設計制作HSN釘桶軌道T形管轉接塊
2021-04-21 06:14:26賈林
設備管理與維修 2021年5期
賈 林
(北京奔馳汽車有限公司,北京 100176)
0 引言
半空心自沖鉚接屬于機械連接技術,鉚接過程發熱極小,不會導致板材受熱變形,且適用于各種不同板材間的連接及多層板連接,應用范圍極其廣泛,同時還具有連接強度高、速度快、噪聲小、無需預打孔、無余料、成本較低等優勢。目前奔馳在產的C、E、GLC等車型的車身上都能看到它的身影。作為設備制造商Henrob公司是奔馳全球的合作伙伴,而其與戴姆勒合作開發的半空心自沖鉚接設備(HSN)也是目前北京奔馳MRA廠區裝焊車間內裝備數量較多的設備之一。
HSN設備上的釘筒是整套系統當中重要的組成部分之一,負責將鉚釘整理后通過T形管送至鉚槍的槍鼻位置。但是受其原產品的設計影響,一旦經過長時間使用后,T形管與送釘軌道的接觸位置就會因鉚釘長期的沖擊產生磨損或是縫隙,導致鉚釘通過受阻甚至是設備故障報警(圖1)。由于沒有固定安裝設計,在拆裝T形管時需要多次調整和測試,才能確保鉚釘通過無問題,同時拆裝過程涉及多條螺栓和多個部件,也增加了裝配難度和維修時間。

圖1 釘筒送釘軌道總成與T形管連接位置示意
1 制作原因
通過提出并完成一個解決方案,針對現有T形管連接方式存在的問題進行一一覆蓋,使其能夠同時滿足時間、質量、成本等多方面的需求是本次創新的重點價值。解決方案預計達到以下4點目標:
1.1 節省拆卸安裝時間
基于現有的HSN釘筒側T形管的更換步續和時間,改進后的指標要優于現狀:①拆卸6顆固定螺栓;②拆卸T形管蓋板;③拆卸1個手動夾緊工裝;④拆裝時間5 min。力爭通過改進方案實現:①拆卸1顆固定螺栓;②拆裝時間在2 min以內。
1.2 提高一次裝配成功率
現有產品設計,T形管的安裝位置是靠送釘軌道蓋板壓住的,如果安裝過程中不拆卸蓋板直接安裝,那么T形管與送釘軌道的接觸情況就無法通過肉眼去觀察和判斷,同樣由于缺少有效的固定,在現場部分工位的T形管會在安裝過程中會因為姿態的問題造成送釘不暢,這些都需要維修工在更換T形管后進行多次測試和調整后才能最終滿足使用要求。
在設計改進方案的時候,應當把更換T形管的一次成功率作為重點問題進行考量,盡量將復雜的問題簡單化甚至是無錯化,進而消除維修工對于更換T形管的畏懼。
1.3 減少T形管磨損和縫隙產生的小停機
熟悉裝焊現場設備的人都知道,裝焊車間有很多中通過送料管實現送釘喂料的技術,這些技術無一例外的都會存在送釘管送釘不暢所導致的各種問題,HSN也包含其中。經過現場一段時間的使用后,釘筒送料軌道與T形管的連接位置,會因為長時間鉚釘的沖擊出現磨損和縫隙,造成鉚釘通過時減速卡滯,甚至是設備報警(圖2)。因此在MRA裝焊141臺設備上出現的很是頻繁,但是由于小停機和數量大的緣故,實際解決起來較為困難。
