經濟型發泡技術的開發及在汽車內飾件的應用
2021-04-06 19:37:54樊琪孫建軍
時代汽車 2021年5期
樊琪 孫建軍

摘 要:經濟型發泡又被稱為薄壁發泡,是一種對材料性能、設備精度、模具設計、產品設計、工藝控制等具有較高要求的復雜技術。該技術使內飾件具備舒適軟觸感及碰撞吸能特性的同時,還可以明顯降低內飾件的重量,滿足節能要求,這一技術符合汽車輕量化趨勢。
關鍵詞:經濟型發泡 內飾件 輕量化
1 引言
隨著汽車工業的發展,汽車逐年普及給人們生活帶來了便利,同時也對能源消耗及環境污染產生巨大影響。為保持汽車產業可持續發展,節能減排勢在必行。研究表明汽車輕量化可以顯著降低油耗,汽車整體質量每減少100Kg,百公里油耗可降低0.3~0.6L[1]。
與注塑材質內飾相比,發泡內飾具有彈性舒適的手感,同時可以在車輛發生碰撞時發揮緩沖吸能效果,保護車內乘員。發泡技術被廣泛地應用于內飾件,常見的有儀表板、方向盤、副儀表板、頂棚、遮陽板、門內飾板、門扶手等。近年來,為了滿足輕量化要求,內飾產品也從材料和工藝上不斷研究并取得一定進展,其中經濟型發泡技術通過產品設計和工藝提升,保留彈性舒適功能的同時,降低發泡層厚度,從而實現輕量化目的。
2 內飾件發泡技術概述
汽車內飾件大多采用聚氨酯發泡技術,主要過程是通過高壓發泡機將異氰酸酯、聚醚多元醇雙組分進行充分混合后澆注進模具,之后在帶有溫度控制的模具內進行一系列鏈增長、氣體發生、交聯化學反應,最終形成多孔性高分子結構的泡沫塑料。聚氨酯泡沫塑料形成過程中,主要發生下列4種反應[2]:
(1)異氰酸酯和羥基反應——多異氰酸酯和多元醇(聚醚、聚酯或其它多元醇)反應生成聚氨酯:
(2)異氰酸酯和水反應——帶有異氰酸酯基團的化合物和水反應,先形成不穩定的氨基甲酸,然后分解成胺和二氧化碳:
胺基進一步和異氰酸酯基團反應生成含有脲基的聚合物:
(3)脲基甲酸酯反應——氨基甲酸酯基團中氮原子上的氫與異氰酸酯反應,形成脲基甲酸酯:
(4)縮二脲反應——脲基中氮原子上的氫與異氰酸酯反應形成縮二脲:
上述四個反應中:(1)、(2)屬于鏈增長反應,后者還生成二氧化碳,因而既可看成鏈增長反應,又可視作氣體發生反應,我們通常稱之為放氣反應。通常在無催化劑存在下,這兩個反應是很快的。(3)、(4)二個反應為交聯反應,隨著此反應的不斷進行,原料的粘度會逐漸增加,因此我們通常稱之為凝膠反應。在聚氨酯泡沫制造過程中,這些反應都是以較快的速度同時進行著,在催化劑存在下,有的反應在很短的時間內即能大部分完成,最后形成高分子量和具有一定交聯度的聚氨酯泡沫體。
軟質內飾件一般包括三層,最上層為表皮(PVC、TPO、真皮等),中間層為聚氨酯泡沫,最下層為骨架基板(PP/玻璃纖維、SMA、PC/ABS等),發泡工藝就是將這三層材質復合成型的過程。
3 經濟型發泡技術
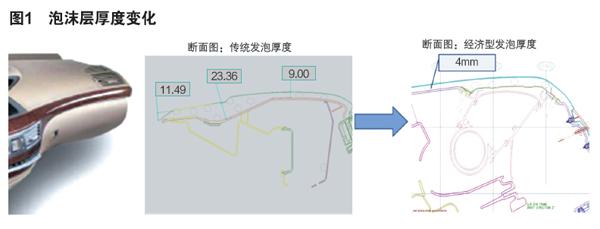
傳統的內飾件泡沫厚度一般為8~15mm,局部甚至會超過20mm,泡沫密度為180~220Kg/m3。經濟型發泡又稱為薄壁發泡,是一種對產品設計、材料流動性、設備/模具精度、工藝控制等有較高要求的復雜技術,通過經濟型發泡技術可以把泡沫厚度做到4~6mm(如圖1),泡沫密度160~180Kg/m3左右,整體重量下降30%以上。下面我們以發泡儀表板為例,從產品、材料、工藝、設備、模具等方面進行初步探討,并在實際產品中開發應用。
