瓜瓣模上定位銷孔的改進加工工藝
2021-04-06 07:16:00張大勇趙文利尉曉霞劉繼軍孫勇躍
宇航材料工藝 2021年1期
張大勇 趙文利 尉曉霞 劉繼軍 孫勇躍
(首都航天機械有限公司,北京 100076)
文 摘 針對瓜瓣陽模上定位銷孔加工的找正誤差大、實物與數模不一致、加工成本高的難題,通過改進找正方法,粗、精找正結合,并利用3D尋邊器進行程序驗證的思路,實現了理論數模和實物的精確對齊、找正。在此基礎上通過橢球參數方程的坐標轉換,實現了在3軸機床上對橢球面上法向和軸向定位銷孔的加工。結果表明,采用改進后的加工方法,孔的位置精度達到Φ0.1 mm,加工成本降低75%,可在工程應用中加以推廣。
0 引言
運載火箭推進劑貯箱的箱底形狀通常為橢球曲面,其制造路徑主要是先成形出瓜瓣件,再拼焊成整體箱底[1]。瓜瓣模是鈑金類瓜瓣產品成形模具,零件成型過程是首先在壓力機上在固定好的板料上方壓下一段距離,使板料逐漸貼合模具成形,實現板料的拉形成形過程[2]。瓜瓣上的定位銷孔分為兩種:一種是對鈑金零件在陽模上進行定位;另一種是檢測銷孔,結合檢測芯棒用于對鈑金產品上的開孔尺寸進行檢測。兩者的加工精度直接影響瓜瓣產品的尺寸精度。
由于大多數瓜瓣模在20世紀80年代制造,對其返修時存在與過去找正基準不統一、實物模型與理論數模不一致的困難,導致新增定位銷孔的加工誤差很大,難以滿足使用要求。此外,類似橢球面上的定位銷孔過去一直采用五軸機床加工,高昂的加工成本也是企業經營者面臨的重要問題。
為了提高瓜瓣模上定位銷孔的加工精度、降低加工設備對于五軸機床的依賴,本文通過改進找正方法,消除找正誤差,在建立實物與理論數模聯系的基礎上,并通過坐標轉換計算實現在三軸機床上對橢球面上定位銷孔的加工,最終達到提高定位銷孔加工精度、降低加工成本的目的。
1 瓜瓣模陽模特點和加工難點
1.1 陽模特點
成形陽模型面為橢球面,三維模型見圖1。陽模材料為鑄鐵QT500,型面上定位銷孔直徑mm,有效深度15 mm。
橢球方程為:

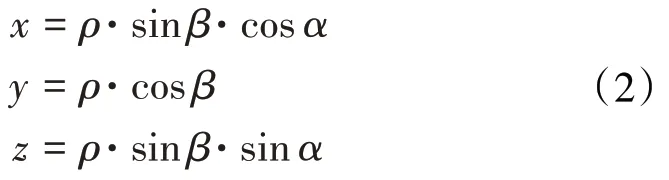
式中,a為橢球長半軸半徑,b為短半軸半徑,y軸為回轉軸。極坐標表示見圖2。
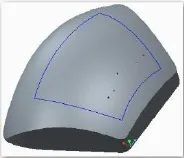
圖1 陽模三維模型Fig.1 Three-dimensional model of melon mold
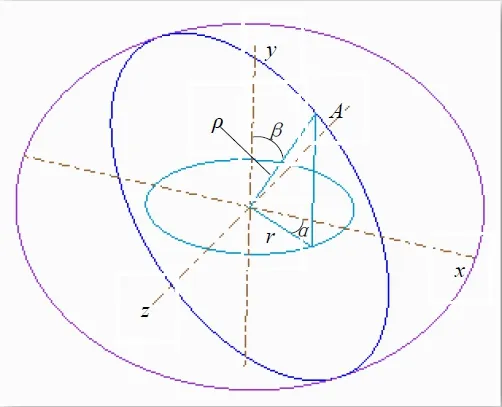
圖2 橢球極坐標參數模型Fig.2 Ellipsoid polar coordinate parameter model
