泵體不同心引起的主輸泵卡阻故障分析
2021-04-21 06:14:16鐘龍
設備管理與維修 2021年5期
關鍵詞:測量
鐘 龍
(中國石化銷售股份有限公司華南分公司,廣東廣州 510000)
0 引言
中石化華南成品油管網南丹站2#主輸泵為單級兩端支撐BB1水平中開軸向剖分式離心泵。該離心泵廠家為德國RUHRPUMPEN,型號為ZMI480/03,額定流量996 m3/h,額定揚程245 m,額定效率81%,軸功率691 kW。2019年8月,開展計劃內預防性大修,大修前泵的振動值、溫度值均在正常范圍內,泵運行一切正常。2019年8—10月,該泵連續發生了3次卡阻故障。
(1)2019年8月4日,該泵大修完成后,啟泵運行70 h,期間無異常。8月8日停泵,8月12日輸油站人員盤車,發生卡阻現象。
(2)2019年9月,口環打磨完成后回裝主輸泵。9月12日,泵機組對中過程中,再次發生卡阻現象。
(3)2019年10月11日,回裝完成后啟泵運行390 h,無異常,因工況需要停泵后再次啟動,發生了卡阻現象。
1 故障檢測
1.1 數據檢測
專業人員拆卸南丹2#泵送至維修廠,對泵軸、轉子部件、上泵蓋中開面及流道腔體、下泵殼中開面及流道腔體和兩側軸承箱內圓等關鍵部位進行測量、記錄。
1.1.1 殼體口環損傷情況
葉輪口環、殼體口環在90°~180°(順時針)方向上均有不同程度劃傷,且口環表面留有雜質,如圖1所示。現場測量殼體口環內徑為215.03 mm,葉輪口環外徑為214.52 mm,間隙為0.51 mm,無明顯變形。
1.1.2 舊轉子關鍵部位圓跳動測量
對泵軸進行圓跳動測量、記錄,測量點如圖2所示,檢查發現舊泵軸和葉輪位圓跳動均在公差范圍內,均無明顯彎曲變形,具體測量位置和數據如下:
(1)舊泵軸圓跳動測量(未拆解葉輪、鎖緊螺母),測量值見表1。

圖1 葉輪口環、殼體口環損傷及口環間隙雜質

圖2 舊泵軸測量點
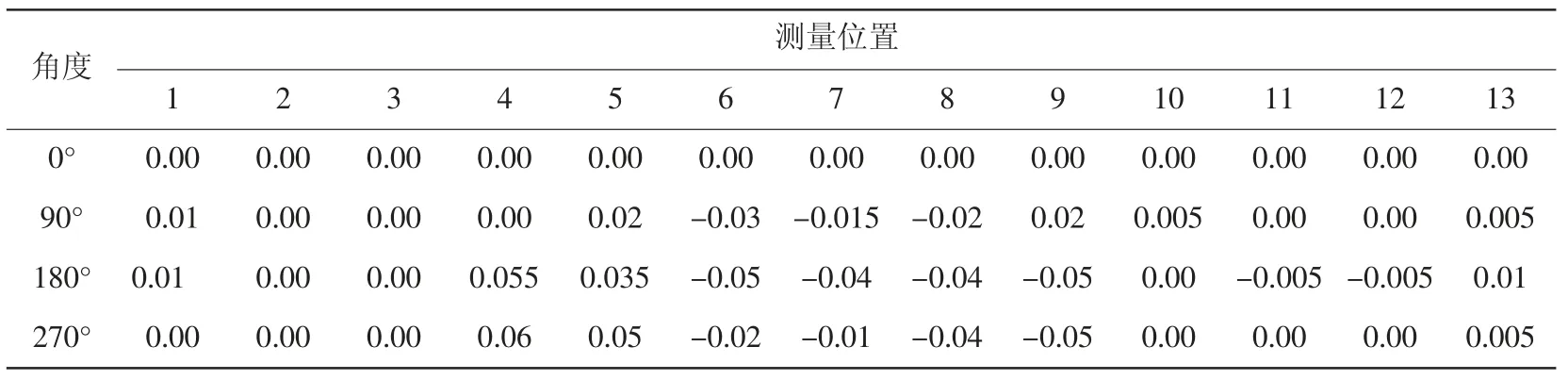
表1 舊泵軸圓軸度跳動測量 mm
(2)舊泵軸葉輪位圓跳動測量(全部拆解),測量值見表2。
1.1.3 中開面平面度測量
為便于基準面找正,將上泵蓋和下泵殼置于數控臥式鏜銑床等設備上進行中開面平面度測量。按圖3~圖5的檢測方法及測量位置對上泵蓋中開面及下泵殼中開面進行測量、記錄,檢驗結果見表3。檢查發現,南丹站2#主輸泵除葉輪腔與殼體口環腔凸臺測量點處明顯偏低近0.48 mm外,其他各點平面度均在±0.05 mm,排除因中開面變形導致泵殼不同心的因素。

