ZJ17 卷接機SE 刀盤角度的校準工裝
2021-04-01 09:19:28李龍飛廈門煙草工業(yè)有限責任公司
環(huán)球市場 2021年7期
李龍飛 廈門煙草工業(yè)有限責任公司
ZJ17 卷接機的煙支切割系統(tǒng)主要組成是刀盤機構、磨刀裝置、喇叭嘴機構等。煙支切割系統(tǒng)的作用是將經卷制成形后作直線水平運動的煙條切割成規(guī)定長度的雙倍長度的煙體。
一、存在問題
(一)背景技術
煙支切割系統(tǒng)中刀盤角度如果調整不當,會導致切割點刀片水平速度與喇叭嘴、煙條速度不匹配,導致刀盤刀片磨損及損壞、喇叭嘴磨損的設備故障,引發(fā)煙體切口不平齊的煙支質量問題。如圖1 所示,刀盤角度β,是刀盤中心橫截面與煙條軸線O—O 的夾角。
(二)問題分析
目前的校準方式是先憑經驗所做標記粗調,再依據檢測的刀片偏移量的大小和方向,判斷下次返工調整時刀盤需要調整的幅度和方向。由于使用該方法調整刀盤角度缺少定量工具,成功率低,返工次數多,導致維修時間長。
二、解決方案
(一)原理分析
刀盤橫截面端面與煙條運行軸線0-0 形成一個夾角β,目的是使旋轉的刀盤刀片在切割煙條的過程中沿煙條運行軸線產生一個與煙條運行速度相等的水平分速度。在切割過程中,刀盤刀片相對于運行的煙條只有垂直的切割運動(見圖2)。
當刀片旋轉到煙條切割位置時,取圖1中刀片與煙條軸線相交點A 進行分析,此時刀片的速度Va可看作刀盤在該點的切線方向速度,大小為:

將A 點的速度進行分解,則可得到沿煙條軸線方向的水平分速度Vt為:

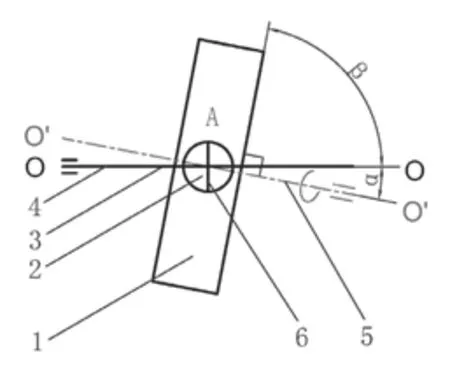
圖1 ZJ17卷接機煙支切割系統(tǒng)工作原理簡圖
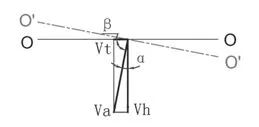
圖2 刀盤角度原理分析
煙條速度VL與刀盤轉速na之間應有如下關系:

式中:na—刀盤轉速(r/min);Da—刀盤A 點處的直徑,Da=360mm;L—煙支長度(mm)。
由前述的分析可知,刀片水平分速度Vt與煙條速度與VL相等:

將式(2-2)、(2-3)、代入式(2-4)得:

結論:ZJ17 卷接機組每個煙條長度規(guī)格對應一個明確的刀盤角度。
(二)選擇基準
工裝的安裝基準面需要與煙條運行方向平行或垂直。因此,小組選取了出廠設定作為微波檢測器的安裝調整基準的AA、BB兩個基準面(參看圖3)。
(三)測量儀器的選擇
根據需求,選用角度尺作為測量儀器。接著對刀盤刀片切割過程進行模擬計算:
刀片水平分速度和豎直分速度分別是:

刀盤刀片經過喇叭嘴的切割時間:
注:其中l(wèi) 為刀片經過喇叭嘴的切割長度,通過實際測量l=55mm。
因為喇叭嘴最大允許間隙為0.2mm,而刀片厚度為0.15mm,所以刀盤刀片經過喇叭嘴切割煙條過程由于刀片水平速度偏差ΔVt產生的行程偏差ΔL=ΔVt×t ≤ 0.05mm,由此求得最大誤差ΔL 下的最大允許角度偏差Δβ,此時的Δβ 即為測量精度。
代入ΔL=0.05mm,l=55mm:

