三相異步電機故障處理與保養方法
2021-04-21 06:14:16臧彩虹
設備管理與維修 2021年5期
關鍵詞:故障
臧彩虹
(紅云紅河集團紅河卷煙廠復烤部,云南彌勒 652399)
1 三相異步電機故障及分析
查閱相關文獻發現,三相電機運行故障中85%是電氣故障,15%是機械故障和其他原因造成的故障[1]。
1.1 電機機械故障
電機的功能是在高速運行過程中將電能轉化為機械能。對于機械故障,有15%機械故障屬于異常振動和異常響聲兩個方面[2]。機械故障主要由轉子與定子摩擦,軸承磨損,機座、抱閘、機蓋變形等引起。
(1)異常振動且電機溫度正常故障,常伴有異常振動和撞擊聲音。這類故障主要原因有:電機的基礎與底座固定架連接松動、聯軸器磨損、轉子變形、軸承缺油、軸承端蓋間隙過大、轉子冷卻風扇碰殼。處理方法簡單容易:電機或靜動平衡校正,碰撞或相互干涉的零件更換和矯正。
(2)異常振動且電機溫度升高故障。檢查方法是查找電機的溫度升高位置,電機軸承,定子、轉子與外殼等部位有無異常變化。如果發現軸承附近過熱,應立即停機檢查,重點是軸承的滾動體、滾道表面有無裂紋、劃傷或缺油。解決方法:①若軸承出現裂紋,需要更換軸承;②如果定子、轉子摩擦或端蓋軸承孔與機座止口不同心,則需要清洗軸承,加入符合該電機允許的潤滑脂,必要時更換軸承或者端蓋。
1.2 電機電氣故障
1.2.1 電機運行中溫度故障
三相電機溫度高可以采用手摸,原因可能有:①電源供電問題,例如,電壓過高、電壓過低、電機缺相運行;②電機超負荷工作;③電機定子、轉子以及絕緣問題;④電機散熱不佳。按照電機銘牌檢查三相電機,某三相異步電機由昆明電機廠生產,參數:型號Y2-225S-4,功率37 kW,頻率50 Hz,額定電流69.9 A,額定電壓380 V,絕緣等級F,功率因數0.85,重量280 kg,額定轉速1475 r/min,效率0.9。
(1)電源供電問題。電壓過高、過低和電壓不平衡都會導致電流升高,引起電機發熱。一般采用萬用表測量,要求電源電壓波動不超過±5%,改善供電可以解決。針對電機缺相問題,例如,星型接法,如果缺1相,其余電流會增大1.7倍,且啟動時電流是額定電流的6倍,電機很快因過流而急速升溫。原因可能有:缺相、熔斷器開路、接觸器或者觸點損壞,以及閘刀接觸故障。使用萬用表測量三相電壓是否平衡,可以發現是否缺相。
(2)電機處于超負荷工作狀態。三相電機負載過重,會導致定子中電流增加,繞組過熱。原因是軸承磨損、軸承潤滑不足、電機卡塞和電機軸承潤滑破壞等。應采取措施查明原因,恢復電機正常運行。
(3)電機定子、轉子以及絕緣問題。三相電機長期處于運行狀態,如果絕緣電阻值不符合要求或者絕緣電阻降低,原因一般有:①電機受潮;②電機繞組老化;③軸承漏油和繞組上灰塵過多;④引出線和接線盒內絕緣不良;⑤摩擦產生的鐵屑落入繞組內部,造成轉子絕緣電阻降低。檢測方法:利用搖表(兆歐表)測量,保持搖表水平,當轉速到120 r/min保持勻速,如果電阻值低于0.5 MΩ(電機絕緣電阻值規定:400 V以下電機要求不小于0.5 MΩ),說明電機繞組絕緣性下降。分析和處理:①外接線絕緣套管老化、開裂;②長時間使用,繞組絕緣老化;③繞組受潮,可以利用燈泡烘干方法解決,也可以采用銅損加熱法,烘干溫度不得高于80 ℃,直流電不得高于額定直流電的50%;④煙塵或者鐵屑導致絕緣下降,可以采用皮球吹氣除塵解決。
