薄基座注塑模設(shè)計與制造
2021-04-01 07:29:34楊鴻
模具技術(shù) 2021年1期
關(guān)鍵詞:結(jié)構(gòu)
楊 鴻
(廣東環(huán)境保護工程職業(yè)學(xué)院 機電工程系,廣東 佛山 528216)
0 引言
現(xiàn)代相機逐漸朝輕型化方向發(fā)展,相機內(nèi)部很多零部件都由金屬材質(zhì)改為塑料材質(zhì),而塑料部件的質(zhì)量的好壞及產(chǎn)品尺寸精度直接影響到相機產(chǎn)品的功能。對相機所使用的塑料制品的基本要求為:尺寸精確、無翹曲變形、機械強度高等[1]。對基座零件的結(jié)構(gòu)進行工藝分析可知,零件最薄處只有0.3 mm,而且結(jié)構(gòu)復(fù)雜,有多處細小凸臺,中部鏤空。對制造過程中的翹曲變形及零件的機械強度應(yīng)有充分考慮。本文介紹某款相機基座的注塑模設(shè)計及加工過程,采用該模具完成了產(chǎn)品批量生產(chǎn)任務(wù)。
1 塑件結(jié)構(gòu)工藝分析
基座產(chǎn)品是某款相機內(nèi)部重要的結(jié)構(gòu)部件,尺寸精度要求高,需具有一定的強度及剛度以滿足結(jié)構(gòu)受力要求。該產(chǎn)品材料選用EnCom公司的GF30 PC(聚碳酸酯加30%(質(zhì)量分數(shù))玻璃纖維增強材料),這種材料具有尺寸穩(wěn)定、高剛性、高抗沖擊性、耐高溫、加工性能好,適用于薄壁零件注塑。材料的物性及注塑工藝推薦參數(shù)見表1。
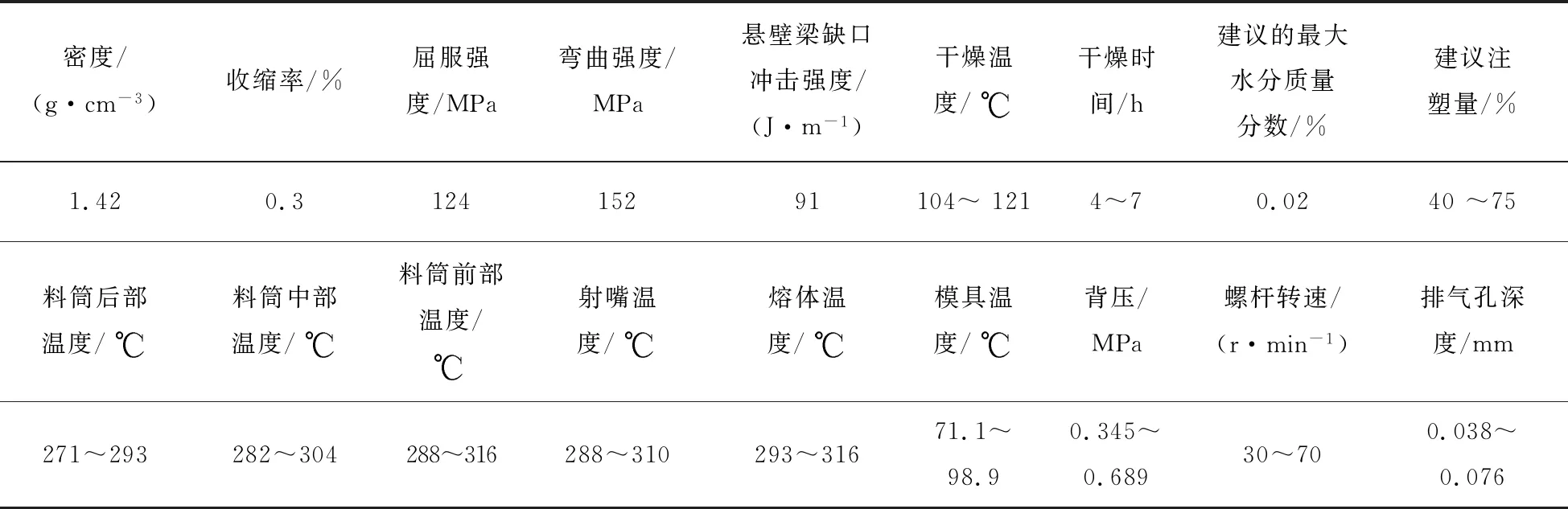
表1 GF30 PC的物性及注塑工藝參數(shù)
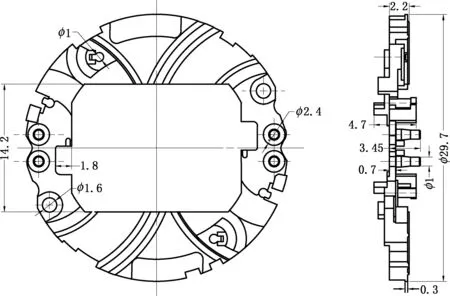
圖1 產(chǎn)品二維工程圖(單位mm)
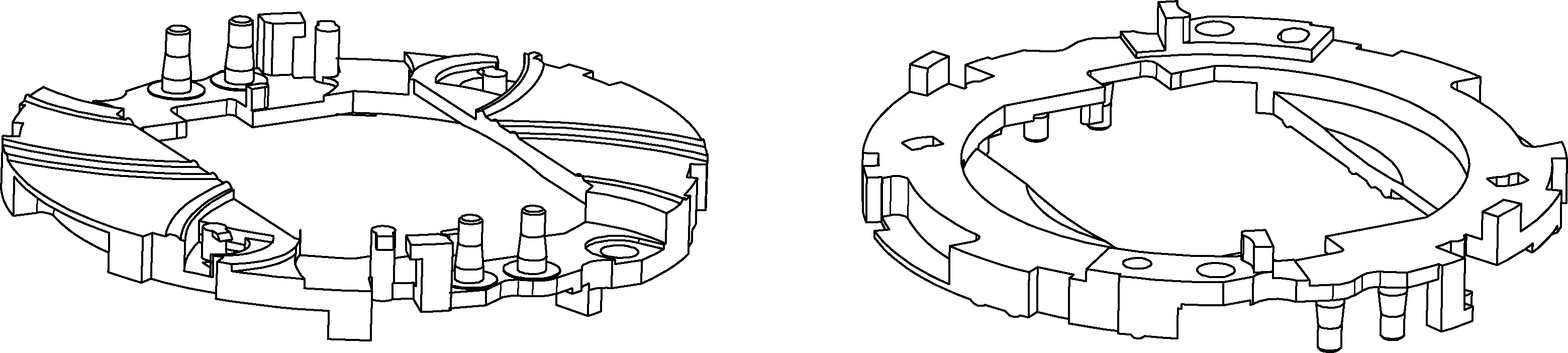
圖2 產(chǎn)品三維示意圖
2 塑件CAE模擬分析
注塑成型過程是決定注塑制品質(zhì)量的重要因素,塑料熔體在模具中的流動行為是關(guān)鍵[2],因此對充模過程進行有效分析是非常重要的。利用Moldflow軟件對塑件的充填、壓力、溫度等各因素進行預(yù)分析,從而為后續(xù)模具設(shè)計提供有效支撐。

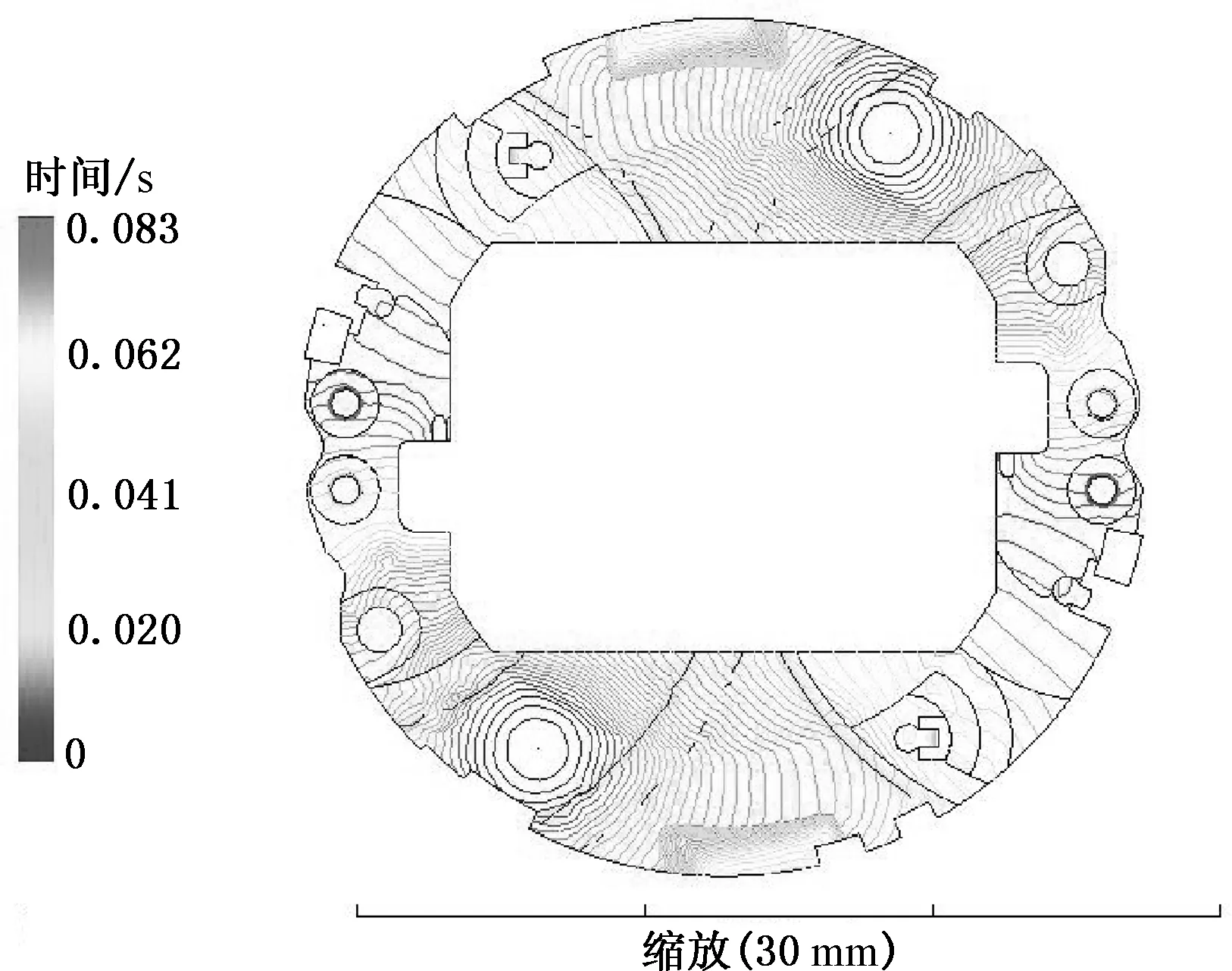
