曲臂鍛模設(shè)計
2021-04-09 09:27:22劉桂榮
模具技術(shù) 2021年2期
劉桂榮
(包頭職業(yè)技術(shù)學(xué)院 材料工程系,內(nèi)蒙古 包頭 014035)
1 曲臂冷鍛件圖的繪制
曲臂是多種液壓部件的重要零件[1],毛坯必須用鍛造的方法制備。曲臂的零件圖如圖1所示,是典型的彎曲類鍛件,質(zhì)量為0.55 kg,材料為20Cr合金鋼,加熱后具有較好的流動性。

2 曲臂工藝方案的制定
該鍛件為彎曲類鍛件,故需將鍛件展開。從鍛件圖上寬度內(nèi)側(cè)1/3處作為中性線,使之展開,根據(jù)展開長度繪制計算毛坯截面圖及直徑圖,計算數(shù)據(jù)如表1所示。其中,F(xiàn)鍛為鍛件截面積;F槽為飛邊槽截面積;F飛為飛邊截面積;d計為計算毛坯直徑;dmin為計算毛坯最小直徑;dmax為計算毛坯最大直徑;δ為飛邊充滿系數(shù)。曲臂展開圖如圖3所示。
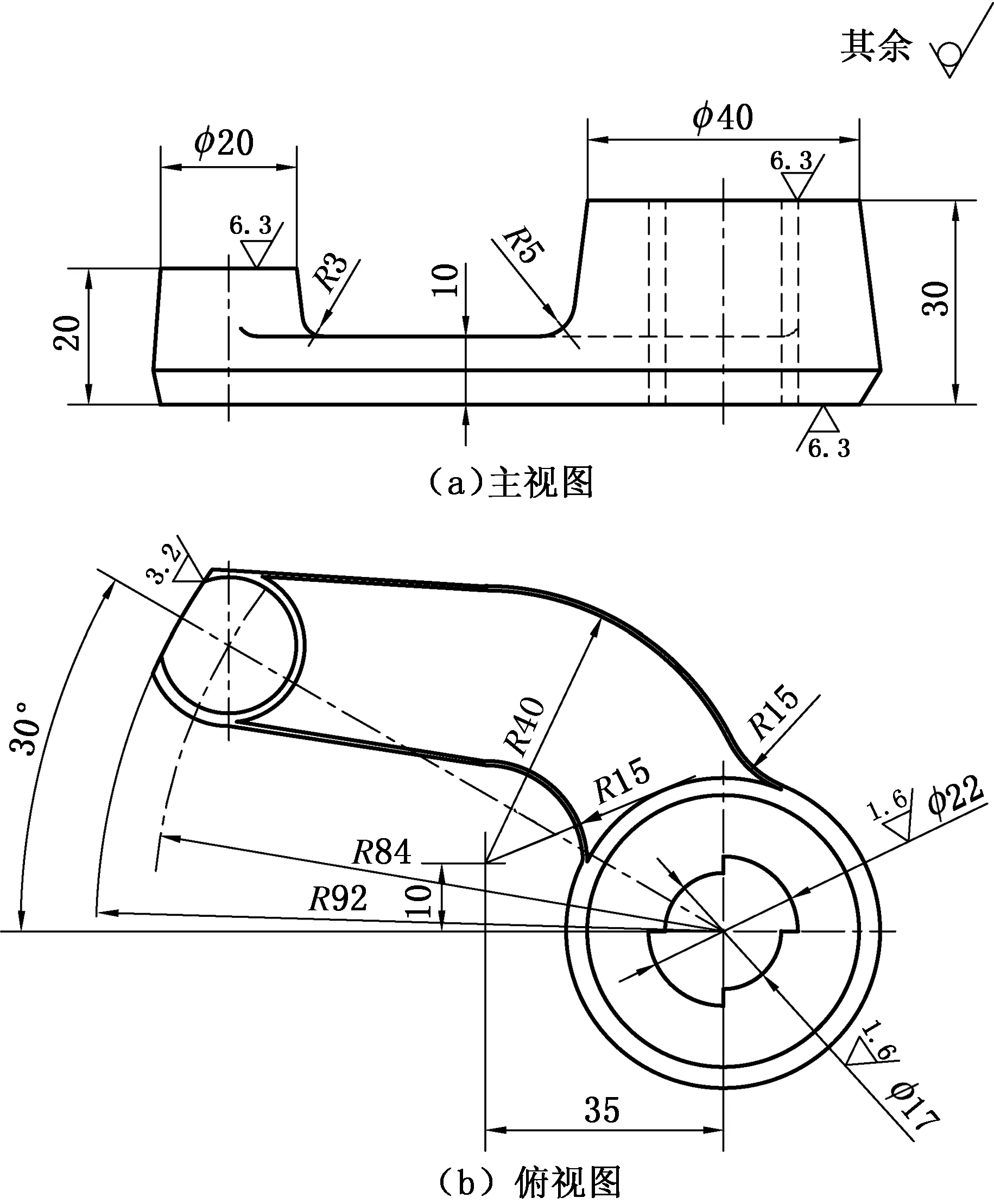
圖1 曲臂零件圖(單位:mm)
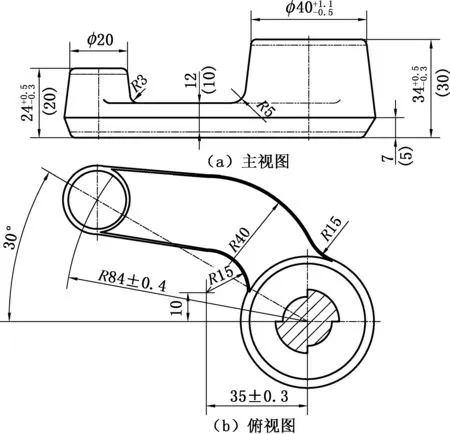
圖2 曲臂鍛件圖(單位:mm)
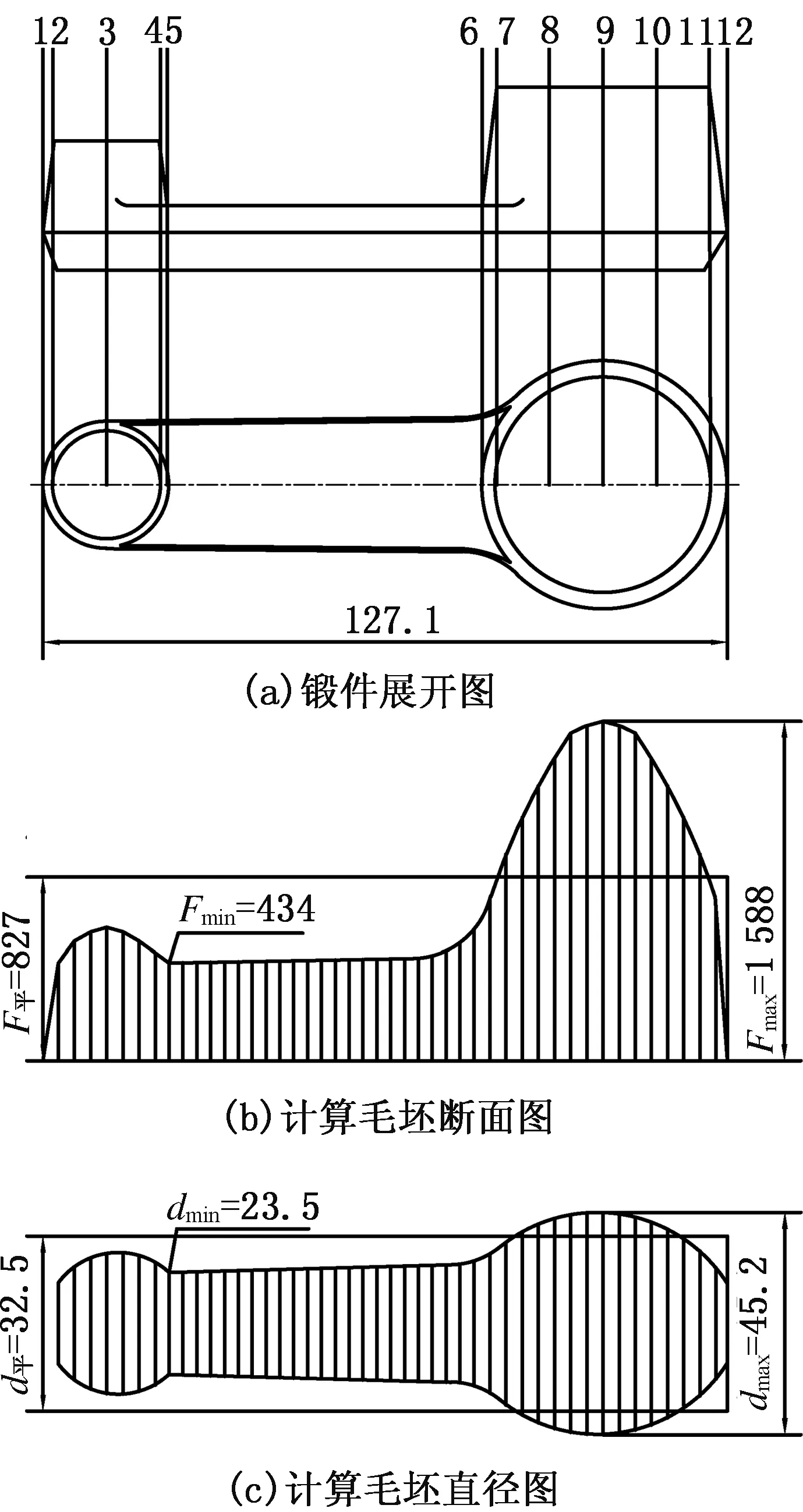
圖3 曲臂展開圖(單位:mm)
用CAD軟件測量圖3曲臂展開圖得到:V計=V坯=100 000 mm3,V計為計算毛坯體積,V坯為坯料體積。
V坯=V鍛+V飛
(1)
式中:V鍛——鍛件體積,76 469 mm3;
V飛——飛邊體積,34 171 mm3。
經(jīng)計算,V坯=110 640 mm3。
將測量結(jié)果和計算結(jié)果綜合考慮,取V計=105 000 mm3。
L計=L鍛(1+0.015)
(2)
式中:L計為計算毛坯長度;L鍛為鍛件長度,125.5 mm。
