一種提升AutoForm分析效率的方法
2021-04-01 06:47:12武方方沈左軍
模具技術 2021年1期
武方方,沈左軍
(奇瑞汽車股份有限公司 制造工程院,安徽 蕪湖 241009)
0 引言
汽車行業競爭日趨激烈,各主機廠為了縮短新項目的開發周期同步工程,其中分析的準確度和速度在一定程度上影響著整個項目的開發周期,因此如何在保證CAE仿真模擬質量的前提下提高分析效率,是值得思索的問題。
同步工程是指在產品設計的過程中同步分析工藝可行性。在產品的整體開發過程中,造型、性能、內飾、外飾等是關聯體,相互影響,產品結構處于不斷變化中,工藝可行性分析的輪次增加。另外為了避免后期設計變更,減小調試難度,對分析精度的要求越來越高。在這種情況下要想提高CAE仿真分析的效率,只能通過簡化操作步驟,減少工藝調整次數來實現。
1 AutoForm軟件分析效率提升的思路
根據AutoForm軟件的運用經驗,確定了兩大優化方向,如圖1所示。第一個方向,設置模板文件。針對不同零件的常規設置和特殊設置,均體現在對應的模板文件里,開展分析工作時直接調用模板。第二個方向,模面生成快速化,可通過模面控制線數據庫來實現的。
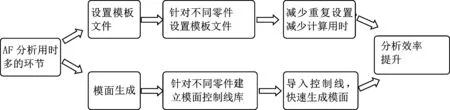
