化學銑切對6A02薄鋁板性能的影響
2021-04-06 07:16:02周訓偉巢昺軒黃向群
宇航材料工藝 2021年1期
周訓偉 巢昺軒 黃向群 郭 楠
(昌河飛機工業(yè)(集團)有限責任公司,景德鎮(zhèn) 333002)
文 摘 6A02 鋁合金薄板在直升機上應用較廣泛,有時需進行化銑。通過采用尺寸測量、拉伸性能檢測、金相分析等手段,研究了化銑對6A02 鋁合金薄板厚度、表面質(zhì)量、力學性能和顯微組織影響。結(jié)果表明,化銑可將薄板厚度銑削變薄;溶液中的Na2S 與三乙醇胺共同作用,可降低合金元素與Al 形成的電偶腐蝕作用,使薄板表面質(zhì)量改善;合金析出相的電化學性質(zhì)與基體無明顯差異,不會引起合金晶間腐蝕缺陷,對薄板的力學性能和顯微組織無明顯影響。可采用化銑對6A02薄鋁板進行加工。
0 引言
鋁合金由于具有密度低、耐低溫、較好導熱性和耐腐蝕性等特性。同時,由于裝備結(jié)構(gòu)輕量化的要求,鋁合金已經(jīng)逐漸代替了傳統(tǒng)的鋼鐵,被廣泛應用于航空、航天、武器裝備、汽車等行業(yè)[1-4]。
化學銑切,簡稱化銑,也被稱為化學加工、濕腐蝕等,指的是將金屬材料需要加工的部位暴露于化學介質(zhì)(鋁合金化學銑切主要采用氫氧化鈉溶液)中進行腐蝕,從而獲得零件所需的形狀和尺寸的一種加工方法,屬于特種加工工藝[5-7]。鋁合金化學銑切已在航空航天工業(yè)的零件成形過程中廣泛使用,尤其是在加工飛機蒙皮等成型的板材零件時,要比用傳統(tǒng)的機械加工方法可靠、有效,且不會產(chǎn)生任何加工應力[8]。其涉及的主要化學反應有:

6A02 合金屬于鋁-鎂-硅系合金,是可熱處理強化鋁合金,具有中等強度和良好的塑性,生產(chǎn)過程中常將其處理至T62態(tài),也是耐腐蝕性較好的一種結(jié)構(gòu)材料,常用于制造飛機蒙皮等[9-10]。6A02 的鋁合金薄板在直升機上較廣泛應用,在生產(chǎn)過程中有時需要用化銑對其進行加工。許多研究者對6A02 鋁合金開展了相關(guān)研究,其中部分研究者[11-14]開展了熱處理工藝對6A02 鋁合金性能影響的研究,李旭東、郝文魁等[15-16]對6A02 鋁合金的腐蝕行為進行了研究,邢瑋等[17]對6A02 鋁合金疲勞微裂紋的擴展進行了研究。而對于6A02 鋁合金化學銑切相關(guān)的研究相對較少。本文開展化學銑切對6A02 鋁合金薄板厚度、表面質(zhì)量、力學性能和顯微組織影響的研究。
1 原材料性能及實驗方法
1.1 原材料性能
選用6A02-O 薄鋁板進行化銑試驗,其化學成分如表1所示。該板材試樣的化學成分均符合標準要求,其余各項性能也均合格。板材試樣無內(nèi)應力,在化銑或后續(xù)成型過程中無應力釋放。化銑試驗用薄鋁板試樣的具體信息見表2。

表1 原料實測化學成分Tab.1 The chemical composition of raw materials %(w)