經(jīng)計算,L計=127.0 mm。
計算毛坯的平均截面積F平=V計/L計=827 mm2。
計算毛坯的平均直徑d平=32.5 mm,計算毛坯的最大直徑d計max=45.2 mm。
金屬流入頭部系數(shù)α=d計max/d平=1.39。
金屬軸向流動系數(shù)β=L計/d平=3.9。
鍛件質(zhì)量G鍛=0.6 kg。
最后根據(jù)制坯繁重系數(shù)α,β,鍛件質(zhì)量查閱長軸類鍛件制坯工步選用圖[5],確定完成該鍛件需要閉式滾擠→彎曲→預(yù)鍛→終鍛4個工步。考慮到鍛件坯料的有效利用,采用一坯兩件調(diào)頭鍛造,這樣可以節(jié)省鉗夾頭材料。最后鍛造的工藝方案采用閉式滾擠→彎曲→預(yù)鍛→終鍛→切斷5個工步完成鍛件的生產(chǎn)。
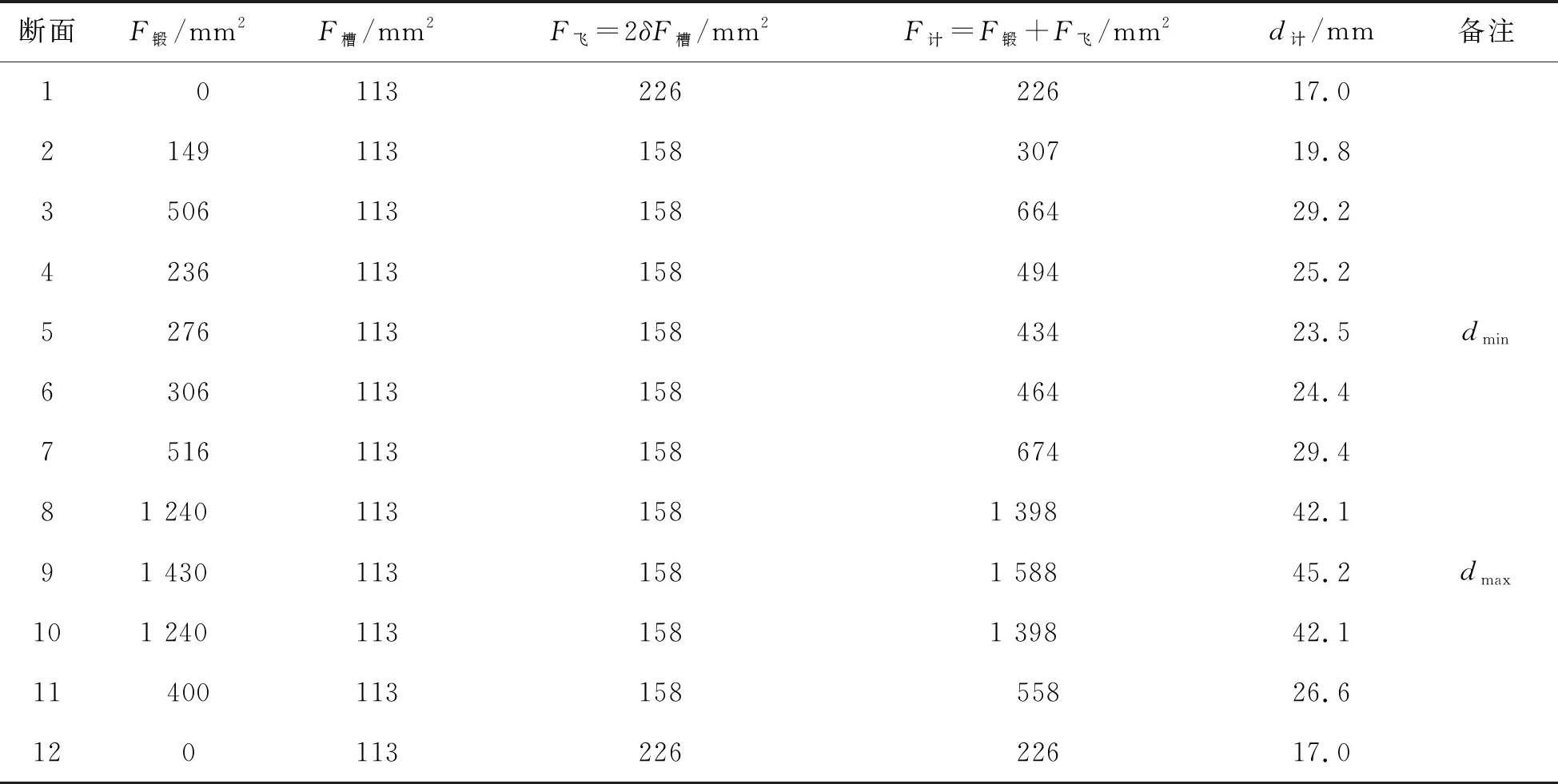