A為橢球面上任意一點,圖中r代表點A繞y軸的回轉半徑,r=ρ·sinβ,點A的極坐標表示的參數方程[3]為:
如圖3所示,陽模底面與橢球回轉軸呈φ角,橢球形面上新增5 處定位銷孔,其中孔1 軸線與橢球回轉軸y軸平行,其余4 個孔軸線為球面上法線的方向。5 個孔分布在半徑r0、r1、r2的圓周上,L0為r0對應的孔距模具底面的高度。
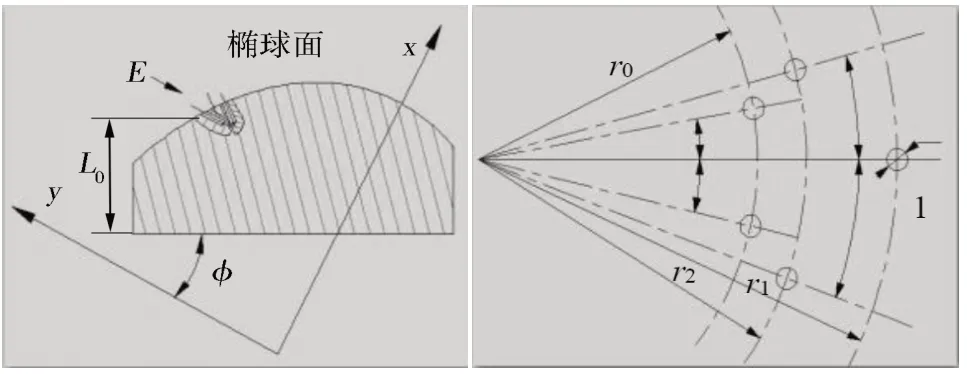
圖3 橢球二維草圖截面和E向孔的分布Fig.3 The two-dimensional sketch of the ellipsoid cross section and distribution of holes in E
1.2 加工難點
1.2.1 找正誤差大、基準驗證困難
圖1所示陽模外形為鑄造成型,并未二次加工,型面上也無明確的基準面和基準孔供找正用。橢球形面上的零件邊緣線是唯一可用作找正的基準,而零件邊緣線本身的寬度約0.2 mm,普通的2D 尋邊器、杠桿百分表等找正工具只適合二維拉伸和圓柱外形的找正,無法利用線或者三維曲面找正。探針雖然可以用在零件邊緣線的找正,但探針的尖制造誤差通常在0.05 mm 左右,因此,探針和零件邊緣線自身誤差的累積會導致較大的基準找正誤差,導致定位銷孔的加工超差。
再找正完成后,驗證找正基準的準確性成為一大難題。如果生成加工程序用刀具驗證,極有可能損傷零件表面。因此,找到合適的驗證工具成為關鍵。
1.2.2 實物與理論數模的數據匹配誤差
瓜瓣模具陽模型面過去多采用仿形銑半精加工、型面樣板修配的方式進行,雖然橢球面的自身輪廓度能控制在0.10~0.15 mm,但由于當時沒有先進的數控機床嚴格控制橢球面與模具底面的相對位置,所以圖中L0、φ的實測值和理論值會存在誤差,如果定位銷孔仍然按理論數模尺寸加工,顯然不符合使用要求。
1.2.3 加工成本高
由公式(1)可以推得橢球面上任意一點的法向量為(2x/a2,2y/b2,2z/a2),5 個孔的空間角度均不一樣,五軸加工機床雖然能解決孔的加工問題,但是高昂的制造費用是經營者不得不面對的難題。如果能擺脫對于五軸機床的依賴,將會對后續模具的返修帶來極大便利。
2 定位銷孔的改進工藝設計
2.1 實物與數模y軸的找正對齊
如果采用數控加工,就必須建立理論數模與實物的聯系,需要將零件橢球型面位置與數模當中擺放位置完全一致。橢球的理論回轉軸為y軸,陽模加工的回轉軸為B軸,理論數模中陽模底面與y軸成φ角,在實際加工中需要將陽模底面調整到與工作臺面成φ角,見圖4。
然后將y軸和B軸重合。橢球面上與xOz平面平行的任意截線為一半徑為定值的圓,如果刀軸處于與xOz平面平行的平面內不動,則位于該截面內的圓上任意一點在旋轉過程中會與刀軸上的固定點保持同等距離。利用這一原理,將百分表裝到刀軸上,表頭與工件表面任意一點接觸,然后旋轉B軸,根據百分表示值變化調整陽模位置,直至百分表指針在B軸旋轉任意角度跳動很小,近似認為B軸和y軸重合。
