搗固焦爐推焦車推焦桿在線校正對策
2021-04-20 03:37:34陳立京
鞍鋼技術 2021年2期
陳立京
(攀鋼集團攀枝花鋼釩有限公司,四川 攀枝花 617000)
攀鋼集團攀枝花鋼釩有限公司(以下簡稱“攀鋼”)煉鐵廠投建了新3、45.5 m搗固焦爐。搗固推焦車是搗固焦爐的主要生產設備,工作于焦爐機側,用來推出炭化室內成熟的焦炭,推焦前后啟閉機側爐門,清掃機側爐門、爐門框和處理頭尾焦。其推焦桿前端選用20 g耐高溫壓力容器材料,該材質具有高溫性能好的優點,后端采用Q235B材料。推焦桿經過多次推焦,經受急劇加熱和降溫、推焦阻力的交替作用以及推焦桿自重的作用,導致推焦桿產生上拱、旁彎等彎曲變形。隨著攀鋼煉鐵廠新3、4搗固焦爐面臨的保產任務日益加重,推焦車推焦桿存在的問題成為了制約搗固焦爐達產達效的關鍵。本文介紹了攀鋼煉鐵廠3、4焦爐推焦車推焦桿的運行現狀,分析了存在的問題和原因,并提出推焦桿在線校正對策,實施后效果良好。
1 推焦桿運行現狀及存在問題分析
1.1 運行現狀
攀鋼煉鐵廠新3、4搗固焦爐推焦車推焦桿總長為31 000 mm,高度為1 019 mm,寬度為380 mm,重量為34 377 kg,推焦桿頭高5 945 mm,寬度380 mm,重量為11 388 kg。推焦桿處于推焦車體中間部位,由推焦桿頭、推焦桿主體、推焦桿活動尾等組成。推焦桿主體示意圖見圖1。

圖1 推焦桿主體示意圖Fig.1 Sketch Map for Main Body of Coke Pushing Arm
搗固焦爐推焦車推焦桿用于將炙熱的焦炭從炭化室(溫度約為1 300℃)內推出至露天環境,使用環境溫度變化大。搗固焦爐每天生產焦炭132爐,實行白、中、夜三班連續生產。按單爐作業時間20 min計算,每天兩套焦爐車輛需連續作業22 h,剩余2 h為生產檢修時間,根據生產組織均分到三個班,每班生產檢修時間僅有40 min,時間短,檢修困難。
1.2 存在問題及原因分析
1.2.1 推焦桿受熱不均,推焦困難
(1)推焦桿長期在高溫環境下工作,極易產生熱變形,導致上拱量增加。
(2)推焦桿退出炭化室后,局部地方接觸冷空氣發生急劇降溫,導致推焦桿局部變形。
(3)推焦桿發生變形后繼續使用,齒條與齒輪之間的嚙合間隙在全長上不一致,導致變形加重。
(4)操作原因導致推焦桿在爐膛高溫環境下的時間過長。
1.2.2 齒輪裝配精度問題
(1)主動齒輪裝置在安裝過程中,由于受鋼結構在制造過程中變形的影響,安裝機座標高產生一定誤差,造成推焦桿前托輪與主動齒輪和推焦桿齒條的齒面產生接觸誤差,齒輪接觸不良,造成齒面局部磨損加劇,影響推焦桿使用壽命。
(2)由于推焦桿齒條與主動齒輪副中心距偏差、齒側間隙降低,接觸精度不好,嚙合質量降低,造成推焦桿振動、跑偏、齒條斷裂。
1.2.3 推焦桿齒條軸承受力不均
(1)推焦桿在啟動至爐前認定位置之間來回沖擊,使3至4節齒條來回受到沖擊、撞擊,齒條產生接頭變形、鉚釘拉長、齒條上翹,造成推焦桿上拱、旁彎,齒條斷裂。
(2)推焦桿主動輪裝置兩側擋輪軸承采用深溝球軸承,不能自動調心,在使用過程中由于溫度較高,潤滑油易干,同時受力較大,導致軸承損壞,起不到調節作用。推焦桿在運行過程中受旁彎影響,在拉出及推出過程中,軸承損壞造成擋輪間隙增大,推焦桿偏斜,齒輪嚙合出現偏差。
(3)推焦桿在運行時受熱、受力不均,產生嚴重上拱、旁彎,推焦時震動大,導致推焦桿主動裝置軸承座螺栓松動,使齒輪齒條傳動模數變化大,齒輪嚙合傳動比不穩定。
2 在線校正對策
針對攀鋼煉鐵廠新3、4搗固焦爐推焦車推焦桿上拱、旁彎嚴重的問題,提出了在線校正對策,具體如下。
2.1 檢修架校正法
分別在新3、4搗固焦爐兩側爐頭檢修段場地,采用4根14槽鋼為一組,將每組槽鋼相互連接作為推焦桿檢修架。推焦桿在線檢修架正、側視圖見圖2。推焦桿托架按照推焦三角架的標高制作安裝,達到支撐固定推焦桿的作用。壓頂支撐架,支撐千斤頂,采用壓頂將推焦桿反向頂過平直位置的方法,達到校正推焦桿旁彎的目的。門形框拉桿由30工字鋼制作而成,支撐千斤頂,采用壓頂將推焦桿反向頂過平直位置的方法,達到校正推焦桿上拱的目的。
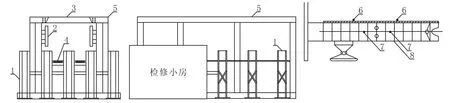
圖2 推焦桿在線檢修架正、側視圖Fig.2 Front View and Side Elevation of On-line Maintenance Racks for Coke Pushing Arm
2.2 火焰校正法
對推焦桿的變形校正最有效的方法為火焰校正法。將推焦桿伸出至檢修架,利用鋼線全段和分段測量推焦桿下彎數據。找出最大彎弧數值和各分點彎弧數值,并在推焦桿上標記需要校正的部位。鋼線固定在推焦桿下沿,以觀察和檢測推焦桿校正時和校正后的變形恢復情況。根據推焦桿的下彎和旁彎的部位,用千斤頂支撐著力,然后采用手持焊炬、同時對推焦桿的彎曲部位進行加熱,見圖3。當溫度達到400~600℃時,邊加熱邊逐漸增加千斤頂的力量,并觀察和測量推焦桿的變形情況,直至推焦桿的變形恢復到正常狀態,并且上翹10 mm左右為最佳。上拱和旁彎校正示意圖見圖4。利用火焰校正法方法校正推焦桿可以很好的控制推焦桿的變形部位,使彎曲部位的金屬組織處于金屬相變溫度以下,同時延伸性得以加強,有效防止冷校時變形部位難以控制和校正應力較大的情況,同時還可以消除推焦桿上拱及旁彎時產生的拉壓應力。
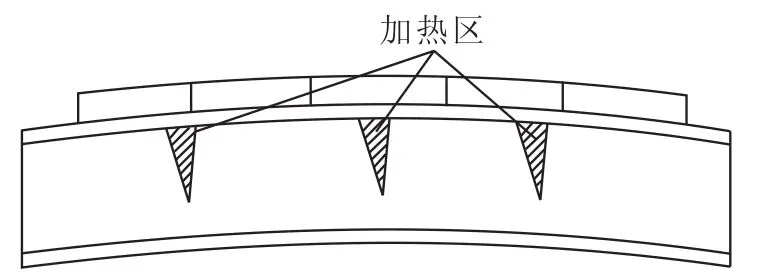
圖3 火焰加熱示意圖Fig.3 Sketch Map for Flame Heating

