一種基于多工序協(xié)同的型線位置度綜合誤差控制加工方法研究
2021-04-17 02:56:10熊小聰李啟元王龍清劉波周云波胥家良包興進董強
東方汽輪機 2021年1期
關鍵詞:檢測
熊小聰 李啟元 王龍清 劉波 周云波 胥家良 包興進 董強
(東方電氣集團東方汽輪機有限公司, 四川 德陽, 618000)
0 前言
1 400 mm 長度等級的鈦合金葉片(以下簡稱葉片A) 是公司為提高市場競爭力, 自主研發(fā)的百萬機組末級超長葉片。 該葉片運用于某1 000 MW 等級超超臨界二次再熱機組, 是目前國內最長的用于火電機組的全轉速鈦合金葉片。 葉片為“樅樹型葉根、 整體凸臺、 整體CCB 圍帶” 結構(見圖1), 葉身細長, 整體剛性弱, 制造過程中葉身型面極易產生較大變形。 因該葉片材料特殊,采用機械校形來滿足型面位置度設計要求的方式已不適用, 需通過研究新工藝方法保證產品加工質量。

圖1 葉片結構示意圖
1 優(yōu)化補償加工方法研究
1.1 方案可行性分析
樅樹形葉片以葉根榫齒作為基準進行裝配(見圖2), 葉片制造時型面檢測基準應同裝配基準一致。 葉片機械加工時采用“先汽道后葉根” 加工方案[1](見圖3), 當葉根榫齒加工前物料處于充分變形狀態(tài)時通過調整葉根加工方法實現(xiàn)產品最終狀態(tài)型面位置度優(yōu)化調整。

圖2 葉片裝配

圖3 “先汽道后葉根” 葉片加工
葉片未加工葉根榫齒前, 以葉根背平面、 葉根出汽側面及端面缺口作為檢測基準(見圖4), 根據(jù)3-2-1 原則建立檢測坐標系, 獲取葉片各截面型面位置數(shù)據(jù)。 