3.1 產品設計
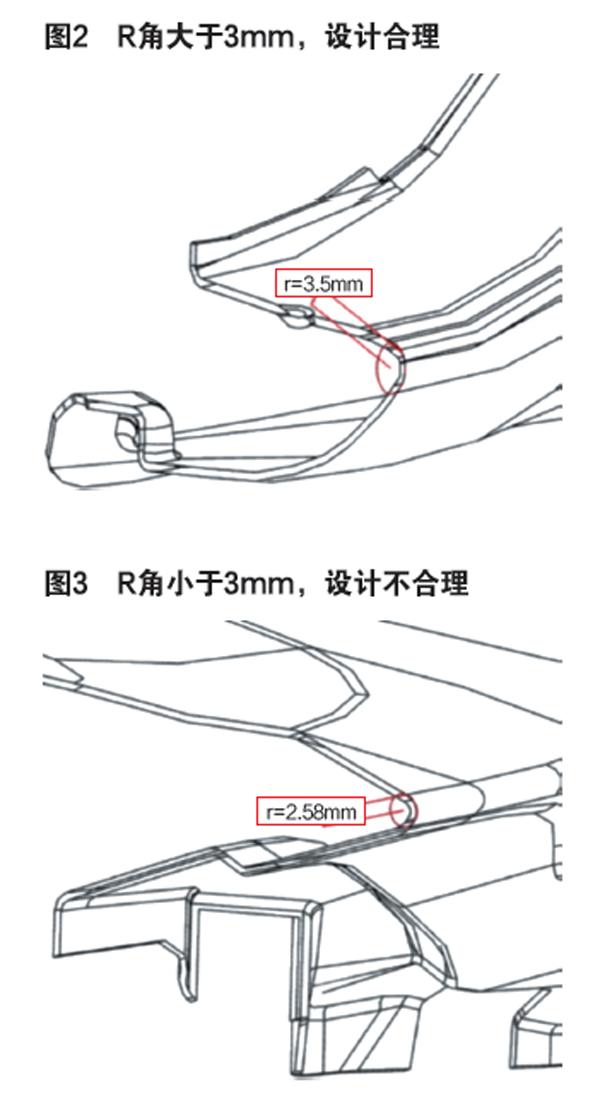
儀表板處于駕駛艙前端,既是駕駛員和乘客直接目視區域,又是承載裝飾面板、出風口、手套箱、空調控制開關、組合儀表和導航娛樂系統等功能部件的載體,屬于兼顧設計和功能的外觀零部件[3]。儀表板造型復雜,三維方向長度將近1.6米,寬度和高度約0.8米,按照結構可分為一體式發泡和分體式發泡。如果采用分體式發泡,單個零件結構相對簡單,但需要增加一道焊接或者螺釘裝配工序;如果采用一體式發泡,工序可以簡化,對設計的要求則更高。產品設計決定工藝難易和穩定性,首要的就是產品厚度一致性,前面提到聚氨酯發泡是放氣交聯反應,原材料進入模腔內,依靠反應產生的內壓逐步填滿整個產品,如果厚度突變,壓力也會隨之變化,產生的壓差容易引起產品缺陷。其次,產品各處R角不宜過小(建議不小于3mm),否則會造成填充不良缺陷,產品手觸偏軟,老化后表面甚至會產生鼓包。另外,需要校核產品是否存在尖角倒扣,一般來說產品銳角不能小于70度,倒扣則會影響產品脫模,應盡量避免,無法規避的倒扣需要在模具設計上進行分塊處理(成本會上升),見圖2、圖3。
3.2 材料流動性
聚氨酯發泡既是放氣反應,又是交聯反應,原材料從液態變成粘流態,最終變成固態,粘度逐漸上升,流動性逐漸下降,而原材料靠著放氣反應產生的內壓會從起始點向產品邊緣擴散,最終填滿整個產品。流動過程中,原材料需要克服與上層表皮以及下層骨架基板之間的摩擦力(和內壓力是反向),泡沫的厚度可以視為材料的流道,流道越窄原材料內壓力和摩擦力產生的剪切力越大,反之流道越寬剪切力越小。經濟型發泡壁厚較傳統發泡小許多,這對材料的流動性能提出的更高要求,為了提升流動性會增加原材料發泡劑含量,從而使內壓更高,但這樣做帶來另外一個問題就是易造成產品夾氣、氣泡、泡孔粗大等缺陷。因此,原材料需要找到一個平衡配方比例,兼顧流動性和缺陷發生率,巴斯夫的Elastoflex E 3595系列在這方面表現比較優異,可以作為經濟型發泡原材料之一。
3.3 工藝
聚氨酯發泡反應是一個化學反應,溫度、壓力、料比均會對過程和結果產生影響,如果要得到一個比較理想的結果,對過程進行控制是至關重要的。
反應溫度是反應最重要的影響因子,主要有幾個方面需要控制,一是模具溫度,二是物料溫度(包括表皮和骨架基板),三是發泡原料溫度,四是環境溫度。模具溫度控制在38~42℃,表皮溫度要求不是特別嚴格,發泡前進行預熱可以使表皮變得更加柔軟,從而與模具更加貼合。發泡原料溫度一般采用22~28℃,經濟型發泡多采用高料溫反應。需要注意的是不僅要關注原料儲料罐溫度,也要注意混合頭的澆注溫度,因為高壓混合過程會讓發泡原料溫度升高。發泡反應按照澆注時模具開合與否分為開模發泡和閉模發泡,如果是開模發泡對環境溫度有較高的要求,因為澆注過程中原料是完全開放在環境中的,所以我們可以看到發泡一般是放在恒溫包房內的。
