延遲焦化裝置輻射進料泵故障分析及預防
2021-04-21 06:14:18孫春明楊再榮任俊東
設備管理與維修 2021年5期
孫春明,楊再榮,任俊東
(中國石油大港石化公司,天津 300280)
1 輻射進料泵介紹
中國石油大港石化公司第一聯合車間120萬噸/年延遲焦化裝置,使用的輻射進料泵由沈陽格瑞德泵業有限公司生產,型號DTR280-100×5。2004年10月投產,出口設計壓力4.0 MPa,額定流量270 m3/h,介質為分餾塔底油,操作溫度約340 ℃。
2019年4月11日8:30,焦化外操巡檢時發現焦化輻射進料泵P-3102B驅動端軸承箱油質發黑,軸承箱多次換油仍未見好轉,同時車間檢查該泵存在振動異常問題。對泵安排拆檢,發現該泵驅動端軸瓦和軸存在磨損情況。該泵自2017年檢修后已經運轉11 208 h,期間無拆修記錄。
2 輻射進料泵拆檢情況
(1)驅動端軸瓦和軸存在磨損:軸瓦巴氏合金層磨損嚴重,個別位置已經磨損到基層;與軸瓦配合處軸單側鍍鉻層已經磨損脫落,此處軸徑已減少0.03~0.05 mm;軸承箱未發現異物,油質發黑(圖1~圖2)。
(2)非驅動端軸瓦存在輕微磨損情況:推力軸承為背靠背布置的兩個角接觸軸承,未發現明顯磨損情況;軸承箱未發現異物,油質發黑(圖3)。
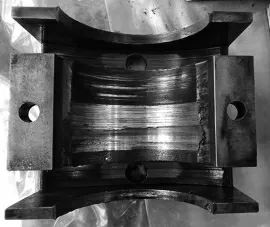
圖1 驅動端軸瓦磨損情況

圖2 驅動端軸磨損情況

圖3 非驅動端軸瓦磨損情況
(3)對泵體進行拆解,發現驅動端喉部襯套與泵軸螺紋套有嚴重磨損情況,級間套磨損嚴重,需要更換(圖4~圖5)。
(4)葉輪口環、泵體口環級間套存在較明顯劃痕,磨損嚴重,需要更換(圖6~圖7)。
(5)對整軸進行跳動檢查,數據為第一級葉輪位置徑向跳動0.06 mm,第二級、第三季葉輪位置徑向跳動0.08 mm,第四級葉輪位置徑向跳動0.05 mm,第五級葉輪位置徑向跳動0.04 mm。對泵軸進行超聲檢測,軸內部沒有明顯缺陷,但鑒于軸承配合位置磨損嚴重且軸存在較大的彎曲,對軸進行整體更換。

圖4 驅動端螺紋套磨損情況

圖5 驅動端喉部襯套磨損情況
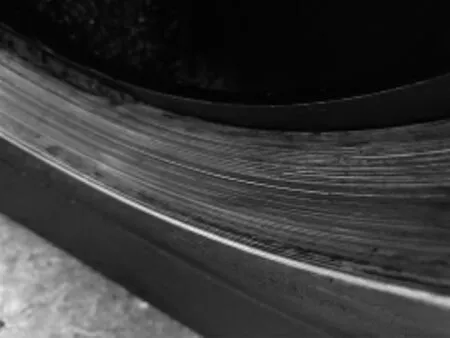
圖6 泵體口環磨損情況

圖7 葉輪口環磨損情況
3 故障原因分析
在查找原因時,調出機泵在線監測系統發現,自4月9日晚21:00左右驅動端振動值呈迅速升高趨勢,最大振動速度值為垂直方向18 mm/s,加速度值達到276.5 mm/s2,4月10日6:40振動突然降低,振動速度降低到1.5 mm/s以下,振動加速度單峰值降低到10 m/s2以下(圖8~圖9)。
檢查4月9日晚分餾塔塔底液位,輻射進料泵出口流量,塔內壓力等參數,數據比較平穩,未出現大幅波動情況,排除工藝原因影響。

圖8 振動速度曲線

圖9 振動加速度曲線
從振動曲線升高趨勢和工藝參數曲線來看,泵在原始運行中比較平穩,突然升高的原因可能是有異物進入泵體內,破壞了轉子的平穩運行狀態,造成了口環、喉部襯套、螺旋套等的刮蹭,由于軸瓦在轉子的最遠端與軸接觸,所以破壞最為嚴重。當異物從泵出口甩出后,機泵又恢復到新的平穩運行狀態,振動隨之下降。
4 故障預防措施
(1)為在線振動監測系統增加報警提示。本次故障在4月9日晚在線監測系統已經發現設備運行問題,但由于此段時間處于休息時間,未能及時發現。最后發現問題還是由于潤滑油檢查,所以在線監測系統增加報警功能,能更及時地發現設備故障隱患。
(2)繼續加強潤滑油和冷卻水等輔助系統日常運行的監控管理。本次故障的發現就是由于班組的潤滑油檢查,可見油水監控的重要性。
(3)加強封油系統的管理。定期檢查封油罐溫度及切水情況,防止封油帶水造成機泵抽空。細化儀表打隔離液操作,防止隔離液量大、隨封油帶入泵內后遇高溫汽化,造成機泵抽空。
(4)細化分餾塔底操作,防止塔底結焦帶入機泵,同時加強檢查分餾塔底過濾器前后壓差變化,防止過濾器堵塞造成的來量不足。
(5)精細化檢維修,注重機泵檢維修質量,嚴格執行檢維修規程要求,把好維修質量關,在大修中對轉子進行動平衡檢查,嚴格控制轉子動平衡精度。
(6)在實際運行中此泵楊程較高,可以對葉輪進行切削、降低楊程,既能降低功率消耗,又能使泵的振動下降,處于更穩定的運行狀態。
5 結束語
輻射進料泵是延遲焦化裝置的關鍵設備,介質溫度高、壓力高,一旦出現故障有可能會造成嚴重事故。本次設備振動的峰值已經達到D區(振動在此區域內,通常認為其劇烈程度足以引起機組破壞),如果長時間未發現極有可能造成機封泄漏,發生火災事故。所以,日常對機泵的潤滑油、封油、冷卻水的檢查以及狀態監測尤為重要,是保障設備安全運行的基礎。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
