基于模糊多準則的滌綸低彈絲生產工藝參數優化
2021-04-06 06:02:18邵景峰蔡再生
紡織學報 2021年1期
邵景峰, 李 寧, 蔡再生
(1. 西安工程大學 管理學院, 陜西 西安 710048; 2. 東華大學化學化工與生物工程學院, 上海 201620)
滌綸低彈絲(DTY)作為滌綸的一種變形絲類型,具有很高的取向度,不僅手感柔軟順滑,且具有很好的質地,已成為化纖行業實現綠色制造的理想原料。然而,在滌綸低彈絲生產過程中,因工藝參數(如加工速度、熱箱溫度等)之間存在強耦合性而導致整個生產過程能耗過高,從而影響生產過程難以實現綠色制造;因此,如何對滌綸低彈絲工藝參數之間的強耦合關系進行優化,已成為亟待解決的問題。
在國外,學者們對該問題的研究,主要集中在工藝理論優化與技術應用兩方面。其中,在理論構筑方面,利用生命周期理論、碳核算理論、能耗測量技術探討了滌綸低彈絲環境負荷與工藝參數之間關系,還有能耗實時測量方法,以及碳足跡核算與評價方法[1-3]等,目前已經明晰了各參數之間的關聯關系,實現了滌綸低彈絲在給定范圍的生產質量預測[4-6],為滌綸低碳生產工藝參數的優化奠定了理論基礎。在技術應用方面,主要集中于工藝參數優化算法、優化方法等方面,目前已解決了假捻變形參數對滌綸紗線結構和卷曲性能的影響、滌綸低彈絲加捻變形參數之間的關系、以及基于VIKOR的滌綸低彈絲性能評價方法[7-8]。
在我國,眾多學者也對工藝參數之間強耦合性問題進行了研究,其研究焦點在于工藝參數優化和生產實踐方面。其中,在工藝參數優化方面,通過構建滌綸低彈絲生產過程多目標優化調度模型,開展工藝參數的多目標優化[9-11],同時借助參數優化方法(比如熱定型過程參數優化)開展溫度控制、碳足跡核算,但還存在工藝參數強耦合性問題探討尚不深入的問題。在生產實踐方面,通過建立生產過程圖、能源消費碳排放因素分解、優化工藝方案等[12-14],開展面向滌綸低彈絲生產過程碳足跡核算、影響因素以及能耗損失分析,并借助試驗和應用驗證的方法對工藝參數相關關系進行改進。