表2 舊泵軸葉輪位圓跳動測量 mm

圖3 中開面平面度測試方法
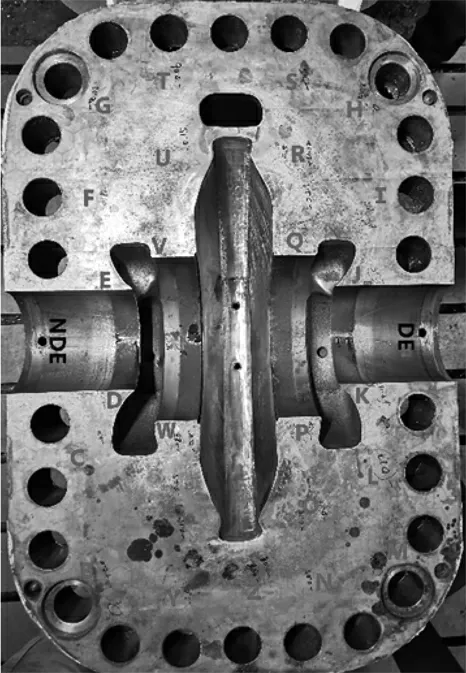
圖4 上泵蓋平面度取點測量

圖5 下泵殼平面度取點測量
1.1.4 上泵蓋和下泵殼關鍵部位同軸度測量
對上泵蓋流道腔體、下泵殼流道腔體和軸承箱軸承安裝孔等關鍵部位進行測量、記錄,檢查發現,南丹站2#主輸泵兩側軸承箱內孔與殼體口環安裝腔同軸度存在偏差,如圖6所示。
(1)上泵蓋同軸度測量。以軸承箱為基準,按照圖7,對上泵蓋在90°、180°和270°等3個角度不同位置處的同軸度進行測量。以非驅動端向驅動端逆時針為基準(0時為0°),測量數據見表4。
(2)下泵殼。以軸承箱為基準,按照圖8,對下泵殼在90°、180°和270°等3個角度不同位置處的同軸度進行測量。以非驅動端向驅動端逆時針為基準(0時為0°),測量數據見表5。
1.2 數據分析
(1)殼體口環及葉輪口環的配合間隙為0.51 mm,符合魯爾泵操作手冊推薦的0.5~1 mm配合值,排除動靜環間隙過小導致卡泵的問題。
(2)對泵軸進行圓跳動測量,泵軸圓跳動最大值未超過0.01 mm。泵軸加裝葉輪的圓跳動最大值未超過0.06 mm,符合石化離心泵維護檢修規程(SHS 0103—2004)的要求。
(3)對泵殼中開面平面度進行測量,除葉輪腔與殼體口環腔凸臺測量點處明顯偏低近0.48 mm外,其他各點平面度均在±0.05 mm以內,排除因中開面變形導致泵殼不同心的因素。
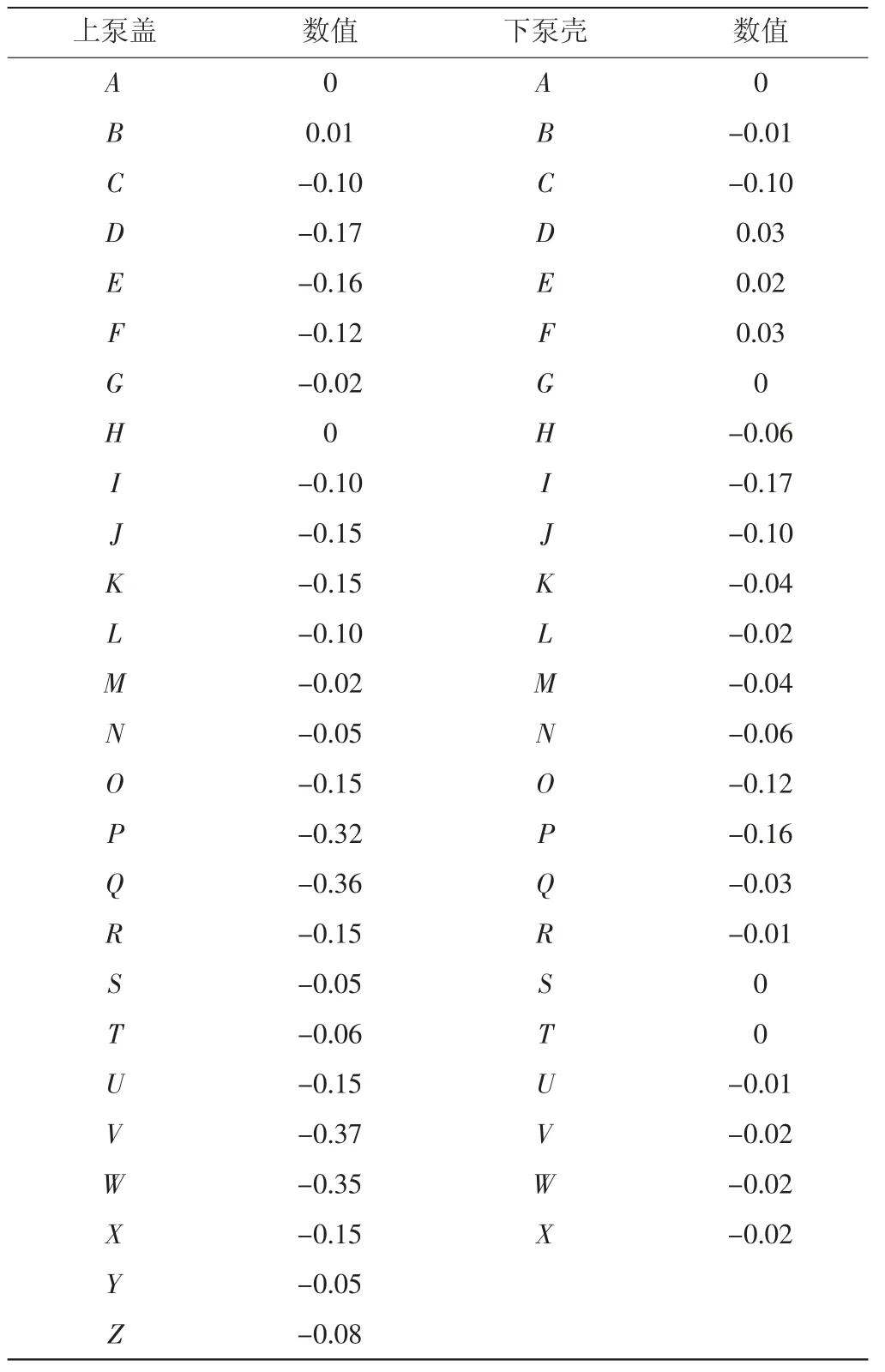
表3 平面度測量數據 mm

