多功能金屬加工助劑的制備及性能研究
2021-04-22 09:18:10王留成祝曼玉
潤滑與密封 2021年4期
王留成 祝曼玉 丁 徽
(1.鄭州大學化工學院 河南鄭州 450001;2.河南省表面活性劑工程技術研究中心 河南鄭州 450003)
在金屬加工行業,加工液中一般需添加大量的潤滑劑、表面活性劑、防銹劑、防腐劑、消泡劑等組分,形成一個配方體系,以滿足不同功能的需求。但由于各類助劑之間存在相互作用,有時甚至是相互制約,導致產品配方中的助劑用量大幅度增加,也使得產品配方調配技術的開發變得十分困難[1]。隨著能源危機的不斷加劇及對環保問題的日益重視,金屬加工助劑多功能化將成為重要發展方向[2],受到國內外研究者的重視。MATHIESEN[3]成功合成了具有潤滑、防銹、表面活性和抗泡性能的多功能酯類添加劑,解決了其水解安定性問題。NAKAGAWA[4]研制的金剛烷羧酸鏈烷醇胺酯是集潤滑、殺菌、抗泡和防銹為一體的多功能水溶性潤滑添加劑。馬其坤和張秀玲[5]以油酸、三乙醇胺、硼酸和聚乙二醇-400為原料合成硼酸酯多功能添加劑,發現其具有較好的水解穩定性及優良的防銹、潤滑等性能。侯建濤等[6]在植物油基緩蝕劑中引入具有潤滑性的分子結構,制備了同時具有優異潤滑、防銹性能的多功能新型水溶性添加劑。
