386 MPa,大大高于NB/T 47002.1規(guī)定的210 MPa和ASME SA 264標準規(guī)定的140 MPa。SA738Gr.B復(fù)合鋼板的力學(xué)性能檢測結(jié)果如表5所示,晶間腐蝕式樣結(jié)果如表6所示。

表5 SA738Gr.B 復(fù)合鋼板的力學(xué)性能檢測結(jié)果
2.2 結(jié)果分析
本試驗所采用的爆炸焊接基層材料為核電站用鋼板,復(fù)層材料為SA240 304L奧氏體不銹鋼板,在爆炸焊接炸藥選擇、安裝參數(shù)選用,以及在爆炸焊接后的熱處理工藝制定過程中,既要考慮核電用SA738Gr.B鋼板爆炸焊接前后的理化質(zhì)量穩(wěn)定性,又要兼顧復(fù)層不銹鋼板SA 240 304L的耐晶間腐蝕問題。因此,制定正確合理的爆炸焊接工藝參數(shù),特別是熱處理工藝參數(shù),對滿足核電設(shè)備用SA738Gr.B復(fù)合鋼板所要求的各項性能指標具有至關(guān)重要的作用。本試驗通過理論分析與試驗驗證,最終采用的爆炸焊接參數(shù)為:炸藥爆速vd=2 300 m/s;裝藥高度h=36~38 mm;基復(fù)板間距S=8 mm;選用的熱處理工藝參數(shù)為:正火溫度(920±10) ℃,保溫時間1.8 min/mm(100 min),出爐水霧冷卻;回火溫度為(620±10) ℃,保溫時間為2.6 min/mm(145 min),出爐空冷。用上述參數(shù)爆炸焊接的核電設(shè)備用SA738Gr.B復(fù)合鋼板,取樣進行了晶間腐蝕和力學(xué)性能試驗,結(jié)果表明復(fù)層奧氏體不銹鋼板SA240 304L(E法)晶間腐蝕試驗合格,力學(xué)性能完全符合NB/T 47002.1和ASME SA 264標準中的有關(guān)指標,完全可以滿足核電設(shè)備壓力容器對SA738Gr.B復(fù)合鋼板的設(shè)計技術(shù)要求。因此可以說,本試驗中爆炸焊接理論參數(shù)的計算和優(yōu)化,熱處理工藝和技術(shù)參數(shù)的選取等是合理的、正確的,是完全可以用于規(guī)模化工業(yè)生產(chǎn)的。
3 結(jié)論
1)通過爆炸焊接試驗可知,采用理論公式計算的爆炸焊接參數(shù),經(jīng)優(yōu)化修正后可以直接應(yīng)用于SA738Gr.B金屬復(fù)合板的工業(yè)化爆炸焊接生產(chǎn)中。
2)對于爆炸焊接SA738Gr.B金屬復(fù)合板的熱處理工藝,本文采用的正火溫度(920±10) ℃、回火溫度(620±10) ℃的熱處理技術(shù)參數(shù)是正確合理的。
3)本試驗所用的爆炸焊接計算公式和熱處理工藝參數(shù)也可以推廣應(yīng)用到其他核電設(shè)備用金屬材料如SA 533GrBCL2復(fù)合板的研發(fā)中。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52