淺談機床電氣控制線路檢修流程
2021-04-12 01:44:40臺州技師學院郭靈波
電子世界 2021年5期
臺州技師學院(籌) 郭靈波
機床電氣控制線路的檢修是《電動機繼電控制線路安裝與檢修》一體化課程中的重要學習任務。本文呢結合自身企業實踐經驗和對機床電氣控制線路維修的認識,制定機床電氣線路檢修的檢修流程,為該課進行一體化教學提供參考,使學生掌握檢修方法、檢修步驟,從而提高學生規范作業能力。
在《電動機繼電控制線路安裝與檢修》一體化課程的學習任務中,機床電氣控制線路的檢修是重點學習任務。由于現在企業對員工的規范作業越來越重視,制定科學合理的檢修流程,實施標準化作業,可以在機床電氣控制線路檢修中有效地規范檢修行為,對保證學生作業安全,杜絕在實操檢修過程中的習慣性違規,提高學習效率都會起到重要作用,從而使學生在學校里就養成按規作業的良好習慣。下面以Z3040型搖臂鉆床為例談談機床電氣控制線路檢修的流程。其檢修流程圖如圖1所示。
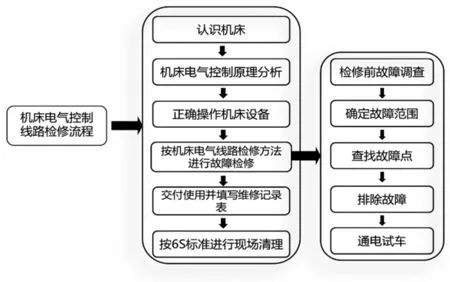
圖1 機床電氣控制線路檢修流程圖
1 認識機床
(1)熟悉Z3040型搖臂鉆床組成結構。了解鉆床在鉆削加工時,主軸箱、搖臂、外立柱是如何進行夾緊動作的。
(2)分析Z3040型搖臂鉆床的主要運動形式及控制要求。學生對運動形式和控制要求的分析有利于對Z3040型搖臂鉆床電氣原理圖的理解。
2 機床電氣控制原理圖分析
在機床設備出現電氣故障時,必須要求維修人員準確、快速地排除故障,保障生產的順利進行。如何做到準確、快速地排除設備電氣故障,首先,要掌握機床設備的電氣工作原理(Z3040型搖臂鉆床電氣原理圖,如圖2)。但機床電氣線路比一般的電氣控制線路都要復雜,因此在識讀機床電氣線路原理圖時,需讓學生掌握以下三點機床電氣線路圖制圖的特點:(1)按電路功能將電路圖劃分成幾個區域并標注其名稱,稱為功能區域名稱,如圖2最上方區域;(2)圖區的劃分是按電氣原理圖的支路、回路進行劃分,如圖2最下方區域;(3)電氣元件觸頭(接觸器、時間繼電器等)所在的圖區,需在元件線圈的文字符號下面標注,如圖2控制線路最下方區域。然后,將電路分成主電路、控制電路、照明與信號電路三個部分;其中,控制電路又可分成主軸控制、搖臂升降控制及主軸箱立柱夾緊與松開控制。將復雜的電氣原理圖進行分解,采取“化整為零”的方法進行線路工作原理分析。
3 正確操作機床設備
進行機床電氣控制線路檢修之前要觀察故障現象,為了能正確觀察故障現象,必須要學會正確操作機床設備。如對Z3040搖臂鉆床模擬排故實訓設備進行操作(電路如圖2),其操作步驟如下:
(1)照明燈開關:旋鈕開關SA開(關)→EL亮(滅)。