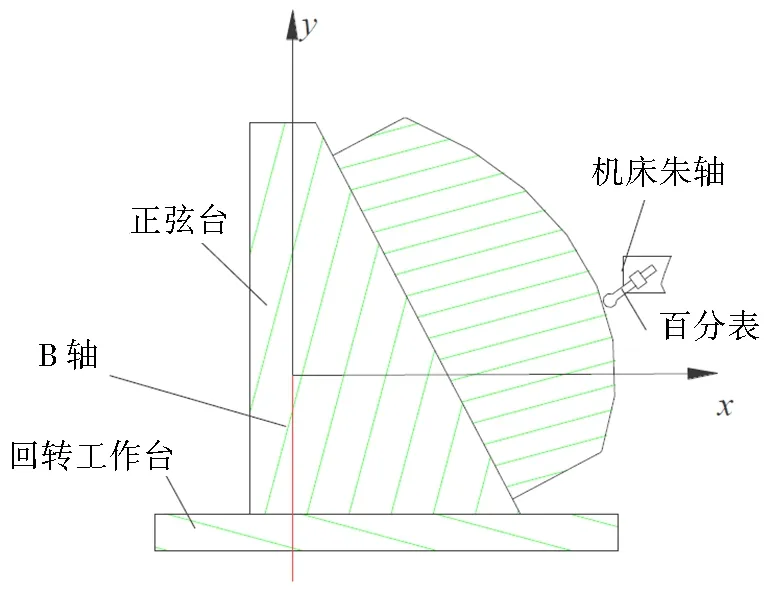
圖4 用于調整陽模角度的正弦臺Fig.4 Sine table used to adjust the angle of the male mold
在調整的過程中,φ角實際和理論的偏差會對找正結果有很大影響,圖5顯示在φ角偏差1°時,用上述方法在y=200 截面上找正百分表示數的變化為1113.76-1113.41=0.35 mm。
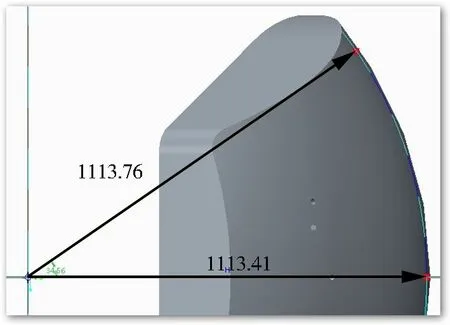
圖5 擺角φ對找正的影響Fig.5 The influence of swing angle φ on alignment
因此,如果在理論角度φ對工件找正存在這個誤差時,通過調整正弦臺的旋轉角度來調整陽模相對B軸的角度至φ′(實際陽模底面與y軸的夾角),以確保百分表示值的變動盡可能小,只有這樣,B軸和y軸的重合誤差才最小。
2.2 實物與理論數模在xOz平面的找正對齊
實物與理論回轉軸對齊之后,只能確定y軸在加工坐標系中的位置,如果保證數模和實物的完全匹配,還需要確定理論xOy平面、xOz平面在實際加工坐標系中的位置。而且由于仿行銑的加工精度決定了2.1節中的坐標軸重合誤差依然存在,還需要對φ′角進行精確驗證。
由于橢球面為回轉曲面,理論上過旋轉軸的任意截面均可旋轉至z=0 的對稱截面(xOy平面)上,確定這個唯一截面是已刻零件邊緣線,但是零件邊緣線自身存在誤差,因此,如果精確對齊,還需要對現有找正方法進行改進。
2.2.1 利用探針粗找正
利用零件邊緣線在橢球面上的交點A、B、C、D,使用劃針對刀,將實際加工坐標系與橢球理論坐標系粗對齊,直線AB、CD平行于z坐標軸,AB和CD中點E、F的z值均設為零,由于零件邊緣線的刻線寬度約為0.2 mm,劃針的尖制造誤差約0.05 mm,而型面尺寸正確,因此找正誤差約0.3 mm。
2.2.2 精確對齊
在數模上找到xOy面內對應的E、F兩點,測量線段EF弦長,由于步驟1 的找正誤差在0.3 mm 左右,因此,坐標系的對齊誤差可以通過分別以E、F兩點為圓心半徑1 mm 的圓內均勻取10個點,計算得到的EF長度如果與數模當中量得的弦長最接近,理論上此E、F兩點的坐標為精確位置。E、F點的實測位置更換為數模中的理論坐標,就將加工坐標系原點移到了理論數模的原點上,保證實物的擺放位置跟數模完全一致。
2.2.3 程序驗證