表1 毛坯截面圖及直徑圖計算數(shù)據(jù)
3 曲臂鍛造模具設(shè)計
3.1 曲臂鍛模的結(jié)構(gòu)設(shè)計
模具結(jié)構(gòu)如圖4所示。曲臂鍛模包括上模2和下模1,在上模和下模均設(shè)有燕尾5,用于將模具連接到設(shè)備上,在上、下模加工有起重孔6,目的是在安裝模具過程中方便起吊。在上模和下模上對應(yīng)的排列有:滾擠型槽13、彎曲型槽11、預(yù)鍛型槽12、終鍛型槽9;在上模和下模的一個角部設(shè)有切斷型槽8;滾擠型槽13上模和下模的模腔結(jié)構(gòu)相同,切斷型槽8上模和下模的模腔結(jié)構(gòu)相同,終鍛型槽上模和下模的模腔結(jié)構(gòu)相同,均由終鍛型槽9、飛邊10構(gòu)成,飛邊環(huán)繞在成型型腔的周圍,用來容納多余的金屬。在預(yù)鍛型槽和成型型槽的前部對應(yīng)設(shè)置有鉗口4和鉗口7,終鍛型槽的鉗口4與飛邊倉連接,鉗口4和鉗口7是夾持空間,為了鍛造時取送鍛件,在上模和下模的合模處加工有檢驗角3,作為加工型腔的畫線基準。
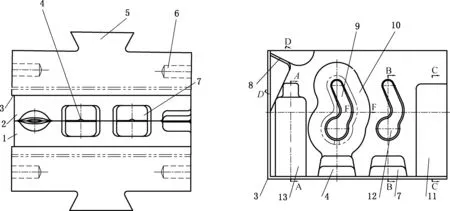
1-下模; 2-上模; 3-檢驗角; 4-鉗口; 5-燕尾; 6-起重孔; 7-鉗口; 8-切斷型槽; 9-終鍛型槽; 10-飛邊; 11-彎曲型槽; 12-預(yù)鍛型槽; 13-滾擠型槽 A-A刻視、B-B刻視、C-C刻視、D-D刻視、F-F刻視、A-A剖視、B-B剖視、C-C剖視、D-D剖視、F-F剖視圖4 模具結(jié)構(gòu)
3.2 終鍛型槽設(shè)計
終鍛型槽依據(jù)熱鍛件進行加工,熱鍛件在冷鍛件的基礎(chǔ)上加上3%的收縮量。熱鍛件如圖5所示。
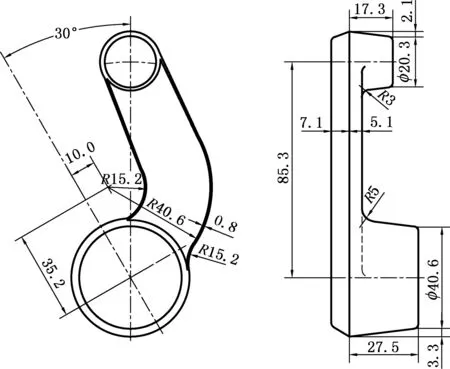
圖5 熱鍛件(單位:mm)