發泡澆注過程實際上是通過混合頭把高壓霧化的聚醚多元醇、異氰酸酯通過口徑非常小的噴嘴噴出,澆注壓力是這一過程的關鍵因子。壓力太小,原料無法形成霧化狀態,影響混合效果;壓力太大,會造成設備高壓報警,通常原料澆注壓力設置在140~170bar為宜,不要超過180bar。同時,需要關注兩個原料的壓力差,因為聚醚多元醇和異氰酸酯粘度不一致,聚醚多元醇的澆注壓力略高,但是壓力差不能超過20bar,否則會造成竄料,引起設備故障。
料比,即反應過程聚醚多元醇原料與異氰酸酯原料的比例,最理想的料比是兩者完全反應,全部轉化為聚氨酯的狀態。料比過高,聚氨酯泡沫會偏硬;料比過低,聚氨酯泡沫則會偏軟。經濟型發泡對料比的穩定性要求較高,作為關鍵過程特性進行控制,CPK不得低于1.33。另外,每周會對屏顯值進行校驗,以確保屏顯值與實際值保持一致。
除了上述溫度、壓力、料比等工藝參數,澆注重量、澆注軌跡等也是需要控制的因子,由于篇幅原因,不再詳細討論。
3.4 設備
發泡設備主要包括發泡機和模架,發泡機主要作用是確保原料混合和澆注效果,發泡模架負責熟化過程及產品脫模。發泡機由料罐、計量泵、液壓系統、混合頭等部件組成(見圖6)。料罐體積通常在200~500L 左右,采用能夠承受0.4~0.6MPa的壓力容器,罐內使用干燥的空氣或氮氣加壓。每一個料罐都有一套獨立的溫度控制系統,保證原料恒溫進入計量和混合部件。計量泵是發泡機控制精度要求高的核心部件,其主要原理是通過變頻電機精確控制轉速,實現輸出不同流量的功能。液壓系統提供動力,包括起高壓、驅動機械閥開合等。混合頭決定發泡原料的混合效果,儀表板發泡常用的混合頭有德國Hennecke公司及Krauss-Maffei公司生產的混合頭。
發泡模架主要有液壓模架和電動模架兩種,液壓模架開合速度較慢,不具備整體翻轉功能;電動模架開合速度較快,比較適合經濟型發泡的快發體系,而且可以實現整體翻轉,使產品工藝具備更多的選擇性。由于電動模架的上述優點,近年來在儀表板發泡領域得到了廣泛應用(見圖7、圖8)。
3.5 模具設計
儀表板發泡模具系統多為鋁模,大致包括真空系統、密封系統、模溫控制系統等。由于經濟型發泡壁厚較薄,產品精度要求高,對發泡模具精度要求也較高,包括控制產品尺寸的X向、Y向位置精度,以及控制產品厚度的Z向位置精度。X向、Y向精度主要靠模具四周的插板進行控制,誤差不超過0.5mm,Z向精度依靠上下模具的等高塊進行控制,誤差不超過0.3mm。
4 結語
通過以上幾個方面的介紹,可以看出經濟型發泡除了對產品設計和模具設計有較高要求外,還需要材料、工藝、設備組成相輔相成的系統。由于該技術對輕量化及車輛節能減排的貢獻,得到了不少大型企業的青睞,并已經在大眾斯柯達某車型、豐田某車型、江淮汽車某車型實現量產。未來,隨著技術的不斷進步,經濟型發泡內飾的壁厚和密度有望進一步下降,并應用于更多的內飾件產品上,為汽車輕量化做出新的貢獻。
參考文獻:
[1]范軍鋒,陳銘,中國汽車輕量化之路初探[J],鑄造,2006,55(10):995-998.
[2]朱呂民,劉益軍,聚氨酯泡沫塑料[M],北京:化學工業出版社,2004.
[3]杜振東,汽車儀表板的制造技術與設計分析[J],工程設計,2018(5):193-194.