在數模當中沿刀具在z=0 的平面內軌跡為一橢圓軌跡,生成加工加工程序,用圖6所示3D 尋邊器進行程序驗證。將3D 尋邊器固定在機床主軸上,主軸中心可以精確地定位在工件的各邊上。其優勢在于可以從任意方向接近零件,在測量過程中,指針始終沿一個方向偏移,并始終顯示機床主軸中心與工件邊之間的距離。程序驗證過程見圖7,刀軸沿x、y方向做差補即可,可以通過其示值的跳動來旋轉B軸對擺角、旋轉正弦臺對φ角進行微調,直至找正誤差最小。

圖6 3D尋邊器Fig.6 3D edge finder
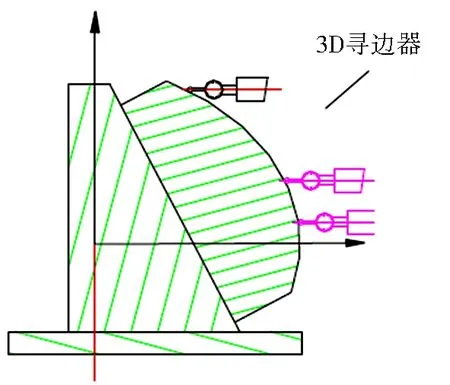
圖7 程序驗證的方法Fig.7 Program verification method
然后,將E、F兩點的實測坐標值替換為理論坐標值,加工原點最終與數模保持一致。
2.3 坐標轉換,變五軸加工為三軸加工
對橢球面上任意一個孔M的加工,需要知道其在橢球面上的坐標M(x,y,z)及孔的軸線與各軸的夾角,用方向余弦如公式(3)表示:
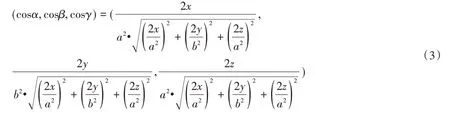
當z=0時,cosγ=0,孔的軸線方向余弦就簡化為:
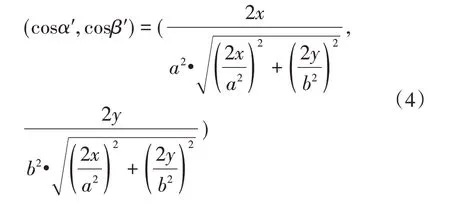
經過計算得知:

可見,α′和β′互為余角。加工時,保證刀軸方向與方向余弦一致就可以進行孔的加工。所以實際加工過程中,如果將被加工孔的回轉截面繞y軸旋轉到xOy面內,就可以實現刀具單一角度對孔的加工。具體方法是,在機床坐標系中,將橢球原點設置為零點,同時數模中的橢球原點坐標值也為(0,0,0),此原點也是加工坐標系原點。如果將實物陽模中被加工孔繞旋轉軸回轉到xOy平面,將數模當中的模型也繞y軸整體旋轉角度α,此時的z坐標為0,α=0,代入公式(2)旋轉完成后孔的刀位點信息就變為:
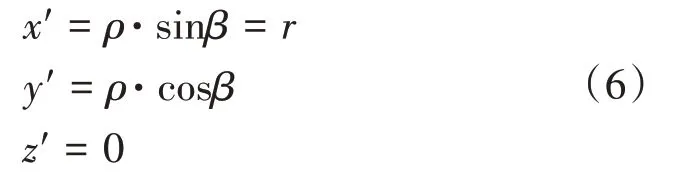
而橢圓的平面方程為:

對于回轉半徑為r的孔,刀位點和刀軸的傾斜角度表示方法為:
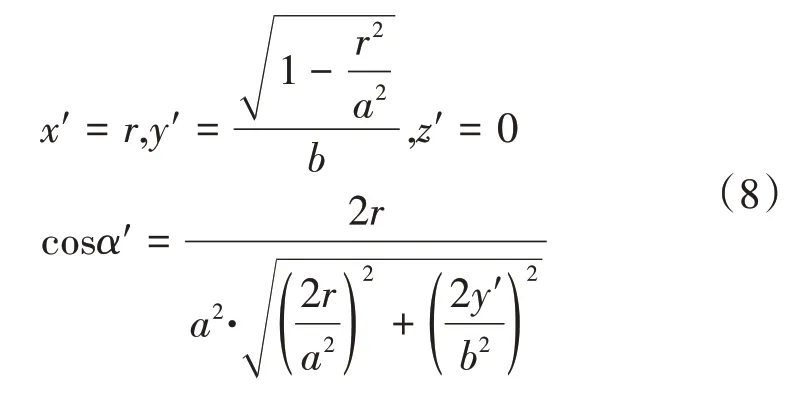
因此,孔的加工在3軸機床上即可完成。
3 加工驗證
在3軸機床上進行改進后的加工工藝驗證,機床定位精度0.02 mm。定料銷孔先用Φ5.9 mm 鉆頭粗鉆,再采用直徑Φ(6+0.012)mm三刃立銑刀精加工,轉速n=1 500 r/min,軸向進給速度f=10 mm/min,加工驗證的具體流程,見圖8。
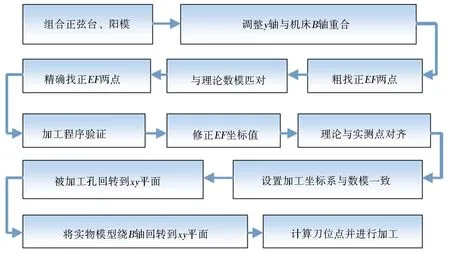
圖8 加工流程圖Fig.8 Processing flow chart
在調整y軸與機床B軸重合過程中,當φ角尺寸至φ′時,百分表的最小示值變動范圍為0~0.15 mm,粗找正誤差即0.15 mm。