葉根背平面、 葉根出汽側面的矢量方面決定檢測坐標系的方向, 實際檢測坐標系將決定各截面位置檢測數(shù)據(jù), 故通過調整構建實測坐標系平面的空間位置可以使截面檢測結果發(fā)生改變。 葉身榫齒以葉根背平面、 葉根出汽側面為定位進行加工, 加工完成后以葉根榫齒建立的實測坐標系同葉根背面、 葉根出汽側面構建的坐標系理論上一致, 故通過調整葉根加工可調整葉片最終型面位置度。
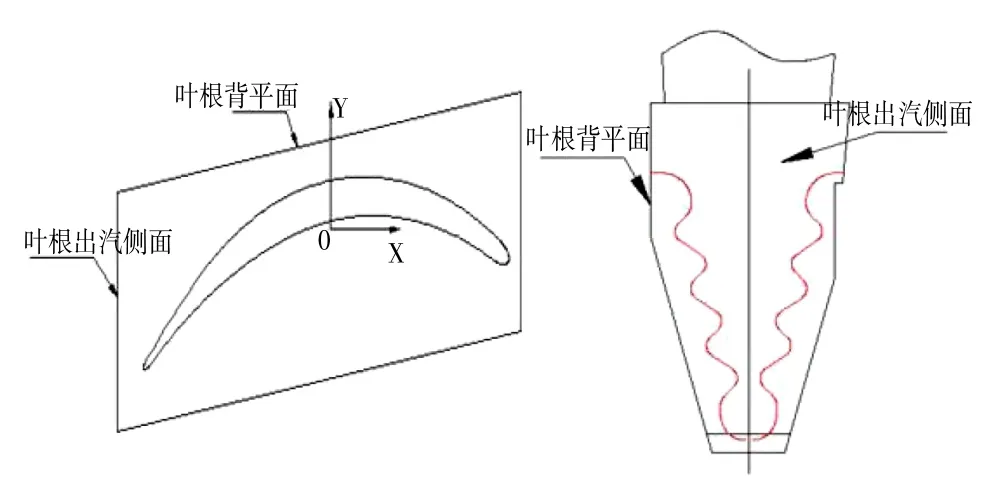
圖4 三坐標檢測基準
1.2 綜合誤差控制算法
物料經(jīng)三坐標檢測后, 可得到各截面型面偏移數(shù)據(jù)STACK X 和STACK Y(見圖5), 將截面高度和X 向偏移量STACK X 組成坐標點集, 將截面高度和Y 向偏移量STACK Y 組成坐標點集。 當是一個N點的集合, 其中橫坐標{xk, }是確定時可以求得滿足均方根誤差E2(f)最小的擬合曲線y=Ax,+B【2】。 通過分別求取X 向和Y 向的最小二乘擬合曲線, 根據(jù)直線斜率A 推算葉根加工時葉根背平面、 葉根出汽側面與原始狀態(tài)的角度差異, 定制葉根加工調整方案。
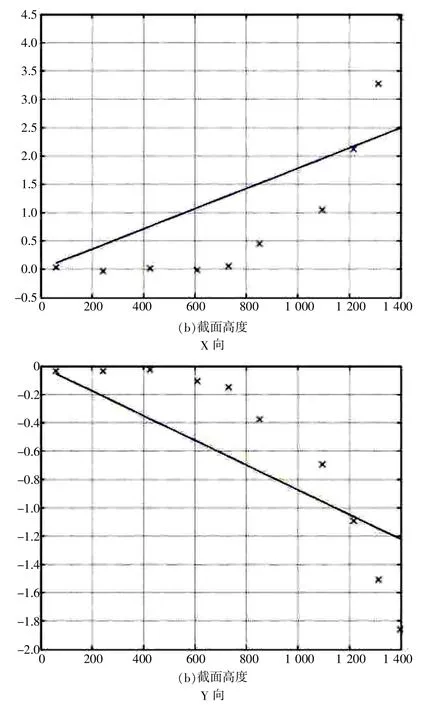
圖5 最小二乘擬合曲線
最小二乘擬合直線方程:Y=AX+B, 誤差函數(shù)(見圖6)為:

分別對A,B求偏導并置零, 求取關于A,B的線性方程組:
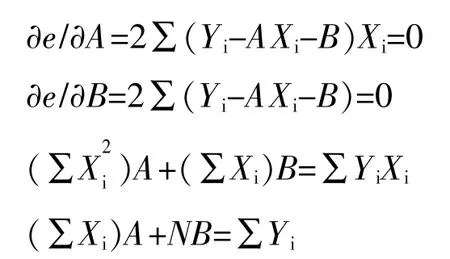
1 450 mm 葉片加工時, 采用的擬合直線曲線為y=ax, 故線性方程組為:
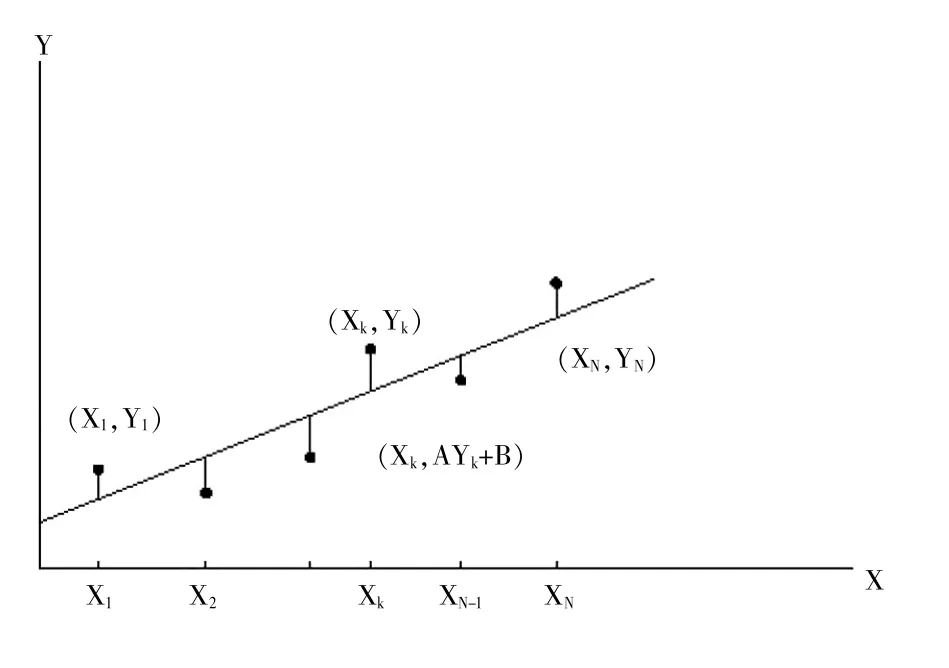