表4 上泵蓋同軸度測量數據 mm
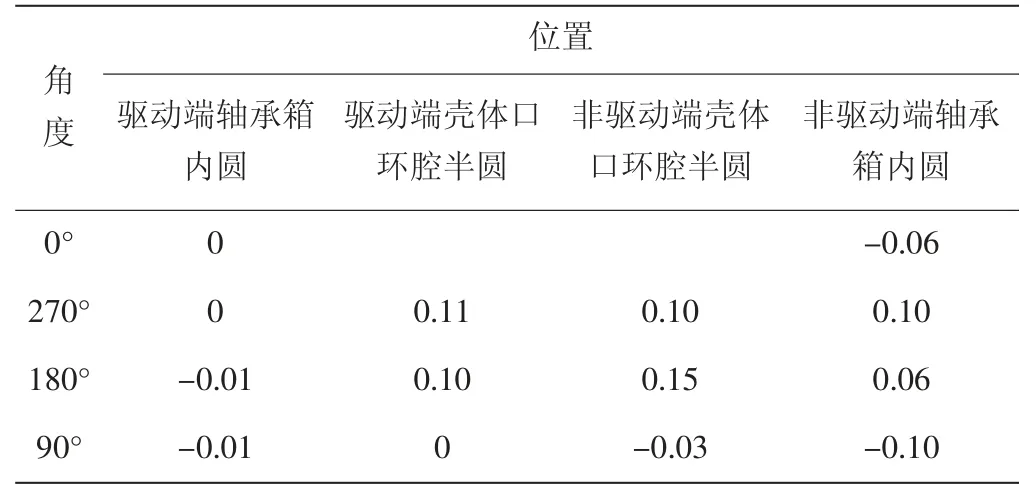
表5 下泵殼同心度測量數據 mm

圖6 軸承箱內圓及殼體口環腔半圓測量
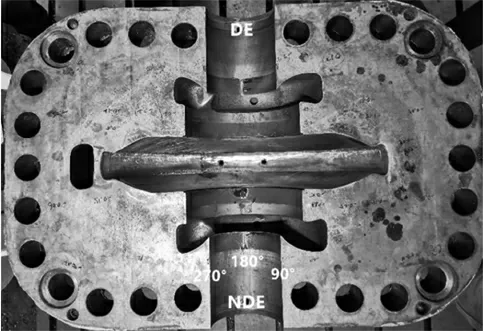
圖7 上泵蓋測量方向
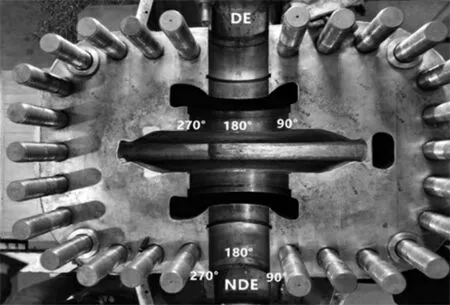
圖8 下泵殼測量方向
(4)兩側軸承箱軸承安裝孔與殼體流道上下半圓偏差較大,最大處達到0.24 mm,下泵殼單邊不同心0.15 mm。殼體口環與葉輪口環理論直徑間隙為0.51 mm,單邊為0.255 mm。考慮到葉輪口環單邊0.04 mm的跳動量和下泵殼0.15 mm的偏差,實際上殼體口環與葉輪口環的單邊間隙為0.255-0.04-0.15=0.065 mm,間隙很小,細粒雜質稍微進入口環之間,就會造成卡泵,即兩側軸承箱軸承安裝孔與殼體流道上下半圓偏差較大是造成泵殼不同心的主要因素。
2 故障產生機理
(1)輸油泵卡阻的主要原因是兩側軸承箱軸承安裝孔與殼體口環安裝腔同軸度存在較大的偏差。南丹站2#主輸泵自2005年8月正式生產投運以來,至今已累計運行約75 356 h,距上次大修累計運行約34 560 h,在負載作用下兩側軸承箱定位銷孔變形導致卡泵。(2)卡泵的次要原因是殼體口環及葉輪口環材料選型不甚合理。口環材料為2Cr13,相對韌性較高,一旦兩口環相碰撞或有雜質進入,極易造成口環表面起球,出現高點,導致卡泵。
3 故障處理措施
3.1 恢復兩端軸承安裝孔與殼體口環安裝腔同軸度
3.1.1 同軸度檢測
(1)將泵體置于數控臥式鏜銑床平臺上進行找平,使得中開面在0.05 mm以內,兩端機封孔、殼體口環孔、左右下母線均在0.03 mm以內。隨后拆除驅動端及非驅動端軸承箱定位銷,擰緊兩側8個螺栓,并通過兩側軸承箱6個頂絲進行位置調整,使驅動端及非驅動端軸承安裝孔同軸度在±0.01 mm以內。