圖1 AutoForm分析效率提升優化思路
2 AutoForm軟件分析效率提升詳細說明
2.1 設置模板文件
針對不同零件制作各自的模板文件,如圖2所示。每個模板文件引用3個模塊的標準文件,如圖3所示,分別是設計模塊、控制參數模塊和后處理模塊。可以在軟件自帶的標準模塊模板里根據使用者所在公司標準修改模板數值,從而得到適合自己公司的模板文件。在3個模塊的模板文件里可定義的參數有以下幾點:
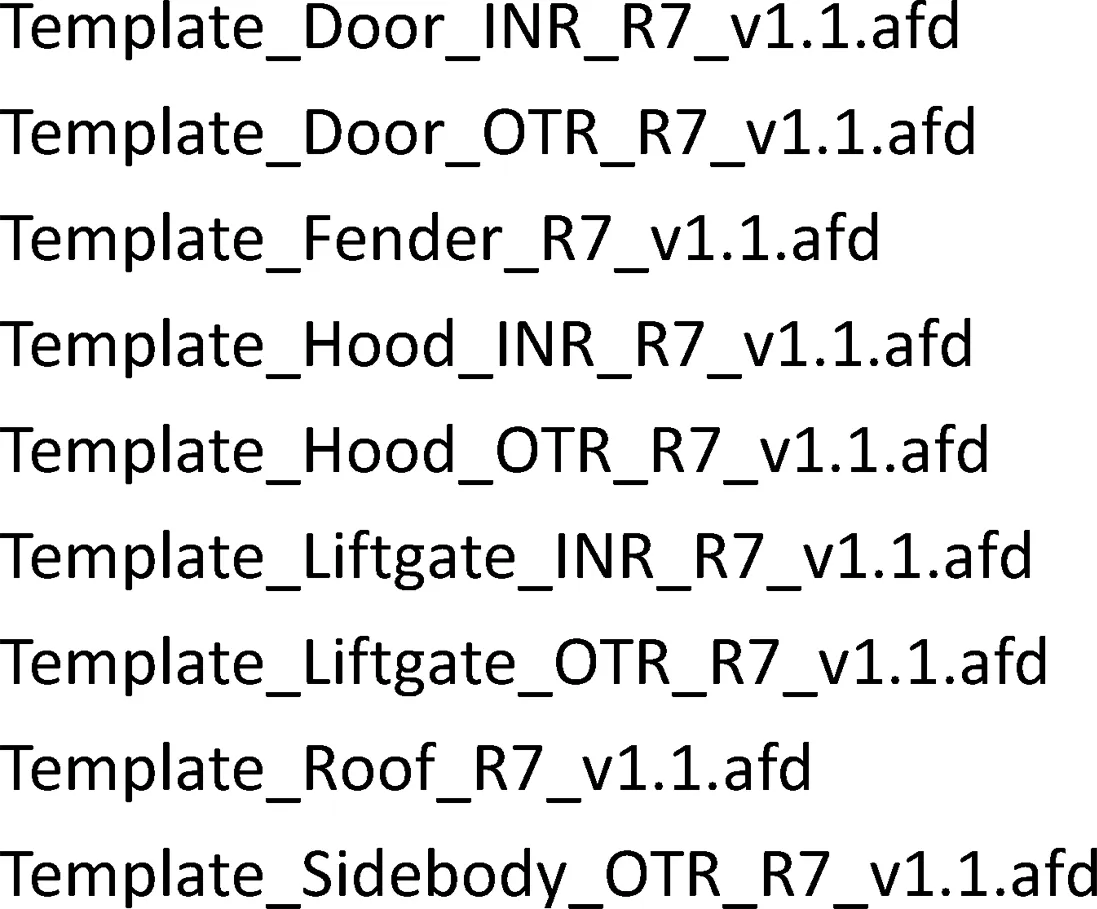
圖2 不同零件的模板文件
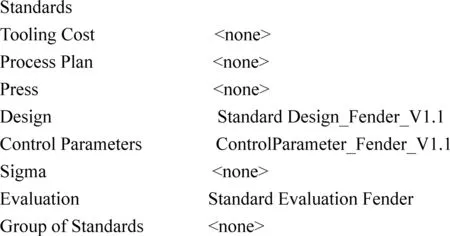
圖3 模塊標準文件
1) 網格尺寸:軟件默認網格尺寸是AutoForm公司的推薦值,各公司可根據各自的生產條件,綜合考慮穩定性,結合本公司經驗,在模板里定義適合自己公司的網格尺寸。
2) 工具體剛度(tool stiffness):軟件默認值是50 MPa/mm,而對于側圍、頂蓋等大型模具,其工具體剛度是10 MPa/mm;對應翼子板、側門、后蓋等中型模具,其工具體剛度是30 MPa/mm。可以在各個零件模板文件里設置對應的剛度值。
3) 壓邊力類型(force/pressure):軟件默認類型是初始壓強(initial press),而實際分析過程中給定了壓邊力,因此在模板里修改默認類型為初始力,并且可以設置參考壓邊力。