因此,小組得出測量精度須達到0.05°(3’)以上。因此,工裝選用了市面上精度為0.05°的數顯角度尺作為測量儀器。
(四)實施方案
通過以上分析,我們得出了角度校準工裝如圖4 所示。在刀盤角度的校準過程中,首先,安裝工裝(10),角度尺的旋轉邊與遠離曲柄的刀盤端面(11)貼合;其次,松開刀盤傳動箱上的緊固螺釘(08),使用輔助工具轉動刀盤傳動箱(07);再次,觀察在校準工裝上的數顯角度尺所顯示的角度等于標準刀盤角度時,鎖緊傳動箱上的緊固螺釘,然后刀盤角度的校準調整完成。
三、結束語
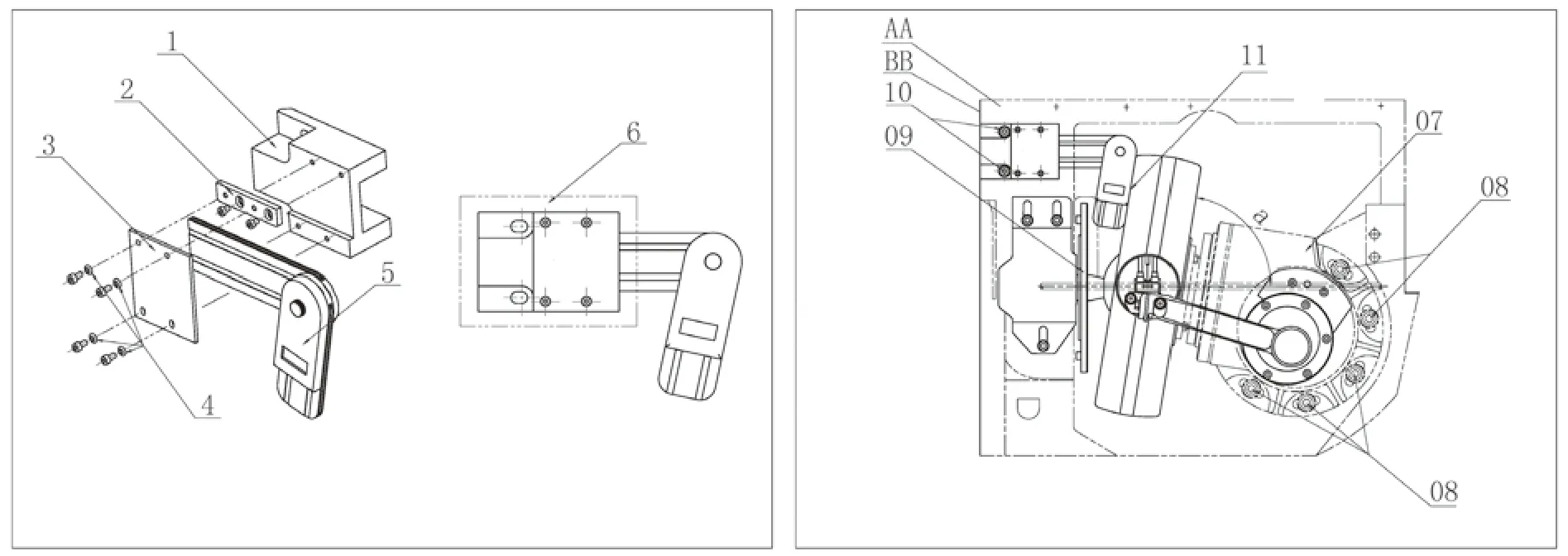
圖4 工裝結構圖和工裝使用示意圖
通過對刀盤工作原理的分析,本文中設計的工裝實現(xiàn)了刀盤角度定量調整,克服了之前感官目測調整的弊端,對刀盤角度進行快速的校準調整,無需反復對刀盤角度和刀片的切割位置進行檢查和調整,使得刀盤角度的調整校準更加省時省力,并且校準精度高,顯著地提高了卷接設備的維修效率和調整效果,而且也避免了原先反復調整造成的材料浪費。