(4)電機散熱不佳。首先判斷是電機通風道堵塞和風扇損壞,應及時清掃。其次是繞組表面覆蓋煙塵和油污,影響散熱。這些故障都可以通過清理異物來解決。如果是環境溫度過高,應采取降溫措施來解決。
1.2.2 電機運行中異味故障
電機運行中出現異味,表明電機內部即將出現故障。應該及時斷電檢查。①煙味,說明煙葉進入電機;②油漆味,說明內部繞組溫度過高;③濃烈的燒焦味,說明絕緣層被擊穿。處理方法:及時斷電,參照1.2.3方法逐一檢查,排除故障。
1.2.3 電機運行中冒煙
三相電機運行中出現冒煙,說明內部溫度異常升高,原因有:①風道有異物或者通風不暢;②轉子和定子故障;③供電異常。具體分析如下:
(1)電機過載,負載過重導致絕緣線冒煙。
(2)環境溫度高,且電機風葉損壞和風道堵塞。
(3)電源電壓過高,定子中繞組電流升高,根據電機發熱公式Q=I2Rt,電機的發熱量正比于電流的平方。因此,電機各部分溫度急劇升高,使鐵芯發熱大大增加。
(4)電源電壓過低,旋轉磁場減弱導致電機轉矩不足。因為電磁轉矩與電源電壓平方成正比,這會造成電機啟動困難。
(5)電機頻繁啟動。電機啟動需要較大電流,且功率越大就需要更大的啟動電流。因此,電氣頻繁啟動,則電機易冒煙,甚至燒毀。
(6)缺相導致溫度升高冒煙。
(7)籠型轉子斷條[3]。直觀感受是機身振動且伴有噪聲。電機轉速降低,且隨負載增加而迅速下降,甚至負荷無力。空載電流增加,電流表指針周期性擺動,嚴重時無法啟動。原因有:定子澆鑄質量不佳;頻繁啟動的負荷沖擊;操作不當和違章操作;使用過程負載過大,造成轉子槽內導條燒斷;使用場所對電機的腐蝕。
(8)繞組重繞后,定子線圈浸漆不充分,導致繞組間絕緣性能下降或者定子繞組內部短路。
(9)電機風扇故障,通風不良。定子繞組故障,如相間、匝間短路,定子繞組內部連接錯誤等。
故障排除方法:①機械類故障。清洗電機軸承,恢復正常負載,清除通道煙灰雜物,更換風葉降低溫度。轉子斷條解決方法是更換斷條;②電氣類故障。如果是缺相和繞組短路,按照前面技術路徑解決。恢復額定電源電壓(如調整供電變壓器分接頭),若是電機Y、△接法錯誤引起,則應改正接法;局部短路可采用真空浸漆及二次浸漆工藝;按照規定次數啟動,避免頻繁啟動。
1.2.4 繞組對地短路故障
電機繞組對地短路故障將嚴重影響設備和人身安全。表現為電機空載無法啟動,熔絲熔斷,開關跳閘,觸電傷人。主要原因如下。
(1)繞組短路至絕緣破壞。
(2)自然環境如潮濕、灰塵或者異物等造成電機絕緣性能下降,對地短路。
(3)轉子上的旋轉結構件松動或脫落,刮破電機繞組絕緣結構。
解決辦法:首先測量電機繞組的絕緣電阻,如果阻值低于0.5 MΩ,說明電機定子繞組受潮,絕緣降低,可采用通電法、氮氣吹除法干燥。如果電機絕緣電阻下降幅度不大,則與電機使用環境潮濕有關,應對電機繞組進行加熱烘干處理或者二次浸漆,并重新測定絕緣電阻。