目前,國內外學者們對滌綸低彈絲生產工藝參數之間強耦合問題的研究,已明晰了各參數之間的關聯關系,解決了假捻、加捻變形參數關系、多目標優化、碳排放因素分解問題,但還存在工藝參數之間的強耦合性問題尚未徹底解決。該問題的解決,將對提升滌綸低彈絲成品性能、實現綠色制造有重要意義。為此,本文借助碳足跡理論從滌綸低彈絲生產工藝流程入手,提取關鍵工藝參數作為研究對象,構建基于模糊多準則的工藝參數優化方法,以實現關鍵工藝參數間的解耦。
1 滌綸低彈絲工藝參數關系表示
1.1 滌綸低彈絲生產過程碳排放分析
滌綸低彈絲生產主要是由高速紡制滌綸預取向絲(POY)通過牽伸加捻工藝而形成[15-17],首先將POY絲掛絲喂入拉伸變形機中,通過加熱箱對POY絲進行加熱變形拉伸處理,然后將加熱變形后的絲經過冷卻板冷卻后進行加捻,同時對加捻處理后的絲進行二次加熱拉伸,并通過上油處理減少成形后紡紗過程的靜電效應,最后經卷繞、落絲以及分級質檢等工序后出廠。
在此基礎上,利用碳足跡理論對滌綸低彈絲生產過程中的碳排放信息進行分析。具體而言,影響滌綸低彈絲品質的關鍵工藝參數主要有加工速度、牽伸比、第一熱箱溫度、第二熱箱溫度、油輪轉速、油尺高度。在整個滌綸低彈絲生產過程中,碳排放信息主要通過電能的消耗進行轉化,拉伸變形機中的變形拉伸以及各設備零器件之間的傳動等是電能消耗的主要途徑[18]。
為此,利用碳足跡理論,構建如圖1所示的滌綸低彈絲生產過程碳排放分析模型。
通過該模型,建立碳排放信息量Ce。
(1)
式中:Ei為生產過程中各項能源(i)消耗轉化的碳排放量;fi為各能源消耗對應的碳排放系數。
1.2 滌綸低彈絲工藝參數關系
在式(1)的基礎上,選擇油輪轉速(x1)、加工速度(x2)、牽伸比(x3)、油尺高度(x4)、第一熱箱溫度(x5)、第二熱箱溫度(x6)為自變量,碳排放值Ce。為因變量,利用碳足跡理論建立因變量與自變量之間的函數關系。進而以83 dtex(36 f)低彈絲為例,在FK6V-700型拉伸變形機上獲取的參數及指標如表1~3所示。
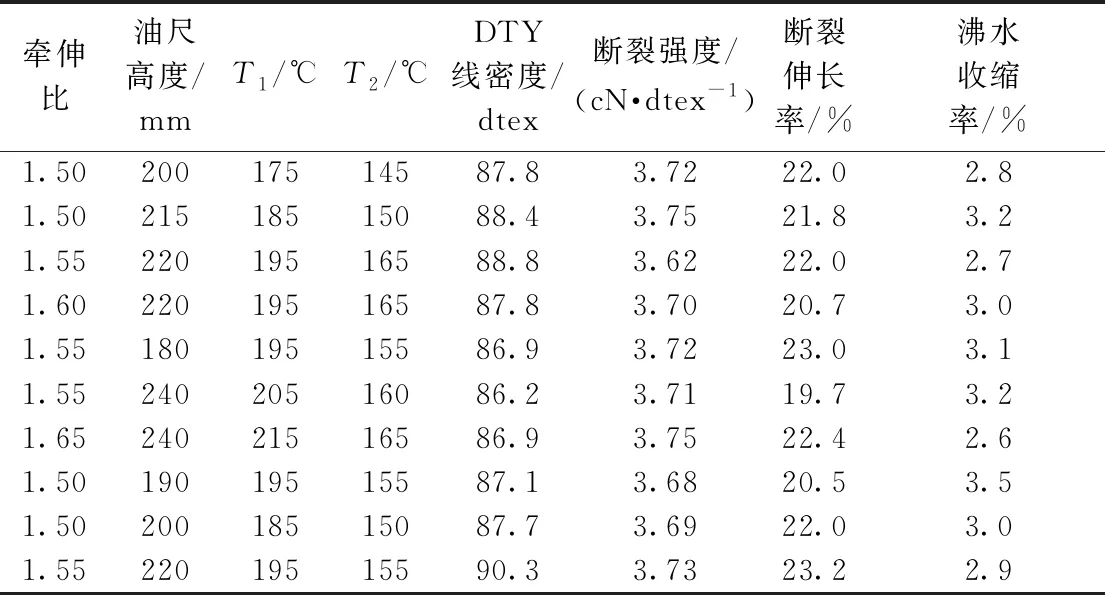
表1 DTY加工參數及性能指標

表2 不同含油率下DTY的線密度及斷裂強度