為了解決金屬加工業中的腐蝕、磨損、泡沫等問題,降低成本,減少環境污染,本文作者在合成的丙二醇嵌段聚醚酯消泡劑基礎上,添加具有防銹、潤滑功能的羧酸三乙醇胺鹽,研制具有消泡、防銹、潤滑性能的多功能水基金屬加工助劑,滿足現代加工和綠色制造的要求。
1 實驗部分
1.1 試劑與原料
實驗所用試劑如表1所示,實驗儀器如表2所示。

表1 實驗試劑

表2 實驗儀器
1.2 制備過程
1.2.1 聚醚酯的制備
將丙二醇嵌段聚醚L62(相對分子質量2 500)與硬脂酸以1∶2(物質的量比)混合,加入占原料總量0.5%的對甲苯磺酸作催化劑,在溫度190 ℃、壓力-0.04 MPa條件下反應6 h,冷卻后加入三乙醇胺調pH值到6~7,得到聚醚酯消泡劑。圖1為用美國Nicolet6700傅里葉紅外光譜儀測得的聚醚酯紅外光譜圖。可以看出,聚醚酯在1 735.97 cm-1處有明顯的吸收峰,表明非環酯基的存在。
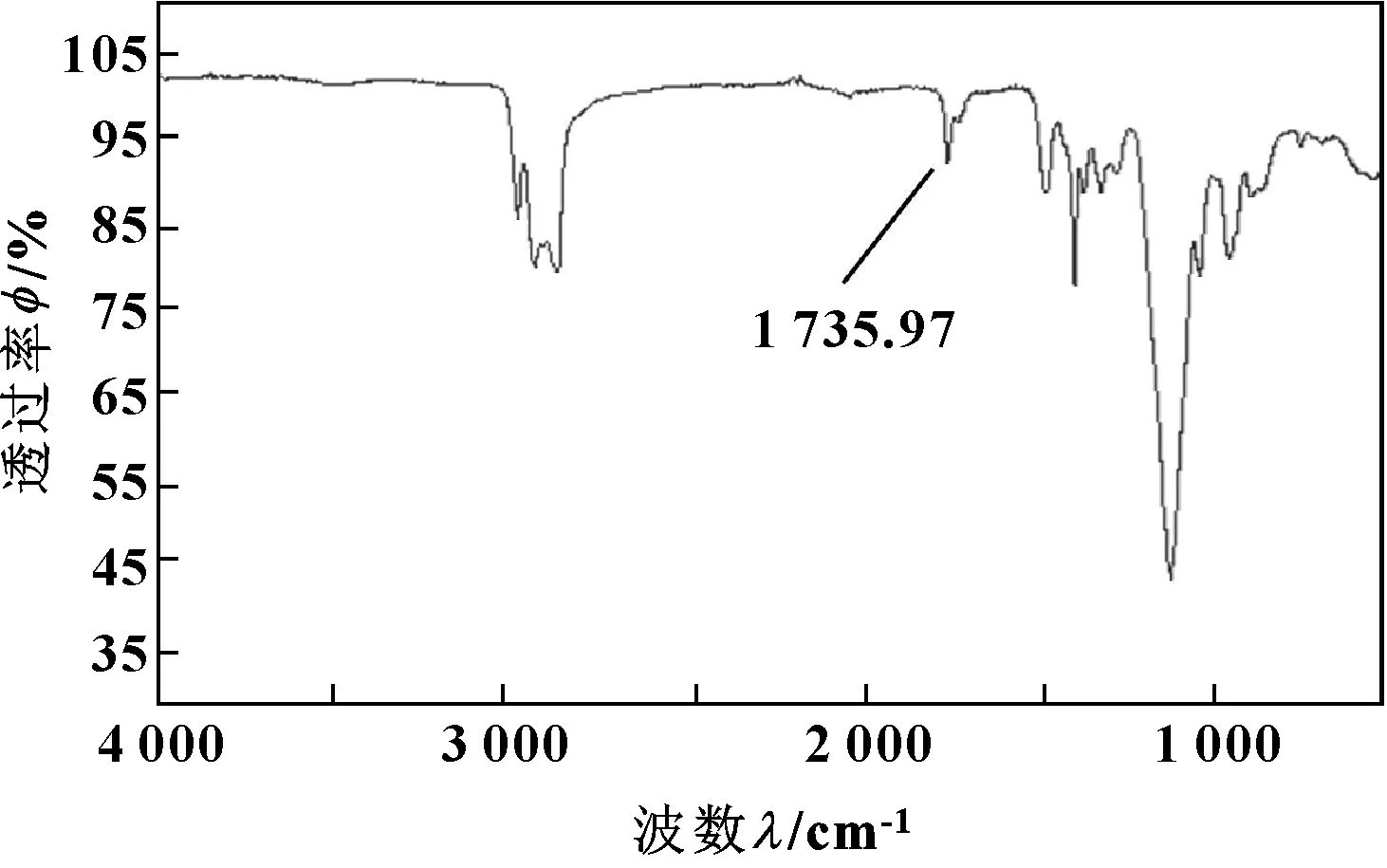
圖1 聚醚酯紅外光譜圖
1.2.2 羧酸三乙醇胺鹽的制備
選用三己酸-6,6′,6″-三聚氰胺、蓖麻油酸、癸二酸、油酸、十二酸5種不同的羧酸,分別按一元羧酸、二元羧酸、三元羧酸與三乙醇胺的量比為1∶1、1∶2、1∶3投料,在70 ℃下恒溫攪拌2~3 h,得到羧酸三乙醇胺鹽,制成的醇胺鹽分別記作FA、FB、FC、FD和FE。
1.2.3 多功能金屬加工助劑的制備
取一定量的聚醚酯與羧酸三乙醇胺鹽,混合后在60 ℃下攪拌10~15 min,得到多功能金屬加工助劑。