(2)主軸電機啟停:按下SB2→KM1吸合→M1運行、主軸運行指示燈亮;按下SB1→KM1斷開→M1停止、主軸運行指示燈滅。
(3)冷卻泵電機啟停:合上(斷開)QS2→冷卻泵電機M4運行(停止)。
(4)搖臂上升:SQ3壓合→按下SB3→KT得電,KM4吸合,YA得電→液壓泵電機M3正轉→搖臂松開,SQ3釋放→搖臂松開到位,SQ2壓合→KM4斷開,液壓泵電機M3停止(搖臂松開結束)→KM2吸合,搖臂升降電機M2正轉(搖臂上升)→搖臂上升到位,松開SB3→KT斷電,KM2斷開(搖臂升降電機M2停止)→經過KT 3S延時→KM5吸合(YA一直得電)→液壓泵電機M3反轉→搖臂夾緊,SQ2釋放→搖臂夾緊到位,SQ3壓合→KM5斷開,YA失電→液壓泵電機M3停止,搖臂上升結束。
(5)搖臂下降:SQ3壓合→按下SB4→KT得電,KM4吸合,YA得電→液壓泵電機M3正轉→搖臂松開,SQ3釋放→搖臂松開到位,SQ2壓合→KM4斷開,液壓泵電機M3停止(搖臂松開結束)→KM3吸合,搖臂升降電機M2反轉(搖臂下降)→搖臂下降到位,松開SB4→KT斷電,KM3斷開(搖臂升降電機M2停止)→經過KT 3S延時→KM5吸合(YA一直得電)→液壓泵電機M3反轉→搖臂夾緊,SQ2釋放→搖臂夾緊到位,SQ3壓合→KM5斷開,YA失電→液壓泵電機M3停止,搖臂下降結束。
(6)主軸箱和立柱松開與夾緊:按下SB5→KM4吸合→液壓泵電機M3正轉 (主軸箱和立柱松開)→松開SB5,M3停止;按下SB6→KM5吸合→液壓泵電機M3反轉(主軸箱和立柱夾緊)→松開SB6,M3停止。
4 按機床電氣線路檢修方法進行故障檢修
電氣故障發生后,維修人員必須能夠采用正確的檢修步驟和方法,找出故障點并排除故障,保障設備的正常運行。
電氣故障檢修的五個步驟如下:
(1)檢修前故障調查。機床電氣設備發生故障后,在檢修前應通過問、看、聽、摸、聞來了解電氣故障現象,決不允許一到現場就動手檢修。實踐檢修中,電氣故障現象是多種多樣的。例如同一類故障的故障現象可能不一定相同,不同類故障的故障現象可能是相同,這就給查找故障帶來復雜性。但是,故障現象是電氣故障檢修的第一步,若故障現象未觀察仔細可能會導致故障范圍判斷錯誤,從而無法找出故障點。因此要仔細觀察、認真分析故障現象,從中找出故障發生的部位。在模擬排故實訓設備上進行模擬排故操作時,檢修前的故障調查主要是通過操作排故設備,觀察故障現象。如圖2,按下主軸啟動按鈕SB2,主軸電機不啟動,交流接觸器KM1不吸合,主軸箱和立柱的松開和夾緊動作正常。
(2)確定故障范圍。根據機床電氣原理圖和故障現象,采用邏輯分析法來確定最小故障范圍。由于主軸箱和立柱的松開和夾緊動作正常,故最小故障范圍為SB1常閉觸點2號線→3號線→4號線→5號線→FR1的0號線,存在斷點。