3.3 飛邊槽設(shè)計
飛邊由飛邊橋14和飛邊倉15構(gòu)成,飛邊環(huán)繞在曲臂終鍛型槽的外部,具體尺寸如圖6所示(圖4 F-F剖視)。
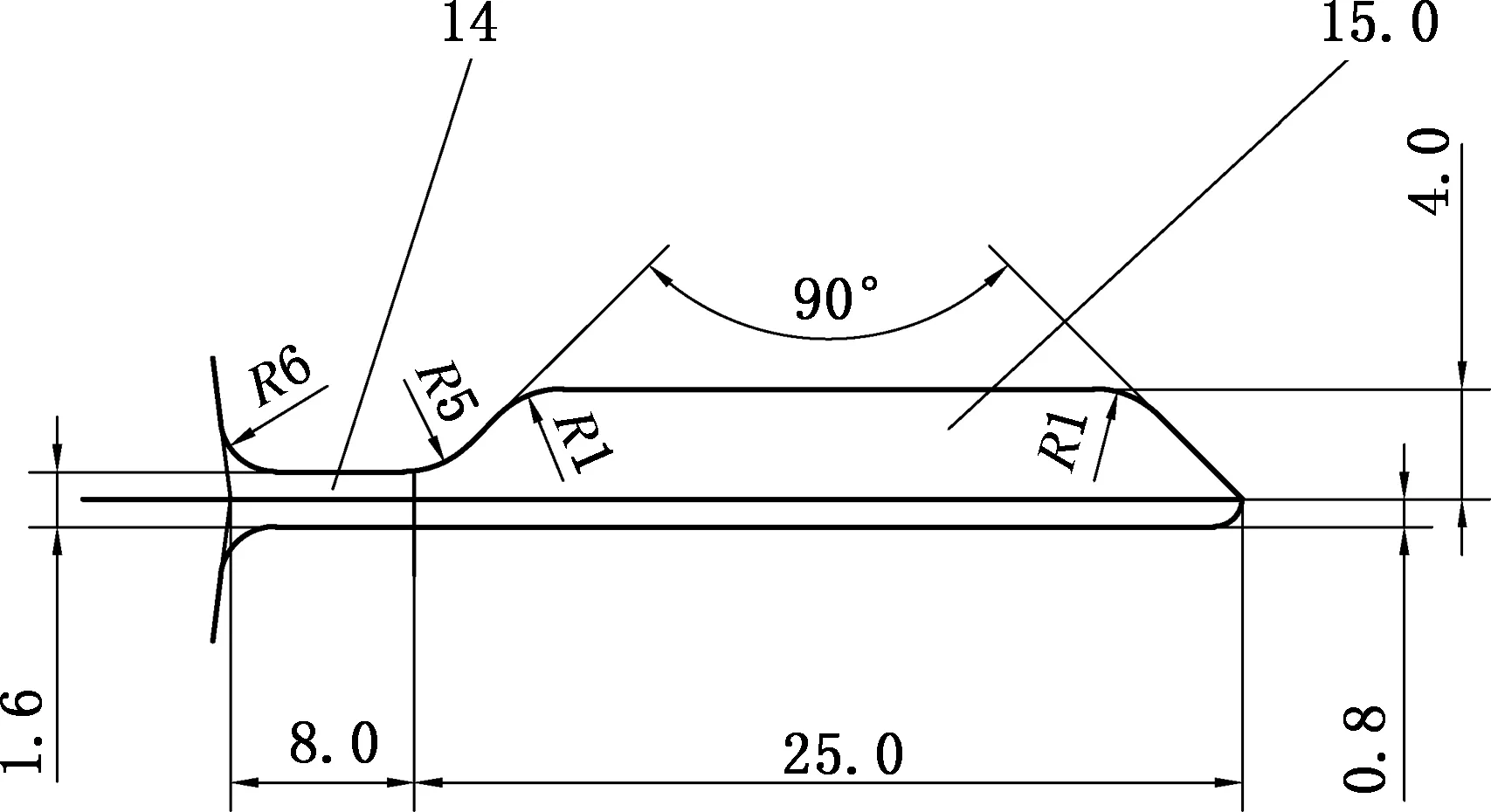
14-飛邊橋 15-飛邊倉圖6 飛邊(單位:mm)
3.4 預(yù)鍛型槽的設(shè)計
預(yù)鍛型槽結(jié)構(gòu)形式與終鍛型槽一樣,無飛邊槽,高度大于終鍛型槽,拔模斜度為10°,圓角半徑大于終鍛型槽,預(yù)鍛型槽如圖7所示(圖4 B-B剖視)。
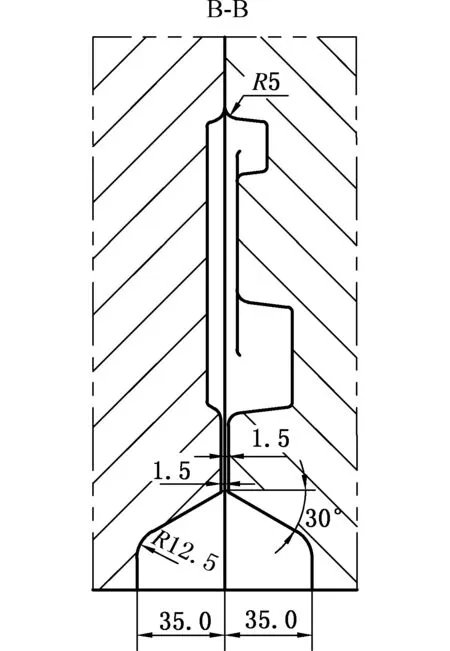
圖7 預(yù)鍛型槽(單位:mm)
3.5 滾壓型槽設(shè)計
根據(jù)展開長度繪制、計算毛坯截面圖及直徑圖,型槽長度L=1 mm+127 mm,中心距L=1.015×90 mm=91.500 mm,型槽高度h簡化為光滑曲線,型槽的尾部尺寸查表[6]確定。最后繪制的滾壓型槽如圖8所示(圖4 A-A剖視)。