圖6 點(Xk,Yk)與最小二乘擬合直線Y=AX+B 的離差距離
利用MATLAB 編程實現(xiàn)單只葉片已知點集坐標的擬合直線方程y=ax求解, 獲取加工所需的傾斜度a。
2 實施方案
2.1 三坐標數(shù)據(jù)提取與擬合曲線求解
利用Blade 分析軟件將三坐標檢測結果導出為*.CSV 格式輸出, 數(shù)據(jù)中包含型線位置度、 輪廓度、 最大厚度等檢測數(shù)據(jù); 基于EXCEL 平臺開發(fā)“三坐標檢測結果趨勢分析” 軟件, 對*.CSV 格式文件進行自動讀取, 以表格的形式對數(shù)據(jù)匯總、分析, 并可實現(xiàn)結果是否符合設計標準的自動判斷及合格率分析, 快速生成曲線擬合所需點集的數(shù)據(jù)文件。 基于MATLAB 平臺開發(fā)基于最小二乘擬合曲線解析算法, 求解每只葉片的X、 Y 向擬合曲線; 利用EXCEL 表格公式計算功能對結果進行二次評估及明確現(xiàn)場加工調整方案。 構建基礎數(shù)據(jù)統(tǒng)計、 分析、 優(yōu)化計算、 調整數(shù)據(jù)復核的數(shù)據(jù)處理流程, 如圖7 所示。
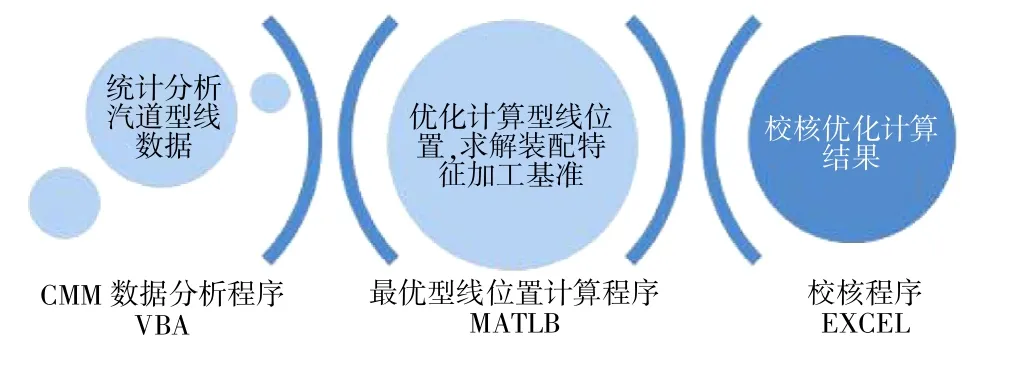
圖7 數(shù)據(jù)處理流程
2.1 工藝方案
葉根齒形以葉根中間體背平面、 葉根出汽側面定位進行加工, 因型線位置調整涉及X、 Y 兩個方向, 故通過臥加設備實施定制的葉根兩側加工方案來實現(xiàn)對X 向截面位置度的調整, 通過磨床設備調整加工時葉根背平面的角度來實現(xiàn)Y 方向截面位置度的調整。 經(jīng)兩側加工和齒形磨削工序協(xié)同, 最終實現(xiàn)型線位置度綜合誤差控制的加工調整。