圖3 充填時間(0.083 s)
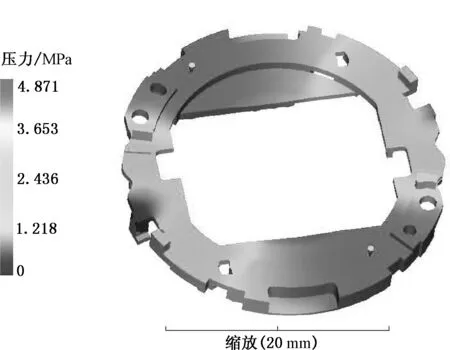
圖4 速度/壓力切換時的壓力(4.871 MPa)
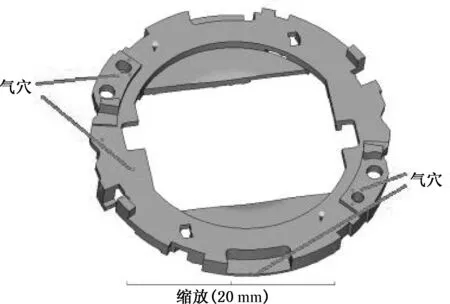
圖5 氣穴
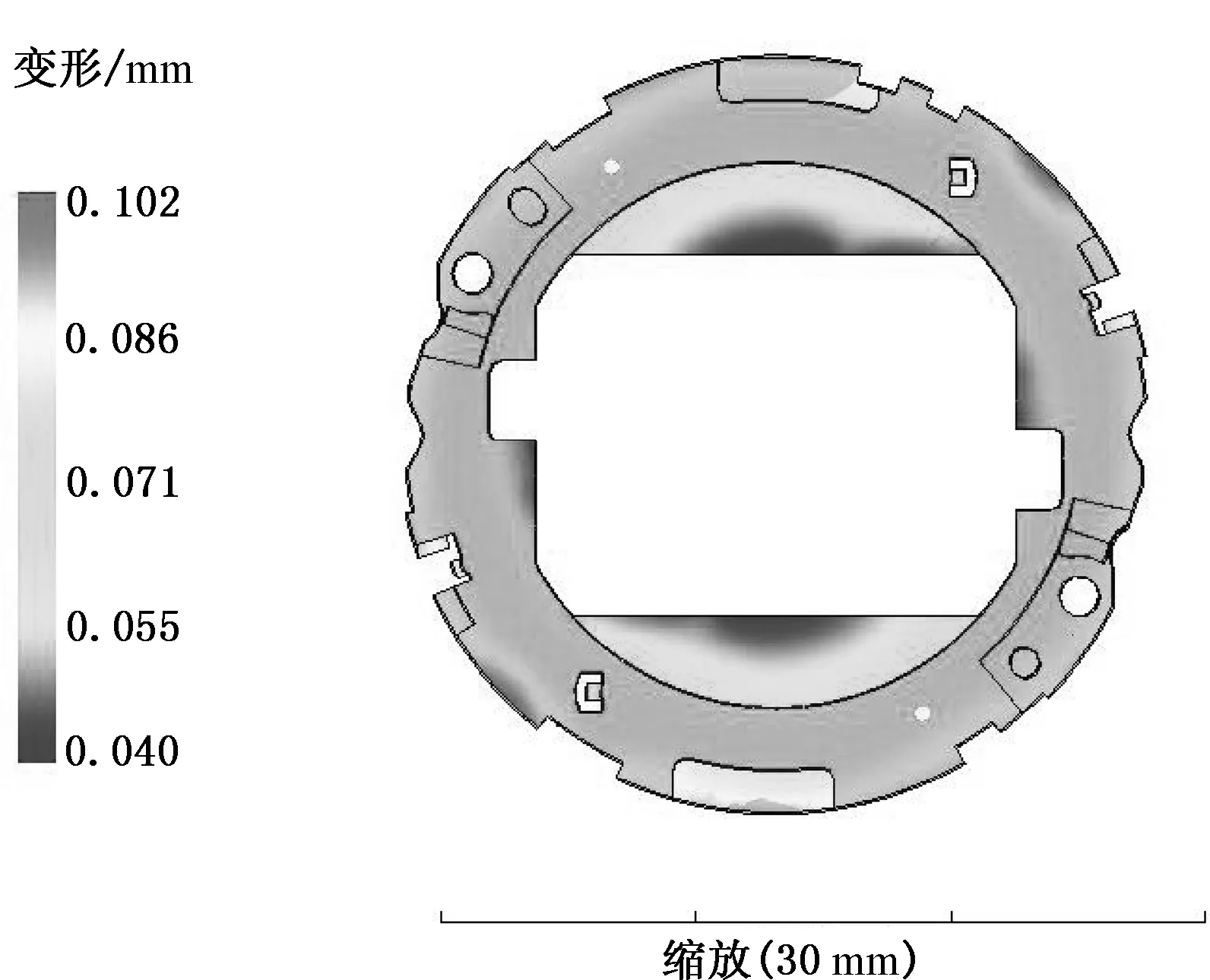
圖6 所有效應(yīng)變形(比例因子為1.000)
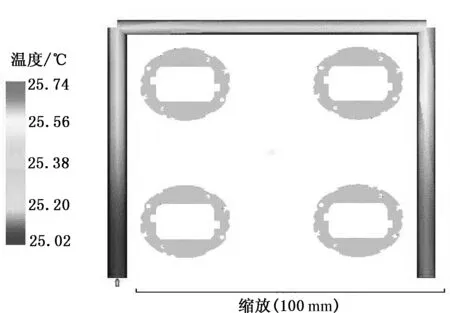
圖7 回路冷卻液溫度(25.74 ℃)
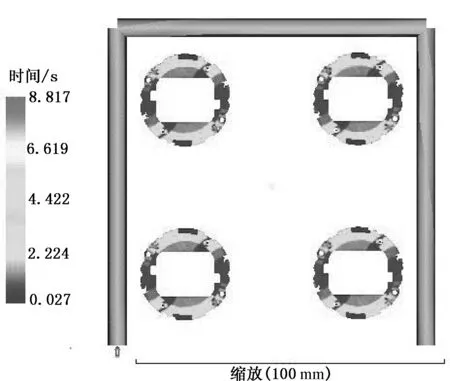
圖8 零件達到頂出溫度的時間(8.817 s)
從上述模流分析結(jié)果可知:采用兩點進澆方案可滿足產(chǎn)品注塑生產(chǎn)要求。
3 模具結(jié)構(gòu)設(shè)計
3.1 澆注系統(tǒng)設(shè)計
基座塑件是相機內(nèi)的承力構(gòu)件,要求邊緣光順、表面光滑。因側(cè)壁邊緣需要與其他零件的部位進行裝配,所以不允許側(cè)壁留有澆口痕跡,不能采用側(cè)邊進膠或者潛伏式進膠方式。