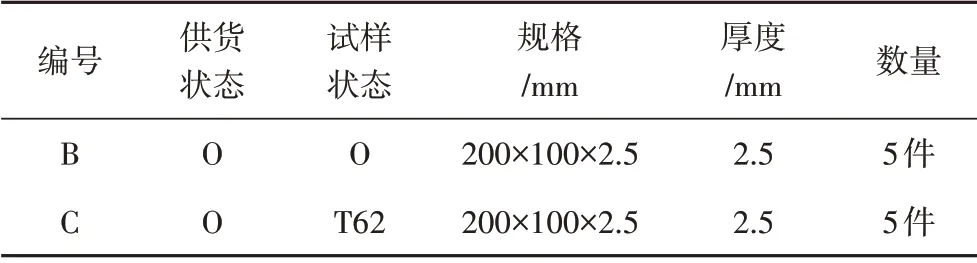
表2 化銑試驗用薄鋁板的要求Tab.2 The requirements for thin aluminum sheet for chemical milling test
1.2 實驗方法
1.2.1 化學銑切工藝
化銑在表面處理生產(chǎn)線上進行,其工藝流程為:預除油→化學除油→水洗→硝酸出光→水洗→堿清洗→水洗→硝酸出光→水洗→干燥→涂保護膠→刻型→化學銑切→水洗→硝酸出光→水洗→去保護膠。
鋁合金化銑槽液及工藝參數(shù):①槽液組成:NaOH 120~195 g/L,NaS211~26 g/L,三乙醇胺30~60 g/L,Al3+19~75 g/L,水(C 類:Cl-≤1.5×10-4);②腐蝕速度0.03~0.05 mm/min;③銑切溫度:溫度99~104 ℃。
1.2.2 化銑實驗方案
化學銑切前,將6A02-O(C1~C5)送去進行熱處理至T62 態(tài),之后分別選取6A02(B1~B3)和6A02(C1~C3)進行雙面化學銑削試驗,化學銑切后的厚度要求均為2.0 mm。化學銑切結(jié)束后,將經(jīng)化銑的薄鋁板材料6A02(B1~B3)、6A02(C1~C3)及未化銑的6A02(B4~B5)、6A02(C4~C5)薄鋁板材料進行理化檢測,具體檢測項目分別為:B1、C1 檢測顯微組織,B2~B5、C2~C5檢測抗拉強度和伸長率。
1.2.3 性能分析
拉伸性能采用Instron1342 電液伺服萬能試驗機,測試方法按照GB/T228.1—2010《金屬材料拉伸試驗第1 部分:室溫試驗方法》進行。試樣經(jīng)切割、研磨拋光及腐蝕處理后,采用XJP-4XB 顯微鏡觀察其金相組織,測試方法依據(jù)GB/T3246.1—2012《變形鋁及鋁合金制品顯微組織檢驗方法》進行。
2 結(jié)果與討論
2.1 化銑對6A02薄板厚度尺寸的影響
選取薄鋁板材料6A02-B-δ2.5 mm、6A02-C-δ2.5 mm 進行化學銑切,化銑后的厚度要求為2.0 mm。化銑前后,在每塊鋁板的四周邊緣分別選取兩點進行厚度檢測,具體情況見圖1。由其可知,6A02-B、6A02-C 鋁板化銑前的厚度均為負偏差,且均在對應公差范圍內(nèi),符合GJB2053—1994 要求。經(jīng)化銑后,材料厚度均為(2.0±0.08)mm,厚度偏差符合HB7786—2005 中的公差要求。因此,化銑可將6A02-O、6A02-T62厚度減薄至規(guī)定尺寸。
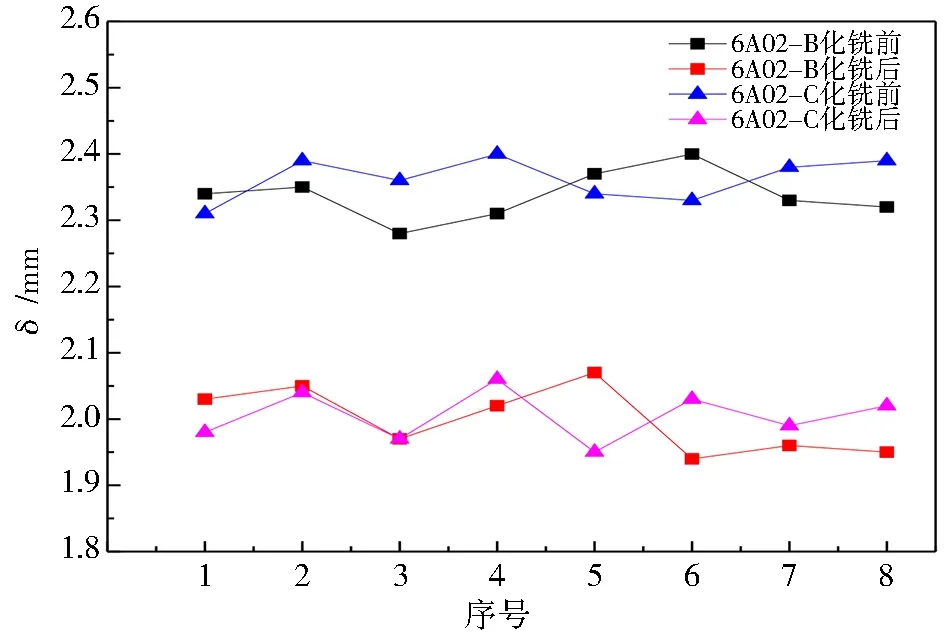
圖1 6A02-B-δ2.5 mm、6A02-C-δ2.5 mm化銑前后厚度Fig.1 The thickness of 6A02-B-δ2.5 mm,6A02-C-δ2.5 mm before and after milling
2.2 化銑對6A02薄板表面質(zhì)量的影響
鋁合金材料6A02-B、6A02-C 化銑前后的表面質(zhì)量見圖2。