1.3 產品的性能考察
1.3.1 消泡性能的測試
以質量分數1%的十二烷基苯磺酸鈉水溶液作起泡液,按照文獻[7]的方法分別測試金屬加工助劑1%水溶液的抑泡、消泡性能。
1.3.2 防銹性能的測試
采用GG25鑄鐵屑,按鑄鐵屑防銹試驗法(IP287)[8-9],在室溫下測試金屬加工助劑1%水溶液的防銹性能,以濾紙上銹點的多少表示防銹性的好壞。
1.3.3 潤滑性能的測試
采用上海鋼球廠制造的GCr15鋼球(直徑為12.7 mm)、MRS-1J四球磨損試驗機測產品水溶液的抗磨、減摩及穩定性,試驗條件為:室溫,主軸轉速(1 760±40) r/min,外加恒定載荷200 N,時長30 min。最大無卡咬負荷(pB值)根據GB/T 12583—1998潤滑劑極壓性能測定法測定。
2 結果與討論
2.1 防銹、消泡性能考察
選用5種不同的羧酸,經三乙醇胺中和后形成的醇胺鹽作防銹組分,分別與聚醚酯進行復配制成水基多功能助劑,采用單因素試驗法考察其種類、添加量和水溶液pH值對防銹、消泡性能的影響。
2.1.1 防銹劑種類對產品性能的影響
在聚醚酯與醇胺鹽防銹劑質量比為2∶1,水溶液pH=9.5的條件下,考察防銹劑種類對產品性能的影響,結果見表3,其中對照樣未添加防銹劑。
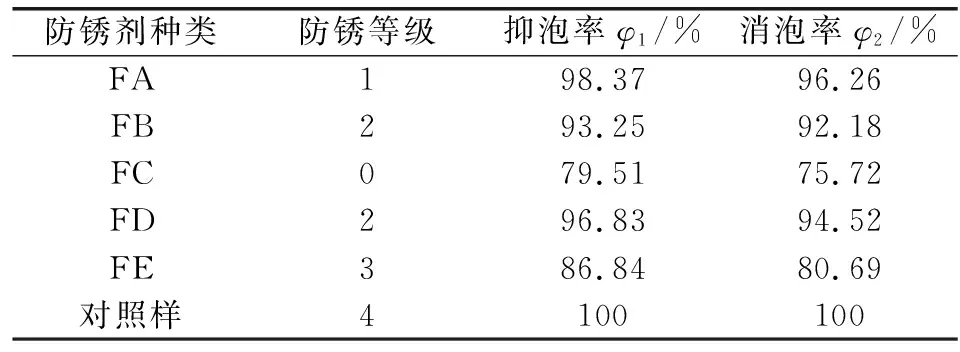