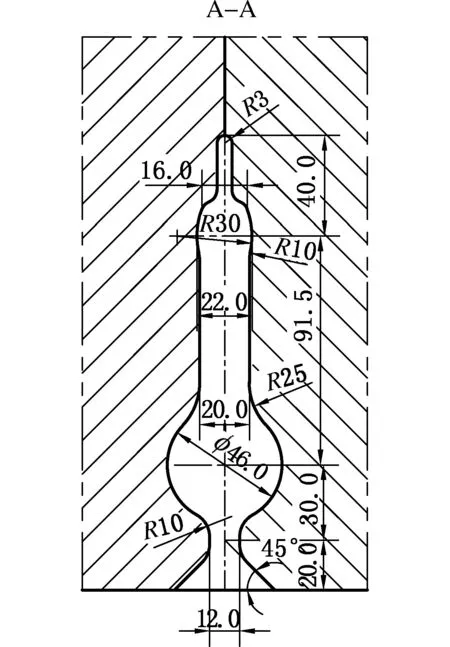
圖8 滾壓型槽(單位:mm)
3.6 彎曲型槽設(shè)計
彎曲型槽由型槽本體和鉗口組成,鉗口尺寸與滾擠型槽鉗口尺寸相同,為了簡化模具制造 ,決定使上模突出部位不進入下模。故將整個型槽由分模面位置上移4 mm。為了使彎曲后的毛坯翻轉(zhuǎn)90°,放入預(yù)鍛型槽而成為鐓粗成型,彎曲模槽的高度輪廓尺寸應(yīng)比鍛件平面圖上相應(yīng)尺寸減少2~3 mm。最后彎曲型槽如圖9所示(圖4 C-C剖視)。
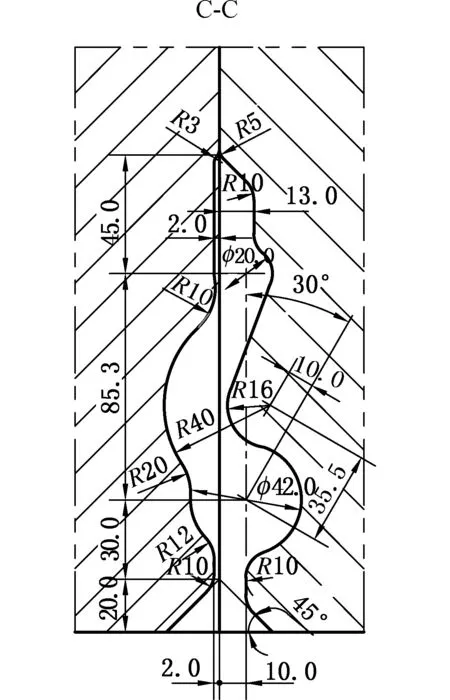
圖9 彎曲型槽(單位:mm)
3.7 切斷型槽設(shè)計