依據(jù)塑件要求,選擇點澆口進膠方式[3],去除澆口以后,塑件上留下的痕跡不明顯,不影響塑件表面的美觀,而且點澆口可自動拉斷,利于后續(xù)注塑生產(chǎn)過程的自動化操作。從批量和成本方面考量,模具采用一模四腔三板模結(jié)構(gòu),采用H型平衡產(chǎn)品布局排列結(jié)構(gòu),如圖9所示。
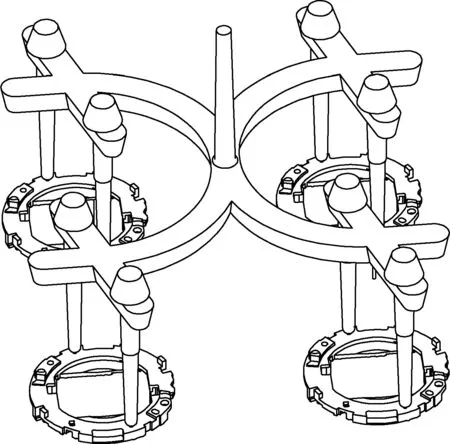
圖9 模具澆注系統(tǒng)
3.2 分型面設(shè)計
基座零件分型面選擇會影響到后續(xù)產(chǎn)品的脫模效果。原則上,需選擇零件的最大投影面處作為分型面,但分模后塑件結(jié)構(gòu)復(fù)雜的部分在動模側(cè),結(jié)構(gòu)稍微簡單的部分在定模側(cè),分型面設(shè)計如圖10所示。

圖10 產(chǎn)品分型面
3.3 冷卻系統(tǒng)設(shè)計

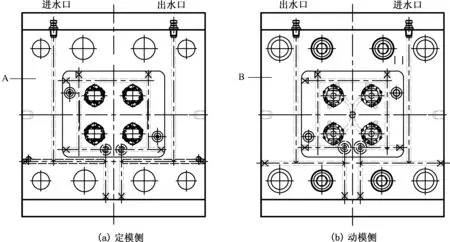
圖11 模具冷卻系統(tǒng)
3.4 頂出系統(tǒng)設(shè)計
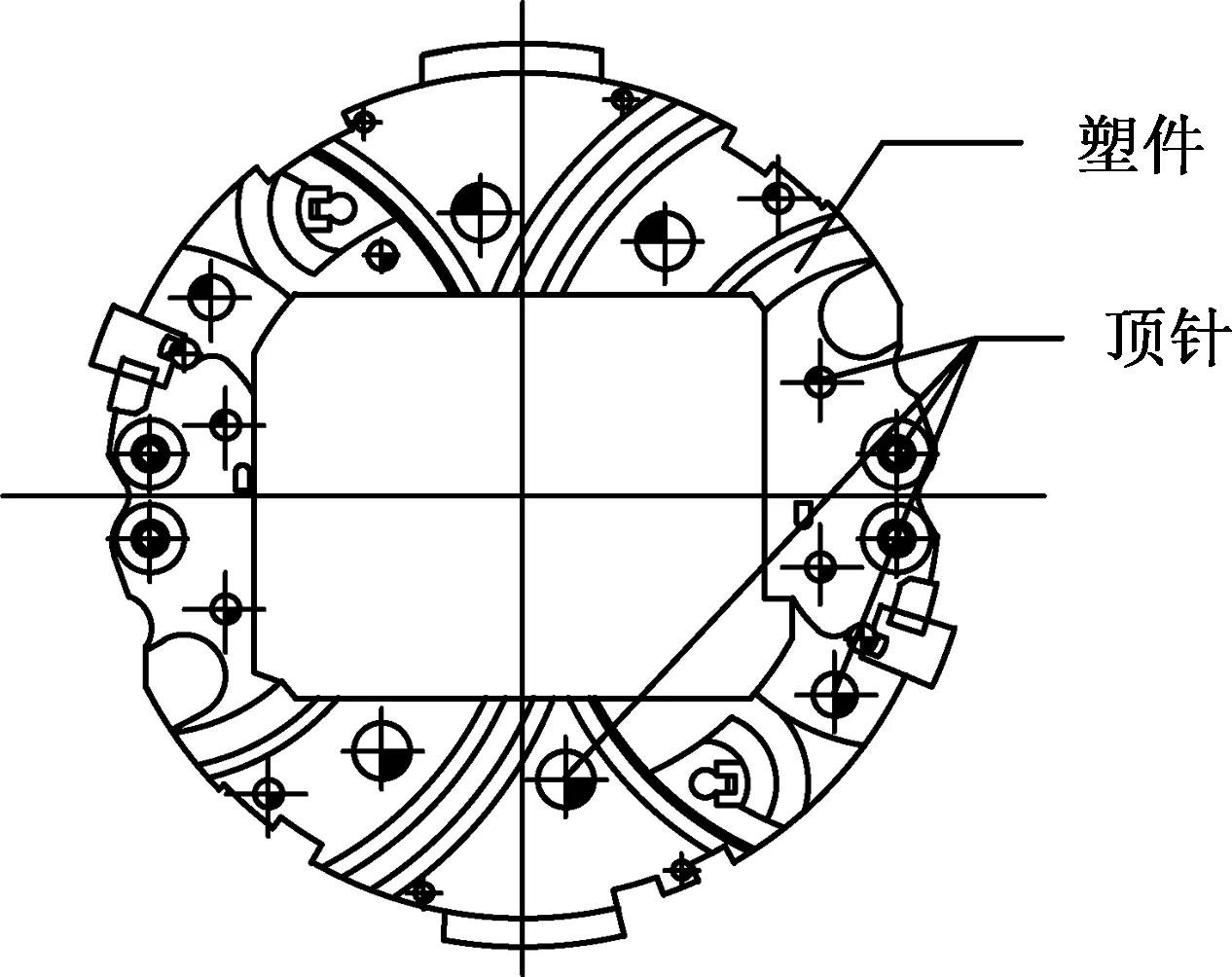