(3)查找故障點。查找故障點常用的方法有電壓測量法、電阻測量法兩種。電壓測量法是用數字萬用表交流電壓擋(AC750V)對如圖2中的0-2、0-3、0-4(測量時由1人按下SB2)、0-5(測量時由1人按下SB2)進行測量,根據測量結果進行分析,找出故障點。電阻法是把萬用表的轉換開關置于蜂鳴擋上,然后逐段測量相鄰點2-3、3-4(測量時由1人按下SB1)、4-5、5-0之間的通斷,根據測量結果進行分析,找出故障點。在實際機床線路檢修中,這兩種測量方法往往是交替使用,從而達到快速、準確地找到故障點。
(4)排除故障。找到故障點后,在進行故障修復時,為了以后的維修需盡量做到“復原”修復。如更換新的電器元件要使用同品牌、同規格、同型號的器件并進行性能檢測,確認性能完好方可替換。
在模擬排故設備上,故障修復的方式根據故障設置的方式不同,可分為撥碼修復和操作屏上輸入故障點的代碼修復。
(5)通電試車。驗證設備故障是否已修復,最直接、最有效的方法就是通電試車。但在通電試車過程中,必須嚴格遵守安全操作規程,熟悉機床設備的操作步驟,不得隨意觸及帶電部位;必須注意人身和設備的安全。在測試的過程中要隨時做好切斷電源的準備,防止發生異常情況,擴大故障損壞設備。
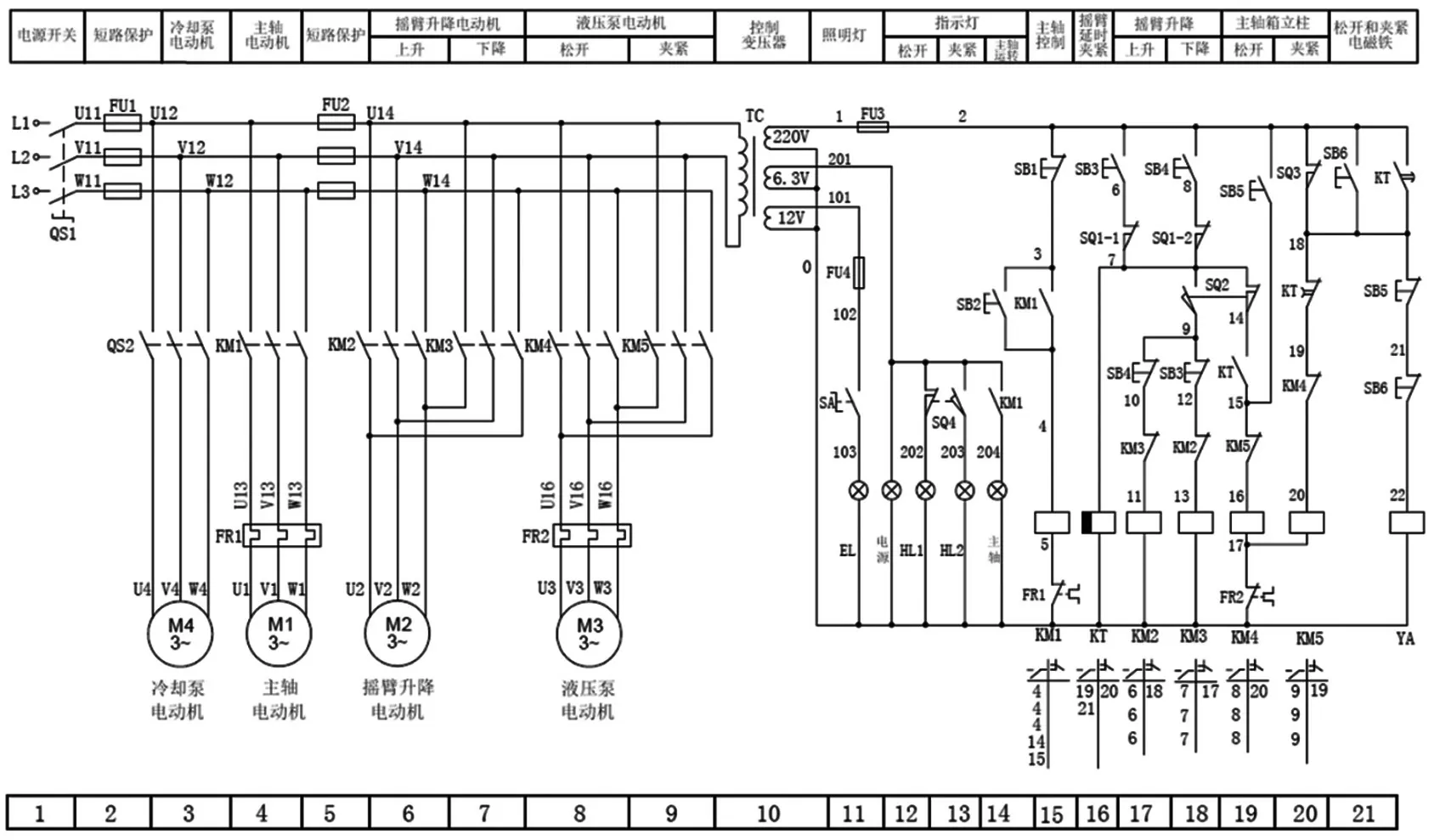
圖2 Z3040型搖臂鉆床電氣原理圖
5 交付使用并填寫維修記錄表
故障設備修復后,要及時告知報修人員進行設備驗收并填寫驗收單。維修人員要及時填寫維修記錄表,維修記錄表如同病人的病歷,可供后續產生故障后提供借鑒,也能供廠方進行產品改進;同時也是對維修人員進行績效考核的重要依據,可以解決維修人員之間互相扯皮現象,促使維修人員加快維修速度。
6 按6S標準進行現場清理
6S管理能改善和提升企業形象,提高生產效率、減少設備故障率、保障產品品質、保證企業安全生產、降低生產成本,還能營造良好的工作氛圍提升員工歸屬感。
結束語:本文是關于機床電氣控制線路檢修流程的研究。在理實一體教學中,要嚴格要求學生按照機床電氣控制線路檢修流程進行故障檢修,掌握檢修流程為后期工作中能及時維修做準備。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
通信電源技術(2018年5期)2018-08-23 01:16:18
電子制作(2018年2期)2018-04-18 07:13:37
電子制作(2017年19期)2017-02-02 07:08:54
山東工業技術(2016年15期)2016-12-01 05:31:49
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39