曲臂采用后切刀,由“前后切刀尺寸表”[6]查得:B=50 mm,h=40 mm。設(shè)計的切斷型槽如圖10所示(圖4 D -D剖視)。
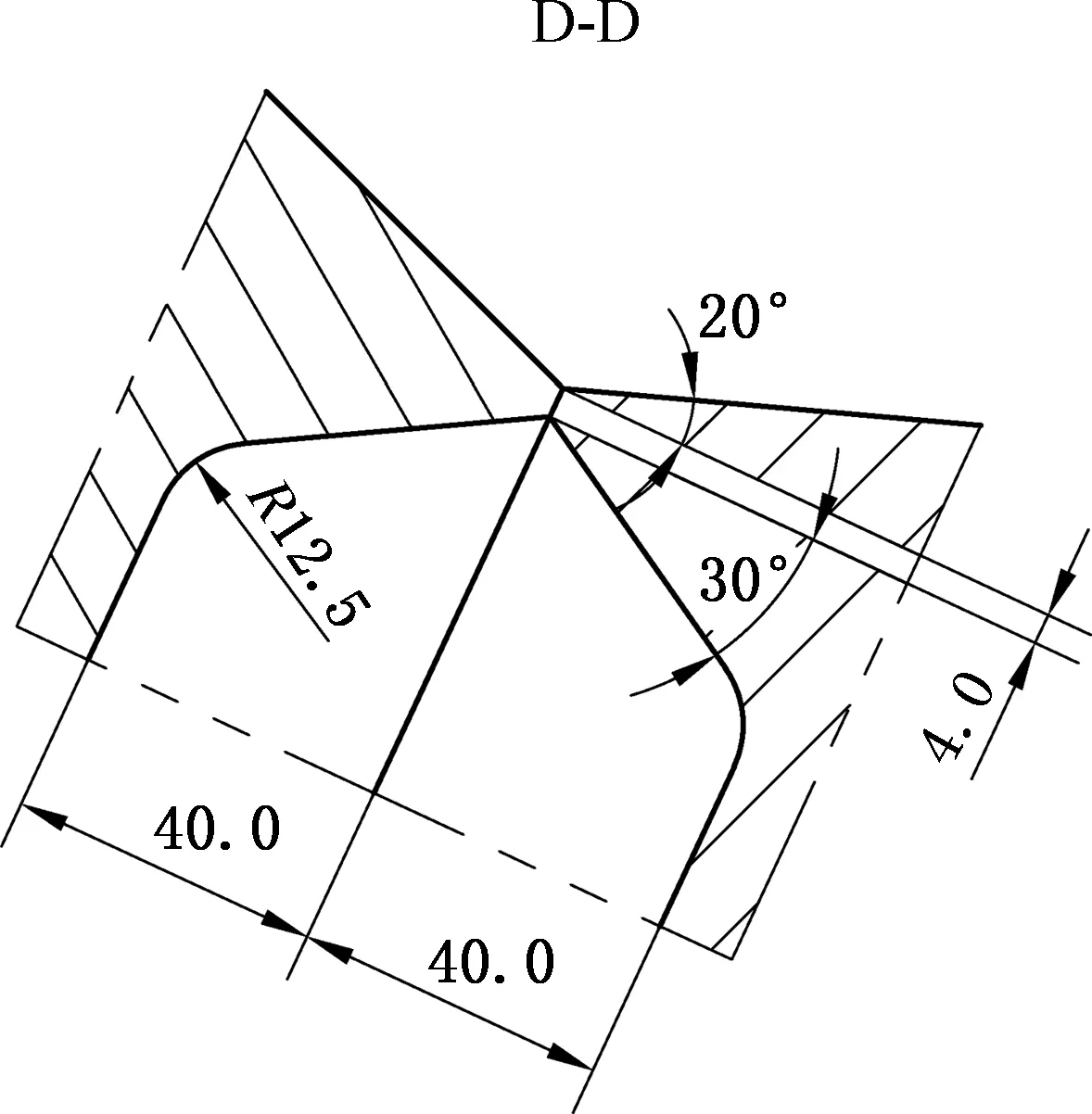
圖10 切斷型槽(單位:mm)
3.8 鍛模材料及加工要求
鍛模選用的材料為5CrMnMo,熱處理硬度45~50 HRC,加工精度取IT9級。
4 結(jié)論
1) 采用模鍛工藝生產(chǎn)曲臂,曲臂的鍛造精度高,鍛件生產(chǎn)效率高,每小時可以生產(chǎn)120個鍛件。
2) 此模具增加了切斷型槽,采用一個坯料生產(chǎn)兩個零件,每個零件節(jié)省一個鉗夾頭,這樣每個零件就可以節(jié)省20%的原材料,使鍛件的成本降低了15個百分點。
3) 此模具沒有設(shè)計單獨的定位機構(gòu),上、下模利用彎曲型槽定位,減小了模具的尺寸,模具質(zhì)量是有定位機構(gòu)的80%,降低了模具的成本。