圖12 單塑件頂針分布圖
4 模具結(jié)構(gòu)及其工作過程
圖13所示為基座模具裝配圖。
4.1 模具結(jié)構(gòu)
如圖13所示基座模具結(jié)構(gòu)。定模部分:定模鑲件(1~6)與點水口套33安裝在A板鑲件9上,把點水口加長套36固定在A板8上,然后把A板鑲件9與A板8用螺釘固定;拉釘套41固定在水口推板3上,然后,水口推板3與A板8依序通過定模面板2的導(dǎo)柱裝配好;從定模面板2頂面依序裝配澆口套4、活動彈出組件7、拉釘43、拉釘墊片42后,把定位環(huán)5用螺釘固定在定模面板2上;小拉桿28通過A板8的過孔與階梯螺釘44聯(lián)接。動模部分:B板鑲件16通過螺釘固定B板11上;限位柱22固定在B板11上;頂針18、復(fù)位桿27通過面針板21對應(yīng)孔裝配至B板11,用螺釘把底針板20與面針板21固定;再依序把墊鐵13、支撐柱29、動模面板14通過螺釘固定在B板11上。合模后,把鎖緊機構(gòu)10分別固定在A板8和B板11上。
4.2 模具工作過程
圖13中,模具動作及工作過程如下:注射完成后,完成保壓、冷卻后,模具開模,在彈簧1的作用下,首先從Ⅰ處分模,同時拉釘43把分流道凝料拉住,點澆口與塑件分離;分模繼續(xù)運動,直至A板8碰到小拉桿28,因鎖緊機構(gòu)10鎖緊定模和動模部分,所以小拉桿28通過階梯螺釘44帶動水口推板3從Ⅱ處分模,從拉釘43脫離冷流道凝料,同時,在活動彈出組件7作用下,把冷流道凝料彈落,達到自動分離流道廢料的目的;后模繼續(xù)運動把鎖緊機構(gòu)10拉開,此時從Ⅲ處分模,打開分型面,塑件因型芯結(jié)構(gòu)部分復(fù)雜而保留在動模側(cè);當(dāng)后模停止運動后,注塑機頂桿推動底針板20,帶動頂針頂出塑件,至此,整個開模動作完成。隨后合模注塑,開始下一個循環(huán)過程。
4.3 模具主要部件加工
圖13中,A、B板鑲件是模具主要零部件,由于大批量生產(chǎn)原因,材料選用不銹鋼SUS440, 真空淬火HRC 58~61。由上述模流分析可知,為避免困氣,所以在A板鑲件結(jié)構(gòu)設(shè)計過程中,特意分割了多個定模鑲件來保證型腔排氣順暢,定模鑲件組件最終裝配位置排列如圖14所示。由圖14可知:A板鑲件上與定模鑲件組件相對應(yīng)的配合異形孔采用線切割的方式加工。