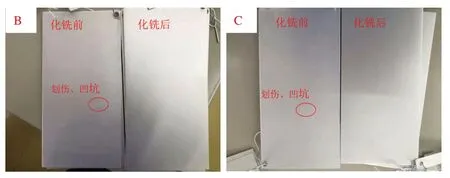
圖2 6A02-B、6A02-C化銑前后表面質(zhì)量Fig.2 The surface quality of 6A02-B,6A02-C before and after chemical milling
由圖2可知,6A02-B、6A02-C 表面化銑前均存在較小劃傷、凹坑等,而經(jīng)化銑后,6A02-B、6A02-C表面呈金屬光澤,表面粗糙度明顯降低。這是因為化銑溶液中加入了添加劑NaS2和三乙醇胺。NaS2中的S 易于與合金元素Zn、Cu 等元素結(jié)合,可降低Zn、Cu 等合金元素與Al 形成的電偶腐蝕作用,鋁的腐蝕起到主導作用,從而降低表面粗糙度;而三乙醇胺是一種高效的螯合劑和表面活性劑。作為螯合劑,可螯合重金屬Zn、Cu等合金元素,降低S的消耗。而作為表面活性劑,可以使附著在化銑試樣表面上的沉淀迅速脫離,從而增大S 與試樣表面接觸面積,進而降低電偶腐蝕作用,提升試樣表面質(zhì)量。因此,化銑能使6A02-B、6A02-C表面質(zhì)量得到改善。
2.3 化銑對6A02薄板力學性能的影響
鋁合金材料6A02 的鋁含量達到90%以上,材料退火態(tài)(O 態(tài))抗拉強度低、伸長率高。化銑前后,對6A02-B、6A02-C 的鋁板進行抗拉強度和伸長率檢測,結(jié)果如表3所示。
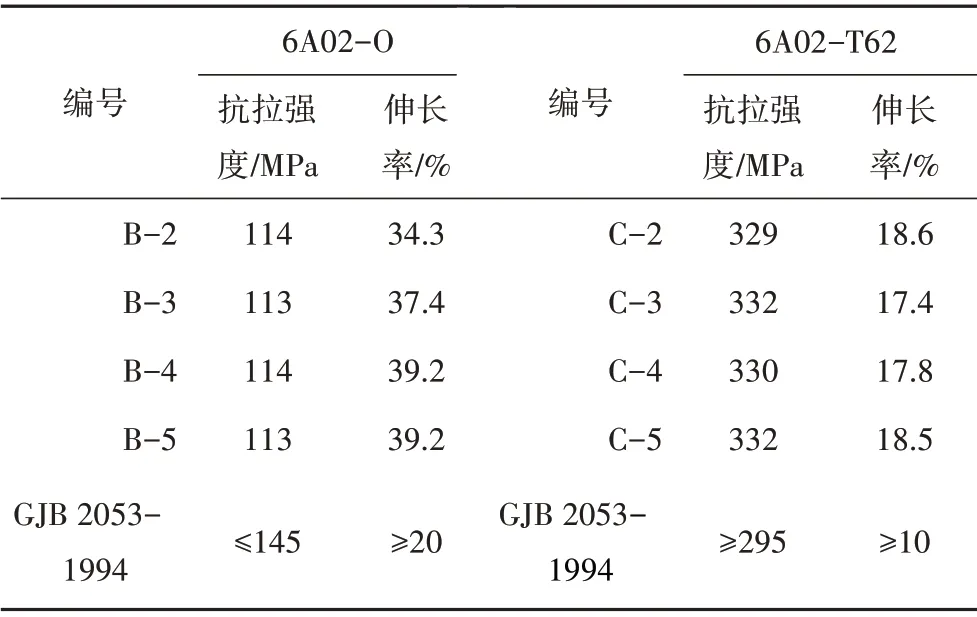
表3 6A02-O-B、6A02-T62-C化銑前后的力學性能Tab.3 The mechanical properties of 6A02-O-B,6A02-T62-C before and after chemical milling
由表3可知,6A02-O 化銑后B-2、B-3 與未化銑B-4、B-5 相比,抗拉強度基本無變化,延伸率稍有下降,但仍明顯高于材料技術(shù)標準GJB2053-1994 的要求;對于6A02-T62 C-2~C-5,對比經(jīng)過化銑的C-2、C-3 與未化銑C-4、C-5 力學性能,顯示化銑前后其抗拉強度和延伸率基本無變化,且均滿足標準要求,這是因為化銑沒有導致6A02-B、6A02-C 鋁板的晶間腐蝕產(chǎn)生。晶間腐蝕的發(fā)生會破壞晶粒和晶界間的結(jié)合力,引起力學性能大幅度下降。因此,化銑過程對6A02-O、6A02-T62 的材料力學性能均不會產(chǎn)生影響。
2.4 化銑對6A02薄板顯微組織的影響