4) 后處理設置(settings):指分析結果顯示的模板化,主要有FLD、變薄率、最大失穩等。以變薄率為例,軟件默認范圍為-0.30~0.10,而實際分析需要滿足拉延充分性(變薄率大于0.04),同時需要滿足拉延不開裂(變薄率小于0.20)。在未使用模板的情況下,需要通過5個步驟才能得到結果,而通過在模板中定義需要的區間,不同的區間顯示不同的顏色(圖4),只需要1個步驟即可得到上述兩種不同需求的結果。在整個分析過程中,查看結果的頻率較高,此方法不但可以提高效率,也避免反復操作影響工作者的心情。通過案例對比,以上4個步驟可節約10 min。
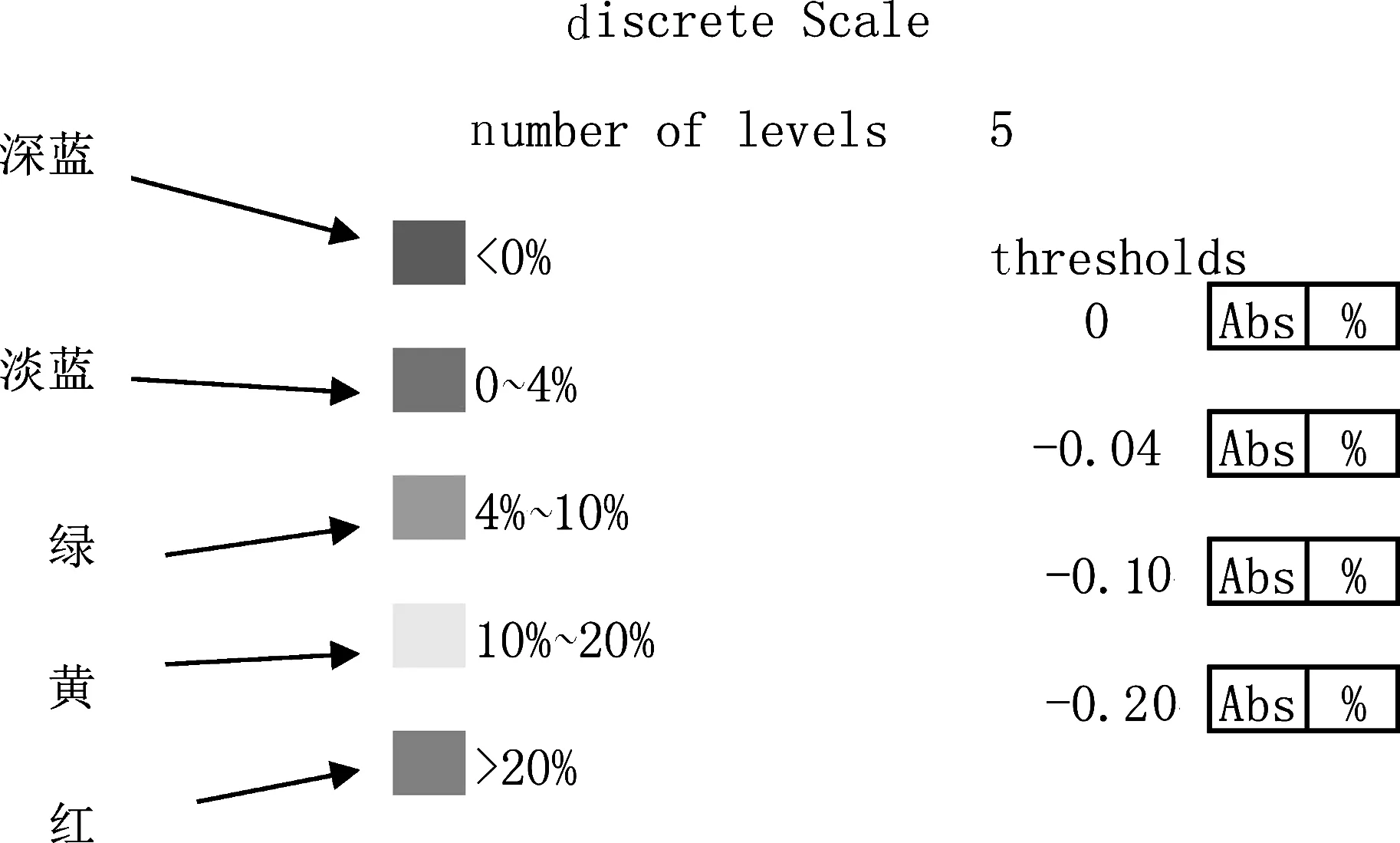
圖4 后處理參數設置示例
5) 輸出結果步距(output):如表1所示,軟件在計算過程中會提取設置步距的計算結果,默認輸出計算結果步距為Each Time Step,即壓機每運行2 mm,輸出1個計算結果。分析文件大,占內存大,且計算時間長,而在查看常規分析結果時,主要是查看拉延到底前5 mm以內以及拉延初始和拉延過程中的變化情況,因此在模板里針對不同零件可以制定需要的輸出步距,如表1和2所示。這可以將分析文件的大小減小為原來的45%,縮短分析時間5 min。