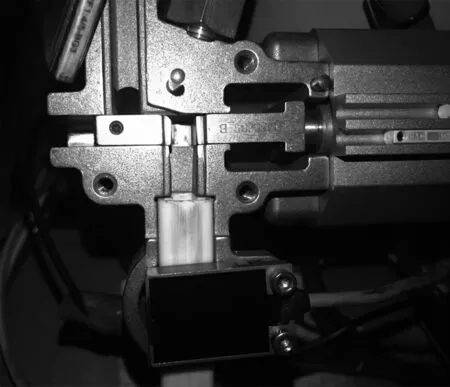
圖2 T形管接口處容易受損、產生縫隙
針對此類小停機的處置方案,最好方式就是要減少鉚釘對T形管接口位置的沖擊,同時減少長時間使用后T形管塑化后縫隙的產生。
1.4 降低備件領用量質量問題概述
由于鉚釘沖擊造成磨損和T形管塑化產生縫隙會造成部分設備頻繁出現小停機的故障,作為維修部門操作處置的方法是將磨損較重的連接端部進行切除然后重新安裝使用,但是種方法僅限于T形管預留足夠的設備上使用。由于現場每個工位的工況不盡相同,因此T形管的放置長度和安裝角度,全部具有唯一性。當隨意結短或延長T形管的長度之后,現場的設備會很難適應調整后的狀態,送釘故障可能會由不暢變為阻塞。為此,徹底解決此類小停機的方法便是更換整根T形管,T形管的采購價格是305元/m,使用的長度在4~12 m,即成本在1220~3660元,因此降低運營成本同樣也是此項改造的重要內容。
2 T形管轉接塊的設計理論基礎

圖3 T形管原廠的安裝方式
T形管轉接塊是在HSN釘筒的送釘軌道和T形管之間新增的硬件結構(圖3),用來進行鉚釘傳送工作。當該轉接塊通過螺栓安裝在送釘軌道和T形管支架上后,鉚釘會像之前一樣,從軌道艙門處被釋放到轉接塊的軌道中,在轉接塊中進入T形管,之后觸發鉚釘檢測傳感器,閥島、閥片切換方向進行送釘吹氣。
為了能夠實現上述的完整送釘流程,在T形管轉接塊的設計上就需要從安裝方式、數模尺寸和材料選用等方面進行逐一分析考量,最終使其設計方案達到預想的效果。
2.1 安裝方式
在整個T形管轉接塊的設計改進當中,轉接塊的安裝方式是首要考慮的元素之一。因為安裝方式決定了轉接塊外形的不同,并且一旦進入尺寸設計階段后,更改安裝方式的難度將等同于重新設計。
通過對送釘軌道和T形管安裝支架等部件的觀察和測量,使用金屬作為材料基礎,同時利用原廠部件上的多個螺紋孔進行有效固定,可以在保證轉接塊連接強度的同時,充分利用現有設備提供的豐富資源,同時也可以減少設計過程中的繪圖難度和之后的采購成本。
T形管方面的安裝需要考慮解除端口的保護和長時間使用后產生的縫隙等問題,并且還要兼顧一次裝配成功率、操作簡單等技術方面的要求。全復式插接結構應該是最能滿足此類需求的設計方式。在轉接塊內部按照T形管的外形尺寸進行長尺寸的掏空設計,同時將轉接塊連接送釘軌道部分的T型結構向內延伸,并且在與T形管即將接觸的位置做內徑小幅收緊設計,保證鉚釘在通過接縫處的時候不與T形管端口發生接觸,這樣既可保證鉚釘的通過流暢性,也可有效避免T形管接口磨損和縫隙所帶來的小停機(圖4)。
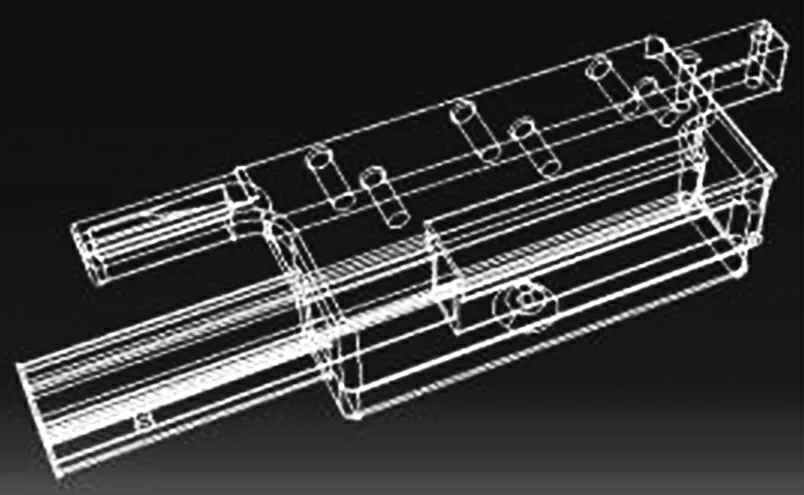