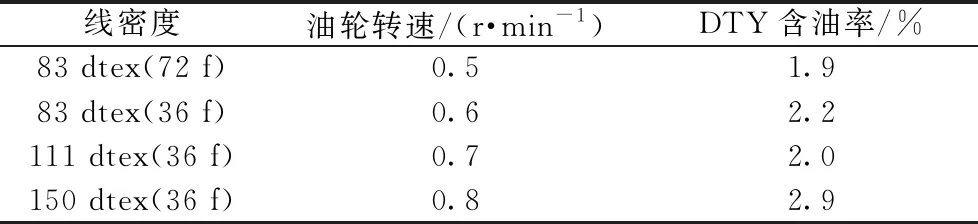
表3 加工不同線密度DTY的油輪轉速及含油率
基于表1~3中的工藝參數,利用MatLab R2018b軟件對選擇的自變量與因變量關系進行仿真試驗,得到的二次回歸方程為

(2)
2 滌綸低彈絲工藝參數關系優化
2.1 基于信噪比的工藝參數正交試驗設計
信噪比具有望大特性與望小特性2種屬性,通常作為衡量產品質量穩健性的重要指標[19],將DTY指標轉換為信噪比值,進而評估DTY質量品質的優劣。為此,在式(2)的基礎上,為表征DTY的工藝參數關系,還需將工藝參數和正交設計相互關聯。為此,根據信息論理論[20-21]將信噪比引入工藝參數關系正交試驗設計。對DTY工藝參數而言,相互之間關聯度越高,意味著滌綸低彈絲成品的質量指標越好。DTY指標轉換為信噪比值的計算過程如下。
斷裂強度(Z1)、斷裂伸長率(Z2)、卷曲收縮率(Z3)、沸水收縮率(Z4)、卷曲穩定度(Z5)作為DTY質量指標,在一定范圍內越大越好,因此采用望大特性的信噪比進行數據轉換如式(3)所示。
(3)
式中:aij為轉換后的第i行第j列的DTY質量指標信噪比值;n為每組試驗的重復次數;yij為第i行第j列的DTY質量指標值。
DTY碳排放量(Ce)越小越好,因此采用望小特性的信噪比進行數據轉換如式(4)所示。
(4)
式中:bij為轉換后的第i行第j列的DTY碳排放量信噪比值;n為每組試驗的重復次數;yij為第i行第j列的DTY碳排放量值。
由此,具體的正交試驗方案設計如下。選擇油輪轉速(Vo)、加工速度(Vl)、牽伸比(B)、油尺高度(Ho)、第一熱箱溫度(T1)及第二熱箱溫度(T2)作為試驗優化指標,其他參數為設定標準值。反映DTY質量的斷裂強度(Z1)、斷裂伸長率(Z2)、卷曲收縮率(Z3)、沸水收縮率(Z4)、卷曲穩定度(Z5)以及碳排放量(Ce)作為綜合工藝優化,設計6因素5水平的正交試驗方案L25(56),試驗因素及水平如表4所示。
2.2 基于模糊多準則的工藝參數優化
2.2.1 數據預處理
為消除因數據量綱不同帶來的影響,還需要對轉換后的DTY指標信噪比值進行規范化處理,具體的處理過程如下。