表3 防銹劑種類對產品性能的影響
從表3中可以看出,FC的防銹性能最好,FA次之,FE的防銹性能較差,但高于對照樣。一般認為有機防銹劑的防銹原理為吸附原理,分子中的極性基團能吸附于金屬表面,使金屬材料的雙電層結構發生變化,增加腐蝕反應的活化能,減緩金屬腐蝕[10]。羧基為強極性基團,分子中羧基越多,在金屬表面形成的吸附膜越牢固,在水中不容易脫落。FC、FA中存在多個羧基基團,能更有效吸附于金屬表面,因此其防銹性能較好。但FA分子體積過大,存在空間位阻,彼此不能相互緊密靠攏,降低了吸附分子間的物理吸附與范德華力,吸附能力下降,易被腐蝕介質穿透,因此FA的防銹效果較FC略差[11]。FB與FD的防銹性好于FE。原因是FB中含有雙鍵、羥基和羧基3個極性基團,FD中含有雙鍵和羧基2個極性基團,而FE中只有羧基一個極性基團,因此FB與FD的吸附能力更強,形成的膜更厚更牢固。
從表3中消泡效果可看出,添加醇胺鹽防銹劑后的產品比不添加防銹劑的產品消泡效果都有所下降,主要是由于5種醇胺鹽防銹劑都含有親水基團,減弱了親油性,從而削弱了產品的消泡性能。從表3結果來看,基本是防銹劑的碳鏈越長,消泡效果越好,主要是因為隨著碳原子數增加,極性減小,易于鋪展,消泡性強。FB較FD多含有一個極性較強的羥基,導致FB在起泡液中溶解度比FD略大,消泡效果相比較差。
2.1.2 防銹劑添加量對產品性能的影響