圖4 轉接塊的結構設計特征
此外,之前T形管的背面固定方式也要繼承下來,在固定轉接塊和T形管的功能上,短小的M3螺栓起到的作用至關重要。同時為了進一步確保T形管更換時間的有效降低,配套設計制作一種特制的M3螺栓,可以方便維修人員進行拆裝,有效避免狹小空間內無法使用工具的情況。
2.2 數模尺寸
在確定T形管轉接塊的安裝方式后,本著最低加工成本和最低設計難度和最高實用性的原則,對轉接塊的外形尺寸進行虛擬測繪,主要是通過測量釘筒上各部件的位置關系和零件尺寸,大概制定出這個轉接塊的最大繪制范圍,同時也為反向的安裝測試和優化提供數字依據。其中包括T形管的內徑和壁厚、鉚釘檢測傳感器安裝孔的距離、T形管與傳感器安裝孔的平行距離、T形管背面固定螺栓到端面的距離、T形管安裝支架調整孔的高度和距離等數據信息。
2.3 材料選用
在理想情況下,為了確保新增的外部結構能夠更好的融入整套系統當中,應該視其作用和相關部件之間的關系等條件對其材料進行選擇,因此制作該T形管轉接塊所使用的材料應該與原廠材料保持一致,或稍高于原廠標準。生產現場用于鉚接的鉚釘硬度在H1~H4,通常情況下,如果新增結構的硬度超過原有材料太多,將會對通過的鉚釘造成切割或打磨,同理強度弱于原廠備件則會被鉚釘的撞擊造成變形和損壞。
為了保證鉚釘的通過性能,在部件機加工制作的過程中要對其尺寸公差和表面粗糙度根據內外需求的不同的進行分別標注,既要滿足實際需求同時對于機加工成本也要進行相應的控制。
3 實施方案及技術路線
經過近1個月的設計和制作,先后測量各類數據100余個,設計并繪制部件數模2個、試制部件3個,通過多次調整和優化,共制作了10個轉接塊用于現場實地批量測試(圖5)。

圖5 T形管轉接塊的試制品
3.1 解決方案及重點技術內容
根據之前的測繪設計要求等數據的整理和分析,最終確定T形管轉接塊5點固定、T形管全復式插接加1點固定的安裝方式,進而按照鉚釘通過性能、一次安裝成功率、T形管接口位置防損保護和塑化后產生縫隙的應對方法等要求,對其尺寸公差、表面粗糙度、材料硬度、總體長度、安裝寬度等數據制定細致要求,例如:轉接塊總長≤130 mm、總寬度≤35 mm、外部公差±0.2 mm、內部公差+0.1 mm、T形內部表面粗糙度0.8、T形管安裝口粗糙度1.6、轉接塊外形粗糙度3.2、材料選用45號鋼熱處理等。
3.2 T形管轉接塊的設計
T形管轉接塊的是此次優化改造當中最為復雜的部分,設計構圖全部使用CATIA軟件的相應功能自主完成。經歷的主要過程包括:測量記錄結構數據、數模外形擬定、結構數據添加、成型數據反向對比、模擬數模裝配、優化定型等多個步驟。