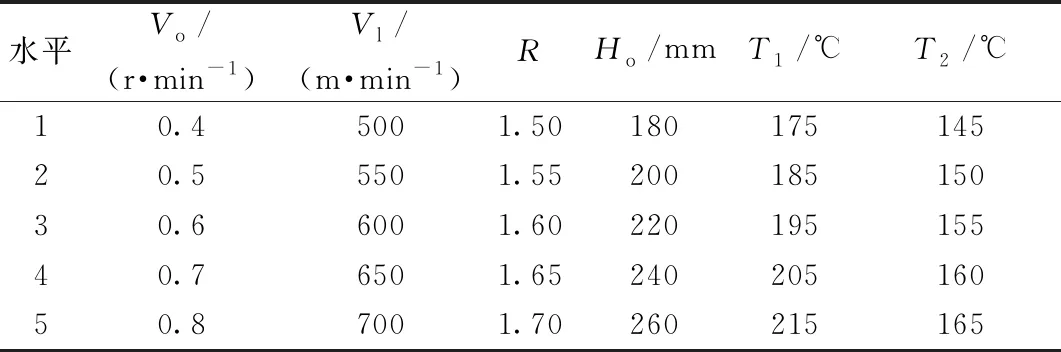
表4 試驗因素及水平
轉換后的DTY斷裂強度(Z1)、斷裂伸長率(Z2)、卷曲收縮率(Z3)、沸水收縮率(Z4)、卷曲穩定度(Z5)的信噪比值處理如式(5)所示。
(5)
式中:Aij為aij經規范化處理后第i行第j列的結果值。
轉換后的DTY碳排放量(Ce)的信噪比值的計算公式如式(6)所示。
(6)
式中:Bij為bij經規范化處理后第i行第j列的結果值。
與此同時,將Aij與Bij進行數據組合,形成DTY指標數據規范化矩陣G,并令Gij為G的第i行第j列元素。
2.2.2 滌綸低彈絲質量指標組合賦權
在數據處理的基礎上,為充分優化工藝參數之間的強關聯關系,結合熵值賦權法與客觀權重賦值法CRITIC賦權法,形成一種適合滌綸低彈絲工藝參數優化的組合賦權法,以待通過熵值賦權法,彌補CRITIC賦權法在數據離散性方面不足的問題。其中:用ej表示熵值賦權法中第j個指標的權重值,如式(7)所示;用dj表示CRITIC賦權法中第j個指標的權重值,如式(8)所示。
(7)
(8)
式中:σj為標準差;rij為指標之間的相關系數。
在式(8)基礎上,利用乘除法將dj與ej進行組合計算,形成滌綸低彈絲質量指標的組合權重kj,如式(9)所示。
(9)
2.2.3 計算各試驗方案的利益比率
(10)
(11)
2.2.3.2計算群體效益值 令Si為滌綸低彈絲各工藝參數試驗方案中的群體效益值,則具體的計算過程如式(12)所示。
(12)
2.2.3.3計算個體遺憾值 令Wi為滌綸低彈絲各工藝參數試驗方案中的個體遺憾值,具體計算過程如式(13)所示。令Qi為滌綸低彈絲各工藝參數試驗方案中的利益比率,對應的計算過程如式(14)所示。
(13)
(14)
式中:S+、S-分別表示試驗方案的群體最大、最小效益值;W+、W-分別表示決策方案的最大、最小個體遺憾值;v表示決策機制系數,用于平衡Si與Wi的影響差異,取0.5。
3 試驗驗證
3.1 基于信噪比的正交試驗數據規范化