由圖2的產(chǎn)品可知,產(chǎn)品對應(yīng)腔體部分的尺寸比較小而且結(jié)構(gòu)復(fù)雜,如果使用數(shù)控機床費時費力,所以選用電火花加工方式來提高效率及保證腔體加工的一致性[4]。運用UG三維建模軟件的電極模塊設(shè)計電火花加工所使用的電極頭,型腔及型芯電極頭的三維造型如圖15所示。
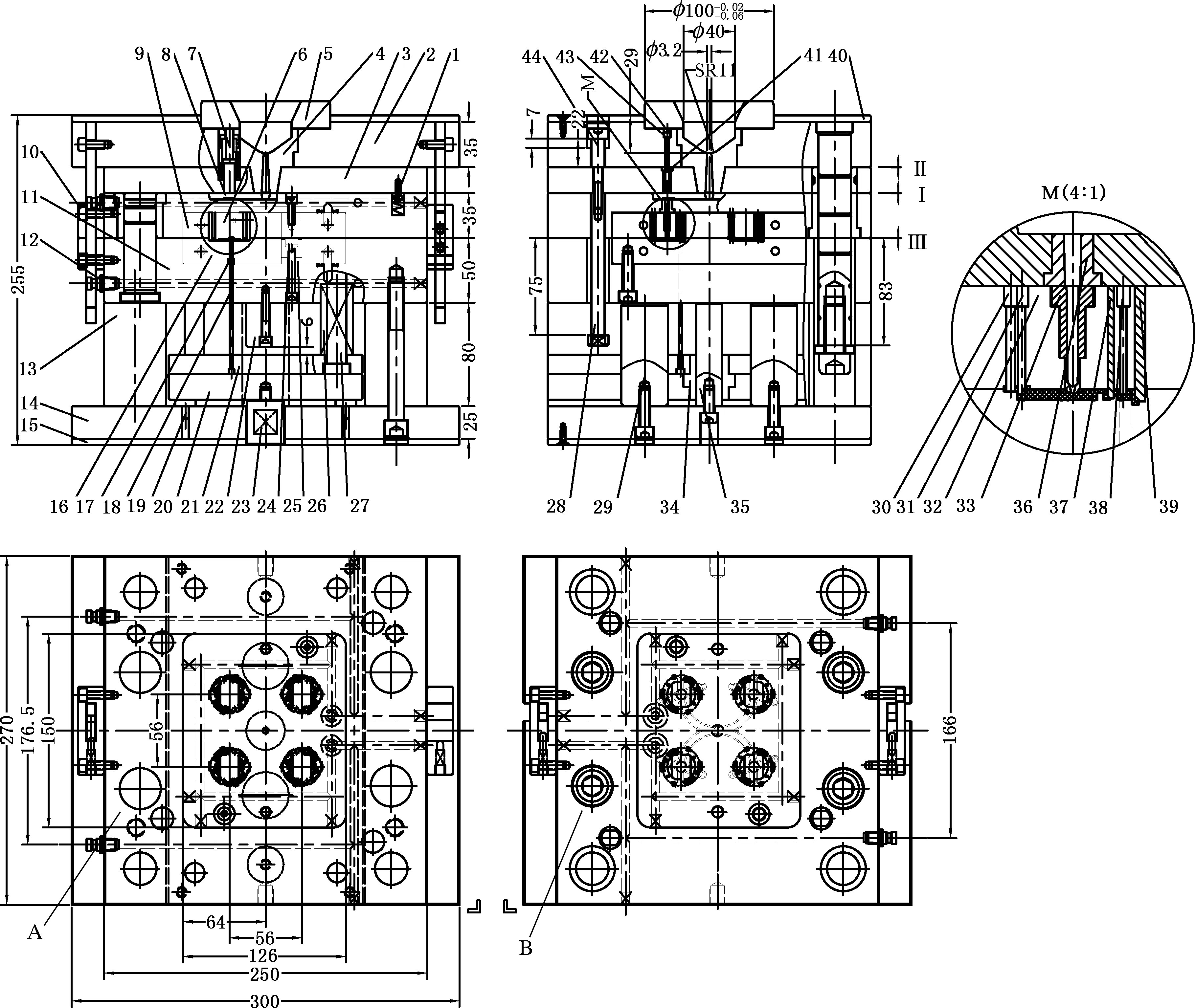
1- 彈簧;2-定模面板;3-水口推板;4-澆口套;5-定位環(huán);6-定模芯組件;7-活動彈出組件;8-A板;9-A板鑲件;10-鎖緊機構(gòu);11-B板;12-快速接頭;13-墊鐵;14-動模面板;15-動模隔熱板;16-B板鑲件;17-頂針套;18-頂針19-垃圾釘;20-底針板;21-面針板;22-限位柱;23-頂柱;24-圓錐柱;25-墊片;26-復(fù)位彈簧;27-復(fù)位桿;28-小拉桿;29-支撐柱;30-定模鑲件1;31-定模鑲件2;32-定模鑲件3;33-點水口套;34-推板導(dǎo)套;35-推板導(dǎo)柱;36-點水口加長套;37-定模鑲件4; 38-定模鑲件5;39-定模鑲件6;40-定模隔熱板;41-拉釘套;42-拉釘墊片;43-拉釘;44-階梯螺釘;45-銷釘;Ⅰ、Ⅱ、Ⅲ為分模處圖13 基座模具裝配圖