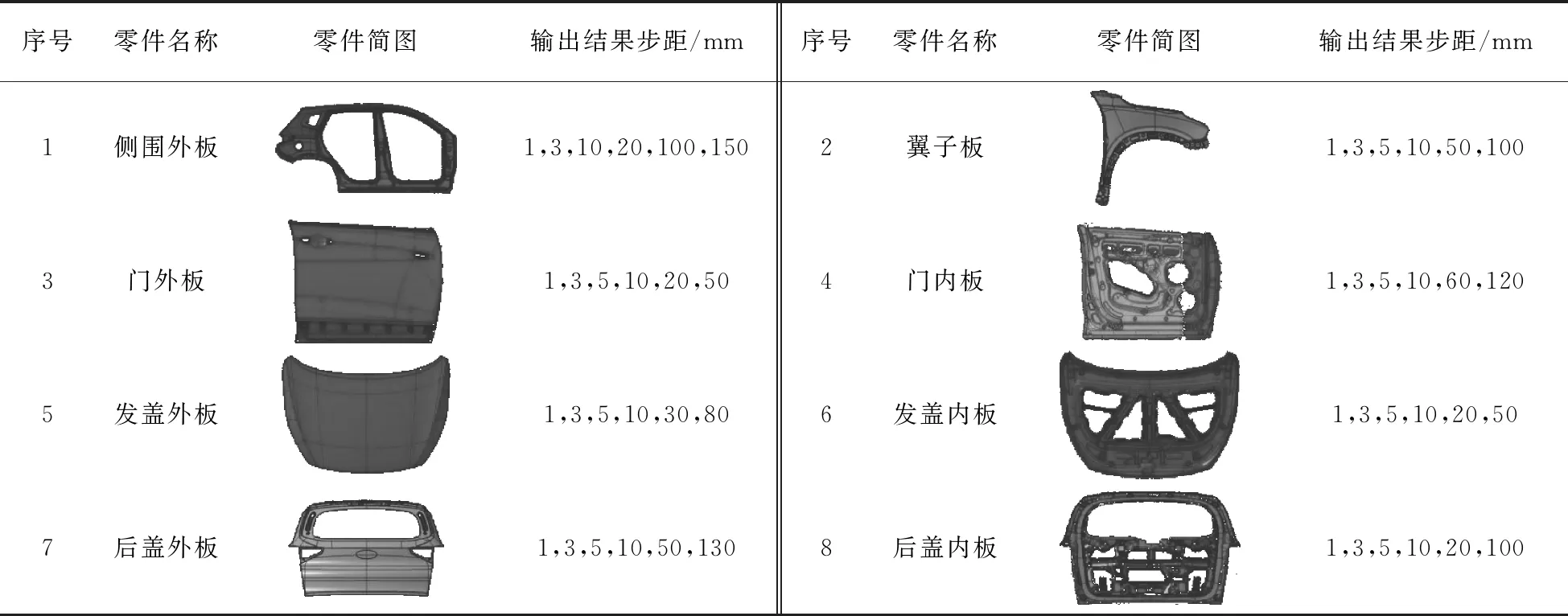
表1 不同零件輸出結果步距
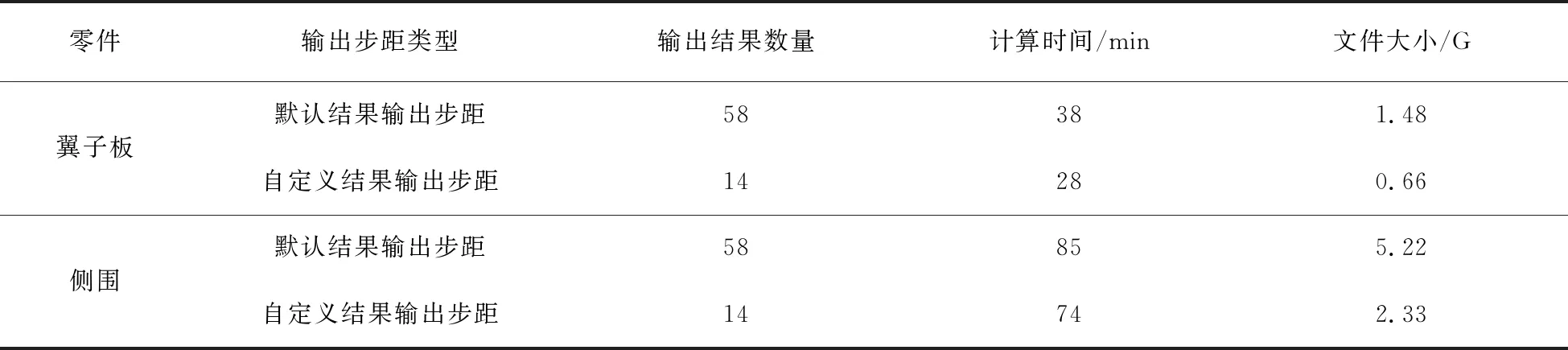
表2 自定義結果輸出步距與默認結果輸出步距對比
2.2 模面生成快速化
在運用AutoForm軟件分析過程中,模面的制作占時較長,而且首輪分析需要調整2~3輪才能得到較為滿意的模面。模面是由多個控制線生成的,為了達到模面快速生成的目標, 針對每個零件制作了控制線數據庫,分析新零件時直接導入所需的控制線。控制線的基本形狀是不變的,具體數值可以根據需要再調整。控制線主要選擇在材料利用率控制點處和典型模面處(圖5)。控制線數據庫含有一定的工藝信息(圖6),定義了工藝補充區域R角和拔模角,并能快速導入,可有效提高制作模面的效率。通過驗證,使用控制線數據庫可以減少1輪模面調試,所以效率可提升20%。
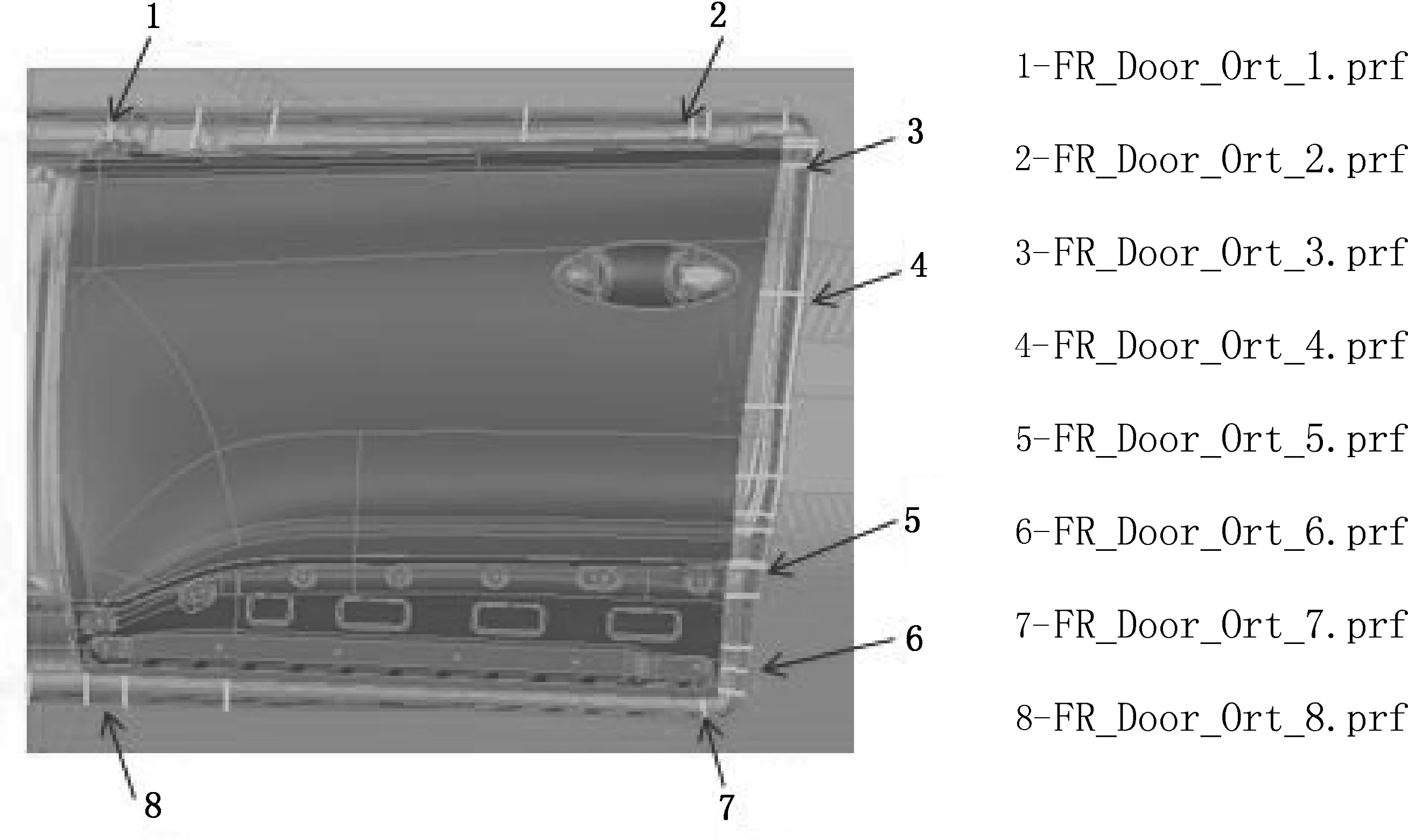
圖5 模面控制線數據庫示意圖
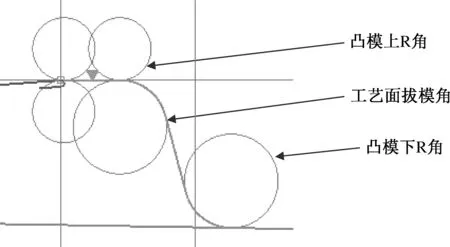
圖6 模面控制線數據庫示意圖
2.3 方法驗證
為了驗證上述思路的有效性,分別以翼子板和側圍拉延工序為例進行分析。使用模板文件和模面數據庫,模面建立效率可提升20%;其他設置、計算、及結果查看等步驟,可節約時間約15 min。同時分析文件大小可減小為原來的45%左右。
3 結論
通過AutoForm軟件的運用和總結,歸納出兩條提升分析效率的途徑。(1)制作設置模板文件,模板文件里包含自定義網格尺寸、工具體剛度、壓邊力類型,以及后處理的設置和自定義輸出結果步距。通過使用模板文件,可減少分析時間15 min,同時將分析文件大小減小為原來的45%左右。(2)針對每個零件制作模面控制線數據庫,模面控制線包含一定的工藝信息,有凸模R角和側壁拔模角的參考值,此參考值由經驗總結得到,可以提高20%的模面制作的效率。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
甘肅教育(2020年14期)2020-09-11 07:57:42
電子制作(2018年18期)2018-11-14 01:48:24
財經(2017年2期)2017-03-10 14:35:35
山東工業技術(2016年15期)2016-12-01 05:31:22
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