在φ′角對EF 兩點粗找正時,假設EF 兩點的理論弦長為a0,實測值為a0+0.2。精確找正時在以E點和F點為圓心,半徑為1 mm 的圓內各取10 個點,分別為E1,E2,...,E10和F1,F2,...,F10,在對這20 個點坐標值記錄后,計算發現E3F8的弦長與理論值a0最接近,為a0+0.03。以此兩點作為程序的找正基準,程序在驗證過程中的示值變化范圍為0~0.08 mm,繼續對φ′角修正至φ″時,示值變化范圍為0~0.03 mm,同時旋轉B軸,發現3D 尋邊器的示值變化由原來的0~0.15 mm 變為0~0.05 mm,認為找正誤差滿足要求,并重新記錄E3和F8的實測值,將理論值替換實測值后,設定加工坐標系原點。
最后,采用此方法加工出來的孔位置度Φ0.1 mm,完全滿足設計圖紙要求,改進前后孔的位置度和加工成本對比見表1。
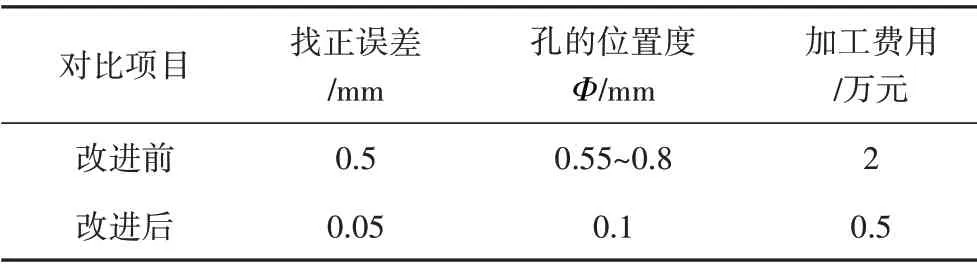
表1 改進前后的加工對比Tab.1 Comparison of processing before and after improvement
改進找正和加工方法后,找正誤差從0.5 mm 降到0.05 mm,孔的位置度由之前的Φ0.55~Φ0.8 mm提高至Φ0.1 mm,孔的加工成本從原來2 萬元降低至0.5 萬元,降幅達到75%,改進效果顯著。通過表1,可以得出以下結論:
(1)改進找正方法后,找正誤差從0.5 mm 降到0.05 mm,主要是由于在零件輪廓度得到精確保證的情況下,采用雙重保障,也即結合橢球面的回轉特性和3D 尋邊器替代刀具程序驗證橢球截面方程的方法,盡可能減少找正誤差;
(2)孔的位置度由之前的Φ0.55~Φ0.8 mm 提高至Φ0.1 mm,除了找正精度提高之外,還跟理論數模和實際之間的誤差得到修正有關,主要是通過正弦臺的調整保證了理論型面和實際型面的精確對齊,也即將理論型面的空間坐標系統一到加工坐標系下,就避免了使用實物非型面外形找正引入的誤差,因此加工精度有了顯著提高;
(3)通過坐標轉換推導得到橢球面定位銷孔的三軸加工刀位點信息,不再依賴五軸機床加工,五軸機床的每小時加工費用通常約為三軸加工中心的四倍,因此,改進后的加工方法能夠降低生產成本75%。
4 結論
針對瓜瓣陽模上定位銷孔加工的找正誤差大、實物與數模不一致、加工成本高的難題,通過粗、精找正結合,提出用3D 尋邊器進行程序驗證的思路,改進找正方法,實現了理論數模和實物的精確對齊、找正,并通過橢球參數方程的坐標轉換,實現了在3軸機床上對橢球面上法向和軸向定位銷孔的加工,孔的位置精度達到Φ0.1 mm,加工成本降低75%,可在工程應用中加以推廣應用。