另外,在設計過程中在沒有試制部件的情況下,通過學習使用軟件中的結構動態仿真功能,對T形結構倒角、內壁粗糙度、接口縫隙等多項關鍵模型數據進行調整和對比,這也為改進項目的實質落地和批量使用奠定了扎實的理論基礎。
3.3 安裝后的使用效果
通過一段時間的上線安裝測試,被測的HSN釘筒安裝T形管轉接塊之后(圖6),T形管與送釘軌道接觸位置的卡釘故障發生頻次明顯減少,使用轉接形式替代原有直連的安裝形式,可以在保證鉚釘正常通過的同時,在T形管安裝拆卸時間、避免小停機發生、裝配質量等方面進行了優化改進,使拆裝操作變得更為簡單省時,并且不會對設備本身造成任何影響,最終達到以下4點目標:
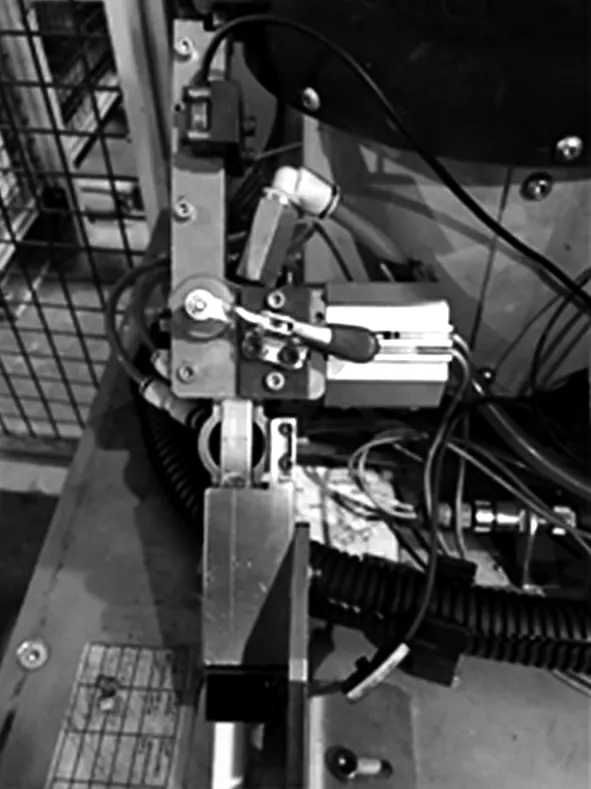
圖6 T形管轉接塊與送釘軌道和T形管配合示意
(1)配合改進型螺栓共同使用可實現T形管快速安裝和拆卸。
(2)T形管可一次安裝到位。
(3)轉接塊背面保留了原有的T形管固定設計,可以保證在長時間使用后不發生松脫現象。
(4)轉接塊使用5顆螺栓同時固定可以確保與送釘軌道的一致和機械連接的可靠性的改進目的。
4 工作效率提升
HSN設備釘筒上安裝T形管轉接后,相較于之前,單次更換T形管的時間可以節省3 min以上,全廠141臺設備每年進行相關PM操作時即可節省423 min,同時避免T形管接口處的鉚釘卡滯故障全年可超過500 min。
5 結束語
T形管是HSN鉚接設備上的重要組成部分,作用是把鉚釘從釘筒送至鉚槍的feeder當中。但是由于產品設計、材料特性和使用工況等因素的影響,經過一段時間的使用后,T形管的安裝位置和某些彎曲的位置會出現磨損或縫隙,造成鉚釘通過卡滯,會導致后面的更換和調整過程中會出現下面的問題:
(1)更換T形管需要拆卸6顆螺栓、2塊蓋板和1個卡子。
(2)在更換T形管的過程中需要多次調整確認T形管的安裝位置。
(3)通常情況下在經過一段時間的使用之后,送釘軌道與T形管的接觸位置容易出現縫隙和磨損,并導致鉚釘通過時卡滯,造成設備報警。
為了解決更換T形管時產生的問題,確保一次更換到位縮短更換時間,需要研究制定一個解決方案,避免上述問題的發生。最初的考慮是在送釘軌道的原有基礎上進行改進,但是由于送釘軌道的結構設計復雜,即便實驗成功高昂的制作成本可能也會高達原廠備件的數倍以上,從性價比方面考慮不符合低成本改善的初衷。因此選用與送釘軌道相同或近似的金屬材料,設計制作一個送料軌道和T形管之間的轉接塊,采用送料軌道側機械固定和送釘內插的連接方式,最大限度上滿足T形管安裝時對于安裝精度和時間的要求,同時縮小尺寸的內部連接設計和保留原有的固定螺栓設計亦可減少管口磨損和縫隙等問題的出現可能,進而降低T形管更換拆卸時的停機風險。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