(2)在數控臥式鏜銑床同一平臺上,以兩側軸承箱內孔為基準,使得驅動端及非驅動端殼體口環安裝腔同軸度在±0.05 mm內。
3.1.2 軸承箱定位錐銷孔加工
(1)緊固軸承箱螺栓后,在兩側軸承箱與下泵殼連接處分別取均勻3點進行點焊處理,減小軸承箱定位銷孔在加工過程中的誤差,復測軸承安裝孔同軸度在±0.01 mm以內。
(2)在數控臥式鏜銑床平臺上,通過內錐孔頂尖將驅動端軸承箱原Φ10定位錐銷孔中心進行找正,然后使用Φ11.7鉆頭進行擴孔,最終用Φ12鉸刀鉸制Φ12錐銷孔。
(3)旋轉數控臥式鏜銑床平臺180°,按工序(2)要求,重新將非驅動端軸承箱原Φ10定位錐銷孔擴孔鉸制為Φ12錐銷孔。其中,非驅動端軸承箱散熱片在錐銷孔擴孔鉸制中影響刀具加工,故在加工前用Φ13銑刀將散熱片干涉部分銑去5 mm深度。
3.2 葉輪口環激光熔覆
對葉輪口環進行激光熔覆,熔覆STELII6合金,確保硬度≥60 HRC。STELII6合金具有較好的耐磨性,且碰撞后會以粉的形式脫落,不會起球,卡泵概率大大降低。
經過檢修處理后,回裝南丹2#泵,泵盤車順暢,泵運行正常,振動在2 mm/s以內,徑向軸承溫度在45 ℃以內,止推軸承溫度在56 ℃以內,兩端機封無泄漏。
4 結語
長輸泵的性能對輸油生產至關重要,因此泵的檢修必須全面徹底,不能忽視任何細節。長輸泵運行時間長,易出現不可預見的故障,除嚴格按照離心泵維護檢修規程(SHS 0103—2004)外,應從不同角度分析故障機理。本文從泵體不同心的角度為長輸泵的故障分析提供新的解決思路。同時,建議企業要結合自身泵的運行狀況及檢修經驗,增加泵檢修的項目,提高檢修質量及可靠性。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