以葉根背平面為主定位進行裝夾(見圖8), 加工前對葉根出汽側面進行找正后整體旋轉擬合分析角度進行兩側面加工, 達到調整檢測坐標系X向矢量偏差的目的。 加工后對葉片型面進行再次三坐標檢測, 結果顯示: 截面X 位置度數(shù)據(jù)得到明顯改善并與預測結果比較相近(見圖9), 具有實施的可行性。 磨削榫齒型線時可采用類似方法對Y 方向截面位置度進行調整。
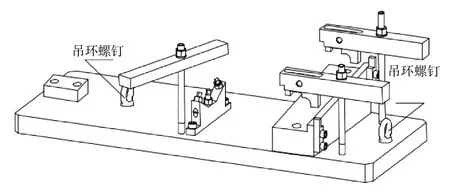
圖8 葉根側面加工夾具方案
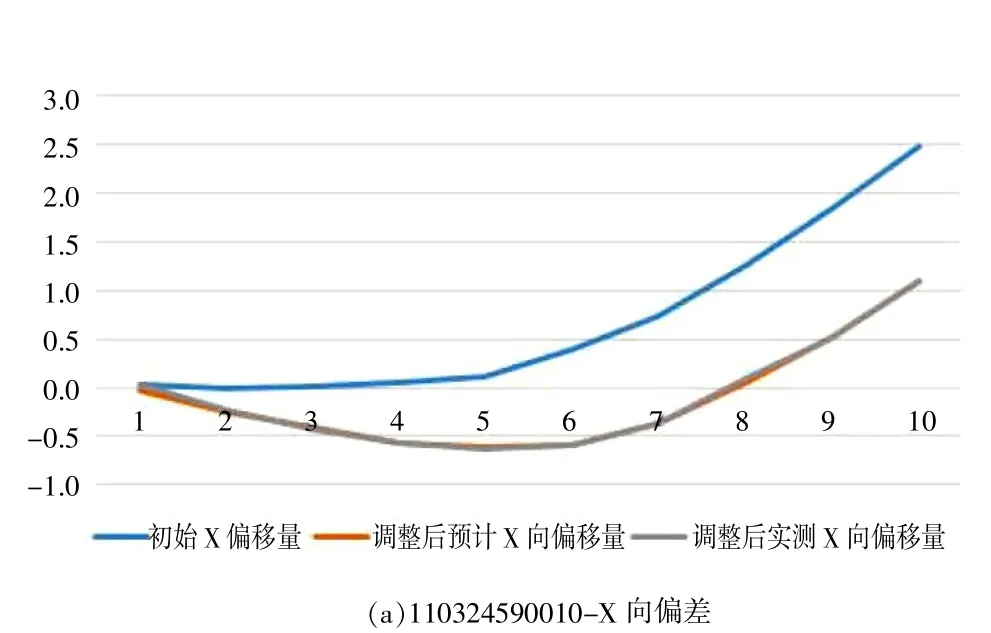
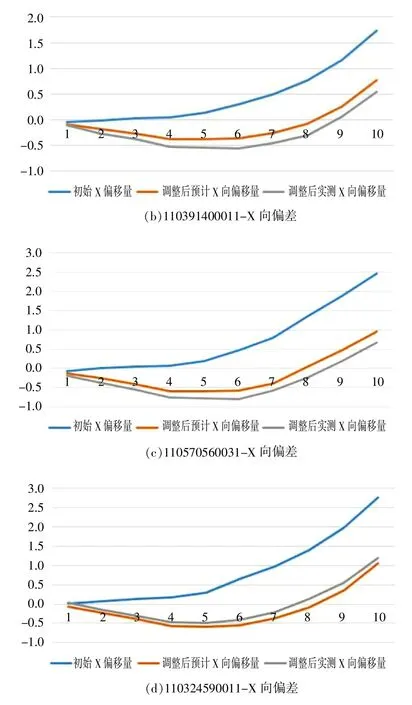
圖9 X 向偏差調整結果
3 結論
通過實施基于多工序協(xié)同的型線位置度綜合誤差控制加工方法, 已加工的400 多件1 400 mm長度等級的鈦合金葉片型線位置度均符合產品設計標準要求。 該加工方法在特定條件下可以避免采用傳統(tǒng)機械校形, 改善葉片型線位置度的同時讓葉片本體應力水平更加均勻, 有利于避免應力腐蝕導致的葉片開裂。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:36
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:34
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:50
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:48