根據表4中的試驗因素及水平開展正交試驗,得到DTY的斷裂強度(Z1)、斷裂伸長率(Z2)、卷曲收縮率(Z3)、沸水收縮率(Z4)、卷曲穩定度(Z5),并核算各試驗方案的碳排放量(Ce)。將具有望大特性的DTY質量指標值代入式(3),并將具有望小特性的碳排放量(Ce)代入式(4),經計算得到的信噪比值如表5所示。
利用VIKOR方法在處理綜合評價問題方面的優勢[22-23],將多工藝參數強耦合問題通過矩陣歸一確定正理想解和負理想解,計算每組試驗方案與理想解之間的差距,并比較與理想解的接近度。根據表5中的數據,將DTY質量指標轉化后的信噪比值代入式(5)進行處理,并將碳排放量(Ce)轉化后的信噪比值代入式(6)進行處理,得到的規范化處理后結果如表6所示。
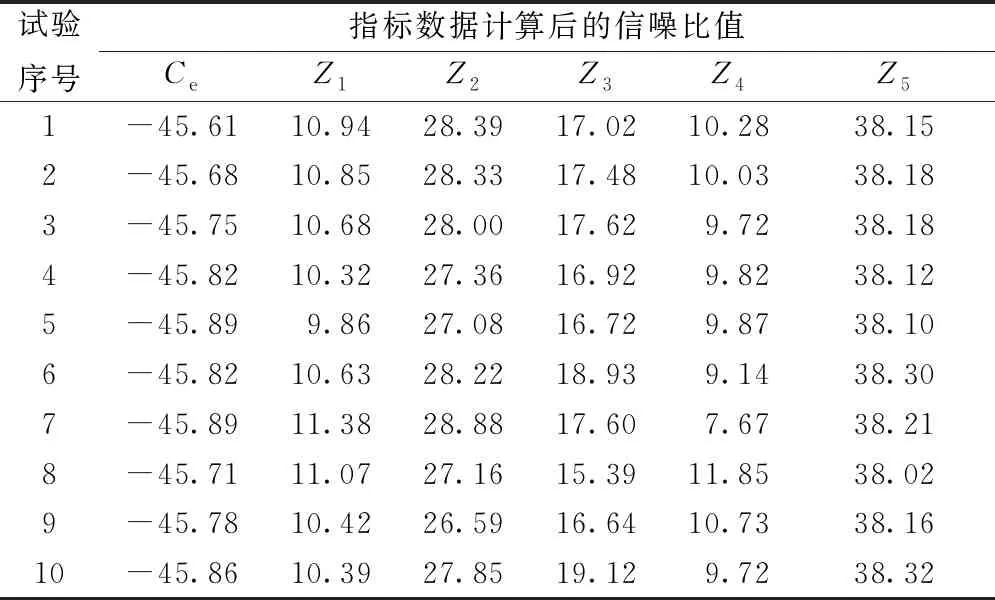
表5 各試驗方案指標數據計算后的信噪比值
根據2.2.2節中DTY指標組合賦權方法,通過式(7)~(9)的數據處理,最終得到滌綸低彈絲生產過程中碳排放量及質量指標的組合權重值,如表7所示。
3.2 試驗方案的利益比率確定
在得到試驗數據規范化處理結果的基礎上,結合式(12)~(14),分別對每組數據進行計算,得到每組試驗對應的群體效益值Si、個體遺憾值Wi和決策方案的利益比率Qi,如表8所示。
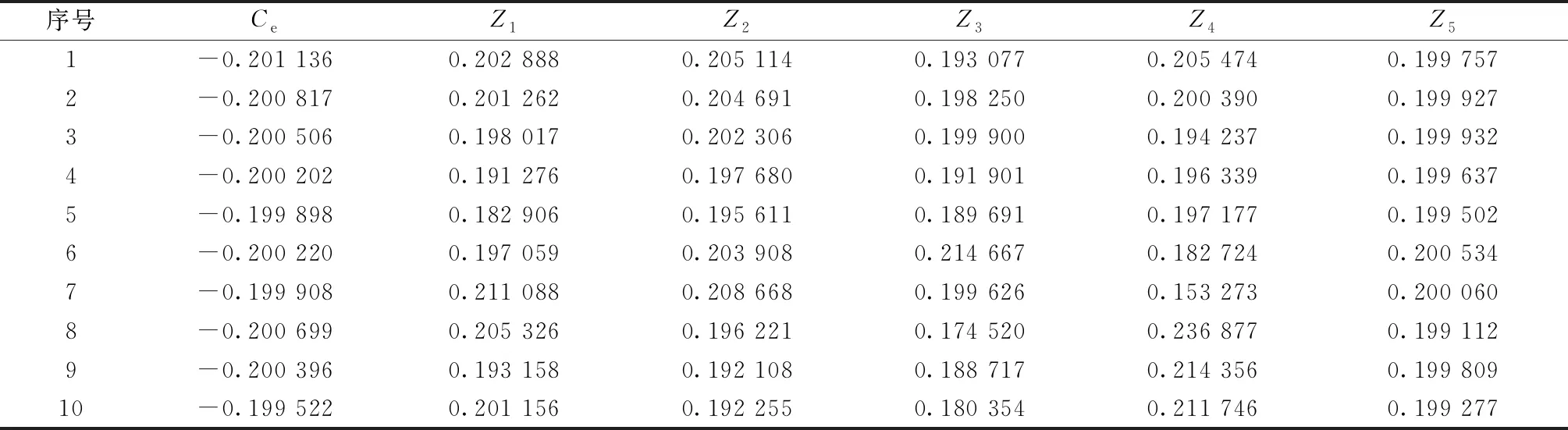
表6 信噪比值規范化

表7 滌綸低彈絲指標組合權重
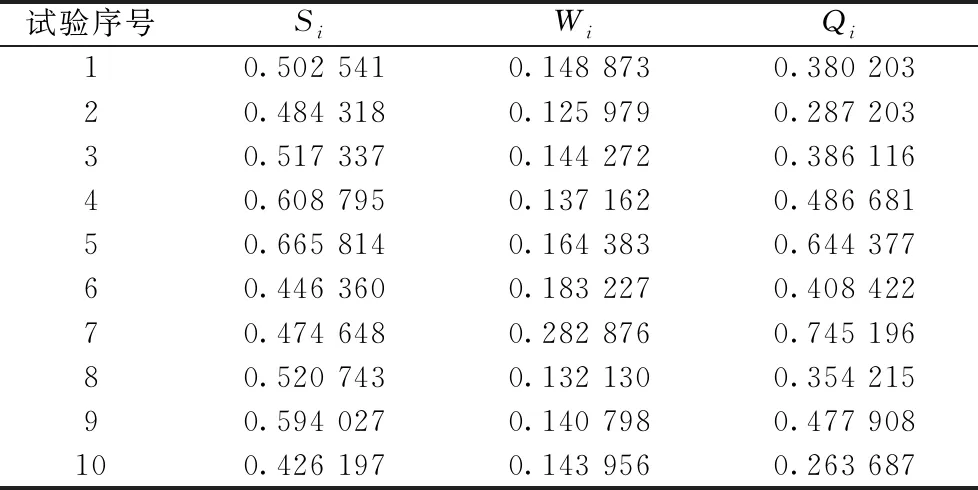
表8 每組試驗的Si、Wi、Qi值
在此基礎上,利用影響DTY成品品質的5個關鍵工藝參數水平對應的Qi值對決策方案進行評價,主要包括油輪轉速(Vo)、加工速度(Vl)、牽伸比(R)、油尺高度(Ho)、第一熱箱溫度(T1)及第二熱箱溫度(T2),經計算得到DTY關鍵工藝參數平均Qi值(即決策方案的利益比率)如表9所示。其中,平均Qi值越小越接近正理想解,則說明工藝參數水平越優。
由表9可知,對工藝參數加工速度、牽伸比、第一熱箱溫度、第二熱箱溫度、油輪轉速、油尺高度而言,其Qi值之間分別存在如下關系,即:

表9 工藝參數平均Qi值
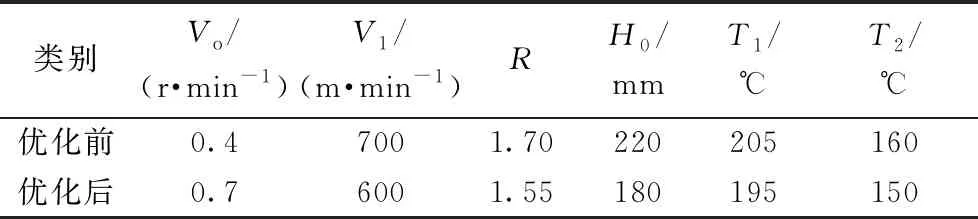
1)對于加工速度,由于Q3 2)對于牽伸比,由于Q2 3)對于第一熱箱溫度,由于Q3 4)對于第二熱箱溫度,由于Q2 5)對于油輪轉速,由于Q4 6)對于油尺高度,由于Q1 分別對應最優工藝水平下的滌綸低彈絲關鍵工藝參數值,可見,DTY關鍵工藝參數的最優組合為:加工速度600 m/min、牽伸比1.55、第一熱箱溫度195 ℃、第二熱箱溫度150 ℃、油輪轉速0.7 r/min、油尺高度180 mm。 由表9可知,在不同工藝參數水平下,熱箱溫度、油輪轉速及油尺高度的平均Qi值的變化最為顯著,說明三者的交互作用對優化綜合目標的影響程度也最為顯著。在此基礎上,為進一步驗證工藝參數之間的優化效果,還需對關鍵工藝參數之間的強耦合性關系進行殘差值分析。為此,借助MatLab R2018b對油輪轉速、加工速度、牽伸比、油尺高度、第一熱箱溫度、第二熱箱溫度之間的耦合關系進行擬合,得到的二次回歸方程殘差分布圖如圖2所示。 圖2 關鍵工藝參數的殘差分布圖 由圖2可知,關鍵工藝參數的殘差值的正態分布概率逼近平衡線,且分布均勻,說明工藝參數之間的優化效果良好。 以83 dtex(36 f)低彈絲加彈工藝為例,結合表1中所示的FK6V-700型拉伸變形機加工工藝參數,對比分析工藝優化前和優化后滌綸低彈絲生產工藝參數的變化,具體結果如表10所示。可知,在83 dtex(36 f)低彈絲的加彈工藝中,熱箱溫度、油輪轉速及油尺高度3個工藝參數的強耦合性得到了較好的解耦。經工藝優化后,滌綸低彈絲的質量指標變化情況,如表11所示。 表10 工藝參數優化前后對比值 表11 質量指標優化前后對比值 由表11可知,較優化前,優化后83 dtex(36 f)低彈絲的平均斷裂強度達到了3.75 cN/dtex,提高了15.84%;平均斷裂伸長率達到了26.49%,提高了4.04%;平均卷曲收縮率以及平均卷曲穩定度分別提高了15.53%和1.24%,后加工過程中不易產生毛絲與斷頭現象。