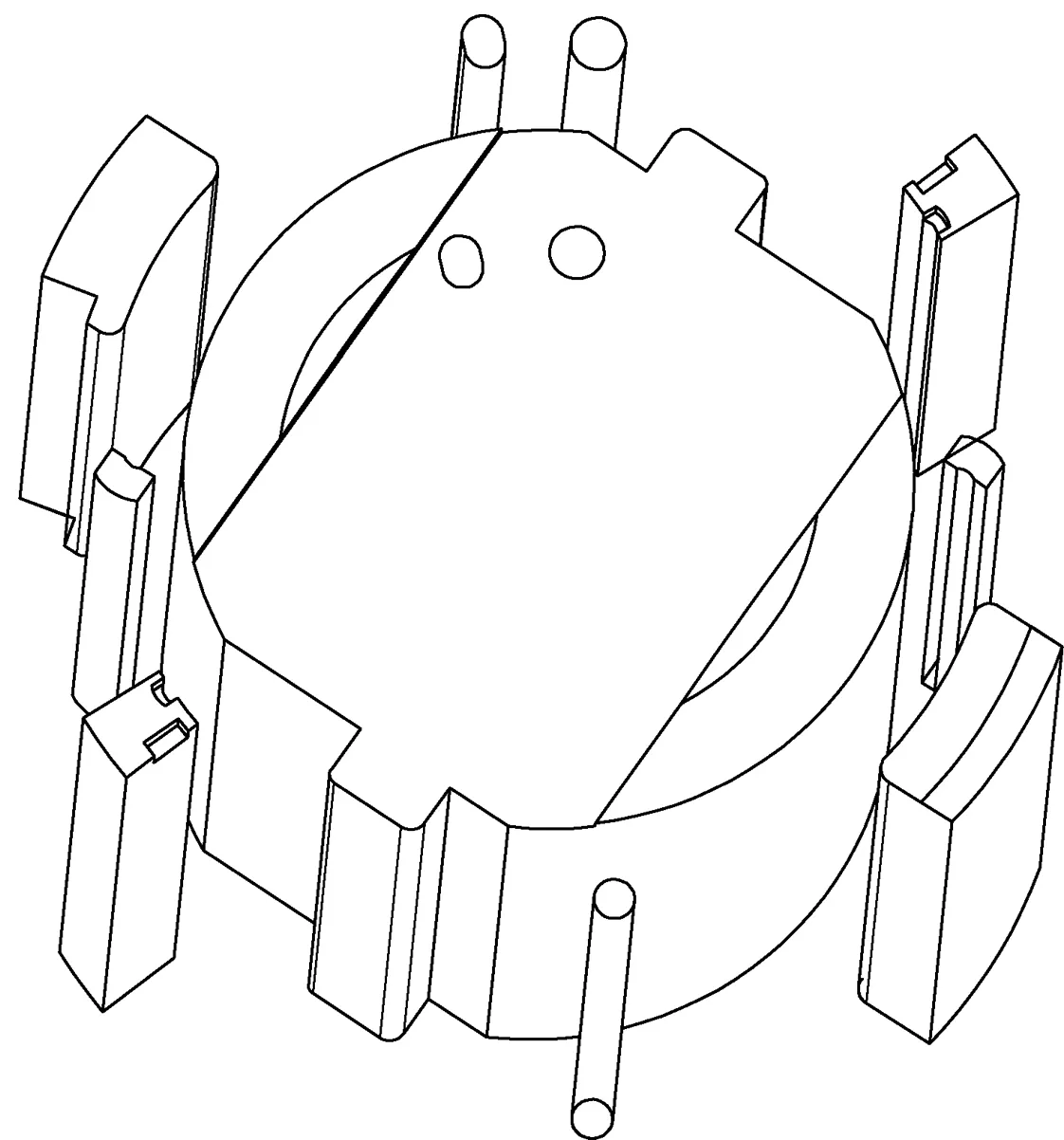
圖14 定模鑲件組件裝配排列
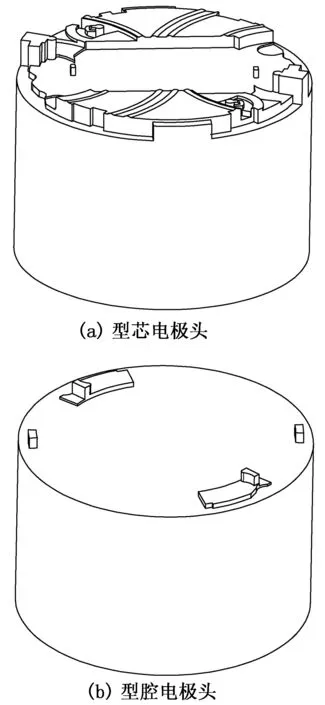
圖15 電極頭三維圖
5 結(jié)論
通過對塑件的結(jié)構(gòu)工藝分析,形成了塑件注塑模具結(jié)構(gòu)設(shè)計方案。再對塑件進行模流分析,了解塑件成型可能出現(xiàn)的缺陷。針對這些缺陷,對模具結(jié)構(gòu)進行優(yōu)化設(shè)計,避免產(chǎn)生產(chǎn)品注塑缺陷。同時,分析及選擇模具主要零部件的合理加工方式。整個設(shè)計流程可以為相似結(jié)構(gòu)受力塑件模具的設(shè)計提供借鑒。模具完成后,注塑生產(chǎn)獲得合格的產(chǎn)品,后續(xù)也可考慮在此基礎(chǔ)上把冷流道結(jié)構(gòu)改成熱流道結(jié)構(gòu)。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