2 三相異步電機保養方法
復烤部門的電機長期處于滿負荷狀態且環境灰塵大,定期進行電機保養維護可以延長電機壽命,降低事故發生概率。一般電機需要每隔1~2年進行一次徹底檢修。大多數部門也可結合實際生產情況,如果今年已經檢修,電機一直處于正常狀態,則3年內不需要檢修。但是若電機發生故障或者停機,將直接干擾工廠正常生產秩序,耽誤復烤煙葉生產任務,損失巨大。因此,要研究與探討三相異步電機保養與維護方法,最大程度避免電機發生故障。
2.1 三相異步電機拆卸與安裝
2.1.1 保養前的工具、材料準備
材料和工具的準備,體現一個工廠的管理規范和技術工人的基本素質。在電機保養過程中,工具的放置、拆卸部件放置規范,現場6S標準清潔和操作人員的行為等都需要按時、按質和按規范操作完成。三相異步電機的保養需要使用的工具有:開口扳手、梅花扳手、活動扳、套筒扳手、內六角扳手、大小十字一字起刀、銅棒、平口鏨子、卡簧鉗(內外卡)、毛刷、拉馬、軸承加熱器,如圖1所示。保養所需材料有:手套、軸承潤滑脂、塑料盆、軸承清洗劑、砂紙、棉紗、擦拭紙、油性記號筆,如圖2所示。

圖1 保養工具

圖2 保養所需材料
2.1.2 電機的拆卸步驟
電機拆卸規范操作:①分斷隔離開關,掛牌、拆線;②拆卸防護罩、帶輪,調整位置;③拆下風扇罩,取出卡簧或定位銷,用拉馬拉出風扇和抱閘機構;④拆卸前后端蓋;⑤電機轉子脫出。
(1)拆卸前后端蓋的難點主要體現在電機后端端蓋拆卸和電機后端軸承拆卸。如圖3a所示,電機后端部分包括風扇、抱閘機構和電機后端端蓋,其中抱閘電源電纜連接到電機接線盒內。因此先拆卸電機風扇,再拆卸抱閘機構。在這個過程中,電機抱閘線圈線電纜、電機后端端蓋,由于受力不平衡,要小心謹慎,團隊合作,必要時用銅棒敲打端蓋。
(2)電機轉子脫出。如圖3b所示,用合適的拉馬扣住電機后端端蓋耳朵,由于后端端蓋受力均勻,可以較輕松地把電機轉子從電機線圈中脫出。
(3)電機后端軸承拆卸。如圖3c所示,電機后端軸承前面有個間隙很小的齒輪,需要在軸承與齒輪之間嵌入一個特殊的平面環形拉馬。然后再用拉馬拉撥,直至齒輪拆除,最后再用拉馬取出后端軸承。
2.1.3 電機的安裝
(1)檢查電機定子內部是否有摩擦痕跡、是否有異物,清潔灰塵、油污。

圖3 前后端蓋的拆卸
(2)將電機轉子按原來的方向放入定子內,注意方向不能裝反。放入轉子時需要小心,不要讓轉子擦傷定子線圈漆包線油漆。
(3)按原來的記號,安裝電機兩端蓋,上緊后還需轉動一下電機軸,確認轉動是否靈活。
(4)安裝風扇,有卡簧、銷釘的一定不要漏裝。安裝風扇罩,手動轉動電機確認是否靈活,風扇是否會接觸風扇罩。
2.2 電機保養
2.2.1 軸承的故障分析和保養方法