然而經工藝優化后,83 dtex(36 f)低彈絲的平均沸水收縮率有所下降,這其中的主要原因在于加工速度的下降,減少了絲束的熱定型時間,從而增加了纖維的內應力松弛度,造成了絲條在沸水中的應力松弛變小,從而使得沸水收縮率下降。 在此基礎上,將表10中優化后的工藝參數代入公式(2),在滌綸低彈絲關鍵工藝參數最優組合下得到的滌綸低彈絲生產過程中的碳排放量為191.534 6 kg(CO2),與優化前工藝條件下的碳排放量相比,其下降了4.58%。 針對滌綸低彈絲生產工藝參數間存在強耦合的問題,在明晰生產流程的基礎上,對生產過程的碳排放進行了分析,并對滌綸低彈絲工藝參數之間關系進行了表示;進而設計了基于信噪比的工藝參數關系正交試驗方案,開展了基于組合賦權VIKOR方法的工藝參數優化。 經試驗驗證表明,當工藝優化參數組合為油輪轉速0.7 r/min,加工速度600 m/min,牽伸比1.55,油尺高度180 mm,第一熱箱溫度195 ℃,第二熱箱溫度150 ℃時,可降低DTY生產過程中的碳排放量,同時提高滌綸低彈絲產品質量特征值。工藝參數優化后,滌綸低彈絲的平均斷裂強度提高了15.84%、平均斷裂伸長率提高了4.04%、碳排放量降低了4.58%,充分說明構建的基于綜合賦權的工藝參數優化模型有利于解決工藝參數之間的強耦合問題。
3.3 工藝優化前后滌綸低彈絲性能對比

4 結 論
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14建材發展導向(2021年12期)2021-07-22 08:06:48建材發展導向(2021年7期)2021-07-16 07:07:52中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50山東冶金(2019年6期)2020-01-06 07:45:54世界農藥(2019年2期)2019-07-13 05:55:12銅業工程(2015年4期)2015-12-29 02:48:39新疆鋼鐵(2015年3期)2015-11-08 01:59:52現代企業(2015年2期)2015-02-28 18:45:09