6A02-O-B、6A02-T62-C 化銑后的顯微組織分別見圖3~圖4。由圖3~圖4可知,6A02-O-B 的顯微組織均勻分布,而6A02-O-C 經(jīng)520 ℃固溶、160 ℃時效熱處理至T62 態(tài)后,有明顯的晶界產(chǎn)生,且有增強相析出,從而使其抗拉強度大幅度提高。這是因為合金析出的總體過程為:過飽和固溶體(SSSS)→球狀GP 區(qū)→亞穩(wěn)針狀β″相(共格)→亞穩(wěn)棒狀β′相(半共格)→穩(wěn)定平衡β 相(Mg2Si)(非共格)[18]。當時效溫度為150~160 ℃時,由于過渡相β′的界面能小,大于臨界尺寸的亞穩(wěn)針狀β″相區(qū)長大形成過渡相β′,β′相與基體保持共格關(guān)系[19],與穩(wěn)定相β(Mg2Si)化學成分相同,從而有效地阻礙了晶體的變形,致使合金經(jīng)固溶時效后強度明顯提高[12]。
另外,6A02-O-B 與6A02-T62-C 顯微組織均未見化銑引起的晶間腐蝕等缺陷。根據(jù)文獻[20]研究,一方面是因為6A02 合金析出相的電化學性質(zhì)與基體無明顯差異,一般不具備晶間腐蝕的傾向;另一方面是因為Mg 和Si 主要形成強化相Mg2Si,當m(Mg)/m(Si)≥1.73 時,6A02 合金只能在晶界處形成不連續(xù)分布的Mg2Si 粒子,從而不能形成連續(xù)的腐蝕通道,致使合金無晶間腐蝕傾向。因此,結(jié)合試樣力學性能分析結(jié)果,可以得出化銑過程對6A02-O-B、6A02-T62-C的顯微組織無明顯影響。
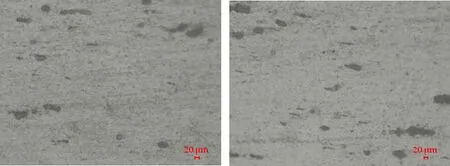
圖3 6A02-O鋁合金材料化銑后的顯微組織Fig.3 Microstructure of 6A02-O aluminum alloy material after milling 500×
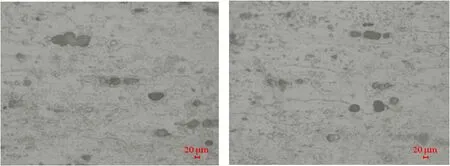
圖4 6A02-T62鋁合金材料化銑后的顯微組織Fig.4 Microstructure of 6A02-T62 aluminum alloy material after milling 500×
3 結(jié)論
通過對6A02-O 和6A02-T62 鋁合金薄板化銑前后的厚度尺寸、表面質(zhì)量、力學性能及顯微組織的研究,可得出如下結(jié)論:
(1)化學銑切可將鋁合金薄板厚度銑削至所需規(guī)格,可較明顯的改善鋁合金薄板表面質(zhì)量,且對鋁合金薄板的力學性能和顯微組織無明顯影響;
(2)6A02-O、6A02-T62 鋁合金薄板在成形零件的過程中,可以采用化銑工藝對其進行加工,其是一種可靠、有效的加工方法。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
科技知識動漫(2017年7期)2017-08-09 19:52:45
科技知識動漫(2017年5期)2017-05-11 21:34:16
科技知識動漫(2017年4期)2017-04-15 22:24:55
科技知識動漫(2017年2期)2017-02-06 20:59:46
科技知識動漫(2016年10期)2016-10-18 20:35:00
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53