圖4 上拱和旁彎校正示意圖Fig.4 Correction Sketch Map for Upwarp and Sidewise Bending
2.3 腹板加筋板固定法
為保持通過壓頂和火焰校正后推焦桿的狀態,不僅要恢復原加強筋板,而且要對推焦桿凸側進行再加強。通過采用田形加強方式,即橫肋能夠有效防止側彎,保持整個推焦桿在同一豎直面內;立肋能夠有效地使推焦桿保持在同一平面內;下部加短立肋能有效抑制推焦桿上拱和下繞。推焦桿筋板示意圖見圖5。

圖5 推焦桿筋板示意圖Fig.5 Sketch Map for Ribbed Slabs for Coke Pushing Arm
由于焊接加強田形筋板,需對推焦桿焊接部位進行整體消除焊接應力退火,在焊接過程中需用千斤頂對推焦桿進行整體固定,使推焦桿緩慢降溫。
3 實施效果
采取在線校正對策后,在冷態下對推焦桿上拱、旁彎,齒條與大齒輪的頂隙等數據進行了測量,結果見表1。可以看出,實施在線校正后,改善效果明顯,推焦桿運行狀態的穩定性得到了提升,能夠滿足煉焦生產需求。

表1 推焦桿校正前后測量數據Table 1 Measurement Data of Coke Pushing Arm before and after Correction
此次校正過程停機時間控制在24 h以內,相比傳統更換推焦桿需72 h,檢修時間縮短了48 h,按單爐作業時間20 min計算,可多生產焦炭144爐,經濟效益非常可觀,同時減少了停機檢修長時間燜爐對焦爐爐體造成的損害,延長了推焦桿裝置使用壽命。
4 結語
攀鋼集團攀枝花鋼釩有限公司煉鐵廠對新3、4搗固焦爐推焦車推焦桿的運行現狀進行了分析,找出了存在問題和原因,提出了在線校正對策,包括檢修架校正法、火焰校正法和腹板加筋板固定法。實施后有效改善了推焦桿的上拱量、旁彎量和齒條與大齒輪頂隙,提升了推焦桿運行狀態的穩定性,滿足了煉焦生產需求;同時,使檢修時間由72 h縮短至24 h以內,減少了停機檢修長時間燜爐對焦爐爐體造成的損害,延長了推焦桿裝置使用壽命。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
中華詩詞(2020年1期)2020-09-21 09:24:52
當代貴州(2019年41期)2019-12-13 09:28:56
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44