(1)軸承故障分析。軸承性能分析方法有軸向間隙判斷,油封、油脂的判斷,軸承振動,軸承顏色、軌道判斷。①軸承疲勞剝落和磨損。該故障能產生沖擊脈沖,頻率可從直流延展到100~500 kHz。磨損振動信號呈現較強的隨機性,峰值與方均根值的比值一般在5.5~6;②膠合。開始時振動加速度略微下降,溫度緩慢上升,此后振動加劇而溫度略微下降,最后是溫度和振動急劇上升,直至發生膠合。此時頻繁的金屬間直接接觸及滑動,潤滑劑將會發生炭化,產生膠合問題;③軸承變色。軸承、滾珠、夾持器、內外鋼圈等因受熱而變成紫藍色,此時軸承的硬度因退火而降低,其使用壽命和機械強度會縮短,肉眼容易分辨;④軸承珠痕。滾道產生永久變形,稱為珠痕。原因是軸承安裝方法不正確,傳動膠帶拉得太緊[4]。
(2)軸承的保養方法。①軸承清洗、潤滑。用棉紗、擦拭紙擦凈軸承內能擦到的潤滑脂;用軸承清洗劑洗凈軸承油,清洗干凈后,檢查軸承轉動是否平滑;用空壓氣吹出殘留的清洗劑,注意吹掃時不要讓軸承高速運轉,避免加速軸承磨損;②潤滑脂的更換。對于雙面密封的軸承,潤滑脂加注量占軸承內部空間的40%~50%即可,對于無密封的軸承,加脂量占軸承內部空間的60%左右。若潤滑脂量不足,則不能保證正常潤滑效果。若潤滑脂量過多,一方面軸承在運轉過程中會甩出潤滑脂,造成軸承內潤滑脂不足;另一方面潤滑脂在軸承內的阻力增大,潤滑脂的內磨擦子增大,使得溫度升高,加速潤滑脂的變質和溢出,加速軸承磨損速度;③軸承安裝。較小軸承的安裝使用專用的軸承裝配工具,用力均勻且不傷及線圈、軸及軸承的工作面等;較大軸承的安裝使用軸承加熱器加熱至80~90 ℃,趁熱用手套包住軸承,有字的一面向外,一次將軸承安裝到位。
2.2.2 電機抱閘的拆裝保養及間隙調整方法
(1)如圖4a所示,電機抱閘由制動線圈、制動端蓋、壓力盤、摩擦片、手動釋放機構、制動盤和制動彈簧構成。依次取出各部件,使用空壓及毛巾清潔抱閘內部各配件表面粉末、灰塵等。
(2)如圖4b所示,制動線圈和發熱線圈表面燒灼嚴重,制動盤磨損裂紋明顯,需更換相關配件。
(3)使用塞尺沿抱閘3個定位螺栓孔測量抱閘圓周各點的間隙大小,將3點間隙統一調整到0.5 mm,保證間隙均勻且符合規定值。
(4)恢復電機抱閘的安裝。使用內六角扳手手動釋放抱閘,并轉動抱閘檢查是否脫閘,抱閘的轉動是否有摩擦,轉動順滑是否靈活、卡阻等,最后安裝抱閘保護橡膠套。最后,上電測試抱閘工作及確認有無異常刺耳等聲音現象。
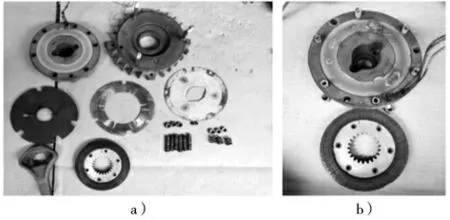
圖4 電機抱閘部件組成
2.2.3 電機接線部分的保養
電機接線部分的保養,主要是檢查電機的進線和引出線是否正常。若電機引出線的線鼻子壓接不良,就會發熱,熱量通過接線柱、壓緊螺母、墊片等傳到進線上,導致進線線鼻子發熱變色,甚至燒焦進線。
3 結語
需要樹立安全意識,牢記安全規范。為保證電機安全運行,日常維護、定期檢修需要做到以下5點。
(1)建立完善的電機設備檔案,或者設備檔案APP,方便職工調閱。
(2)加強安全意識教育,責任到人,巡檢設備運行狀態。
(3)制定設備生命期的保養及檢修計劃,檢修檔案。
(4)日常密切注意電機溫度、振動、聲音、通風環境、軸承等運行情況。
(5)完善的故障上報制度。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