選用防銹性能和消泡性能都相對較好的醇胺鹽FA、FB及FD,在水溶液pH=9.5的條件下,考察聚醚酯和醇胺鹽質量比對產品性能的影響,防銹效果見表4,消泡效果見圖2和圖3。
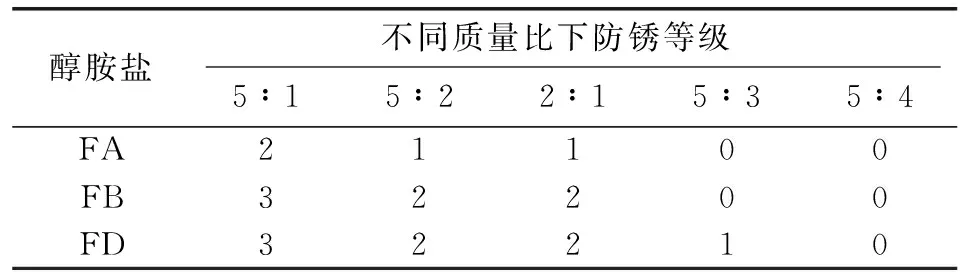
表4 聚醚酯與醇胺鹽防銹劑質量比對防銹性能的影響
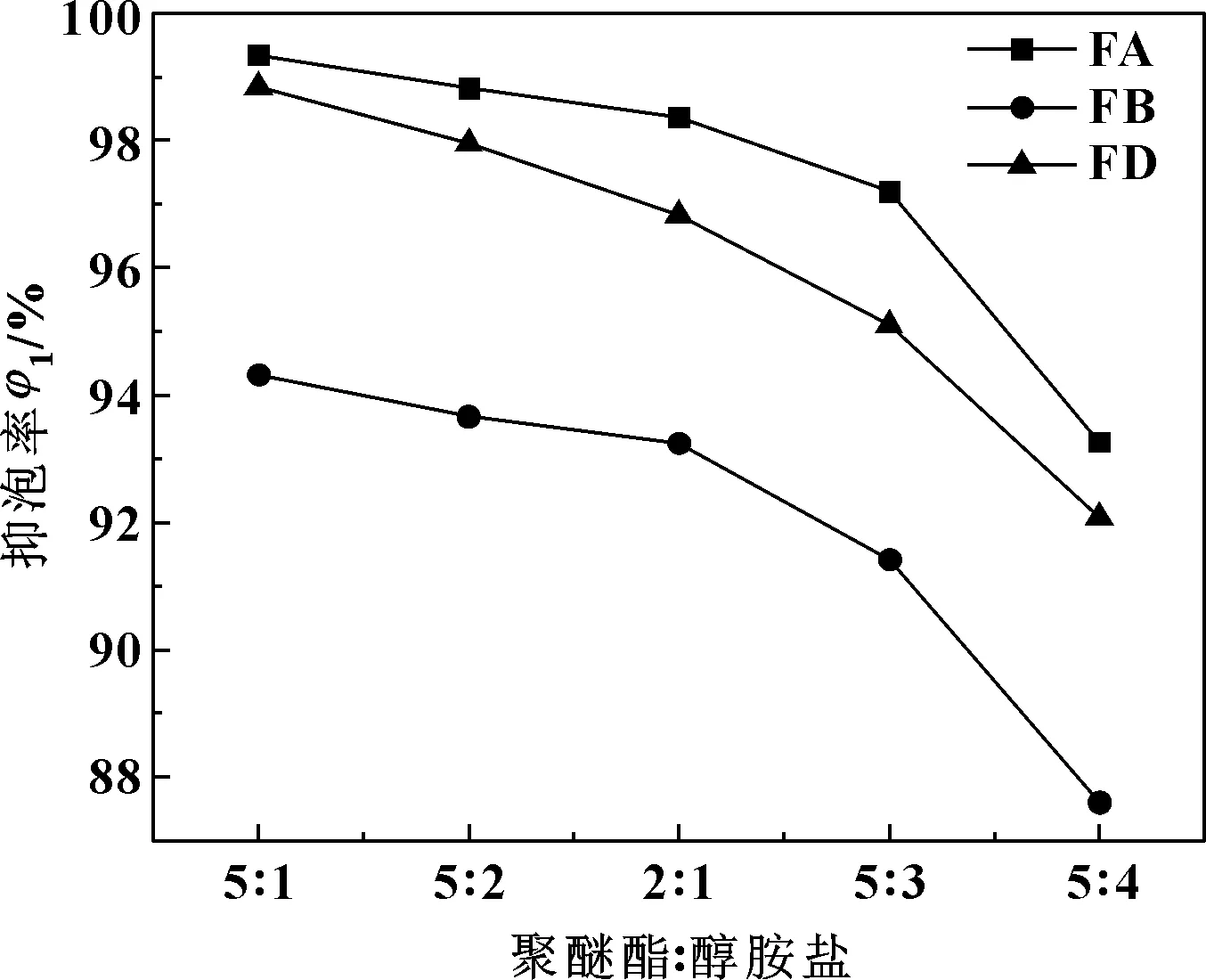
圖2 防銹劑添加量對抑泡率的影響
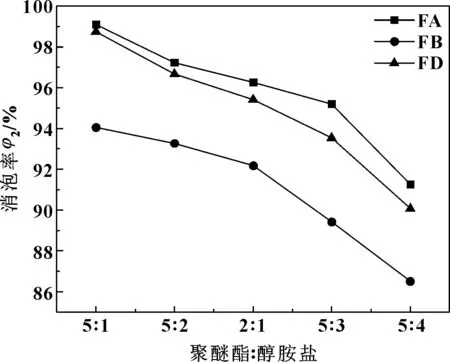
圖3 防銹劑添加量對消泡率的影響
從表4可以看出,產品的防銹效果隨著防銹劑加入量的增加而增加。其中添加FB比添加FD的產品防銹性好,主要是由于FB中含有雙鍵、羥基和羧基3個極性基團,FD中只有雙鍵和羧基2個極性基團,FB分子間吸附力更大,在金屬表面形成的膜更厚,防銹性能更好。從圖2和圖3發現,醇胺鹽的加入在一定程度上降低了產品的抑泡、消泡性,加入量越大,抑泡、消泡性越差;在5∶1~5∶3的范圍內,消泡性能變化相對較小,之后消泡性能下降明顯。
2.1.3 pH值對產品性能的影響
在聚醚酯與防銹劑質量比為5∶3的條件下,考察不同水溶液pH值對產品性能的影響,防銹效果見表5,消泡效果見圖4和圖5。
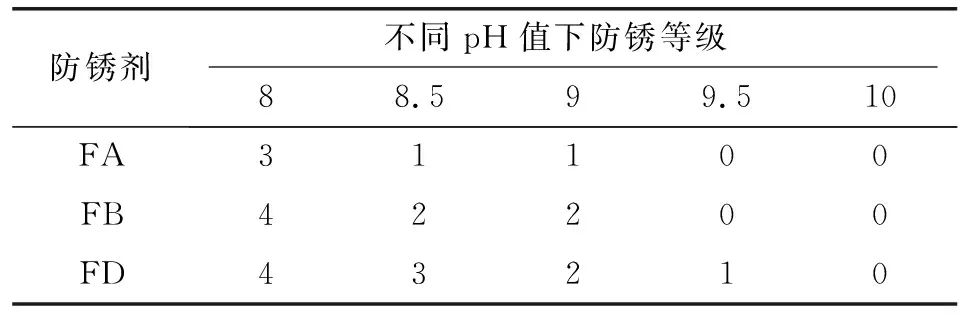
表5 pH值對產品防銹性能的影響
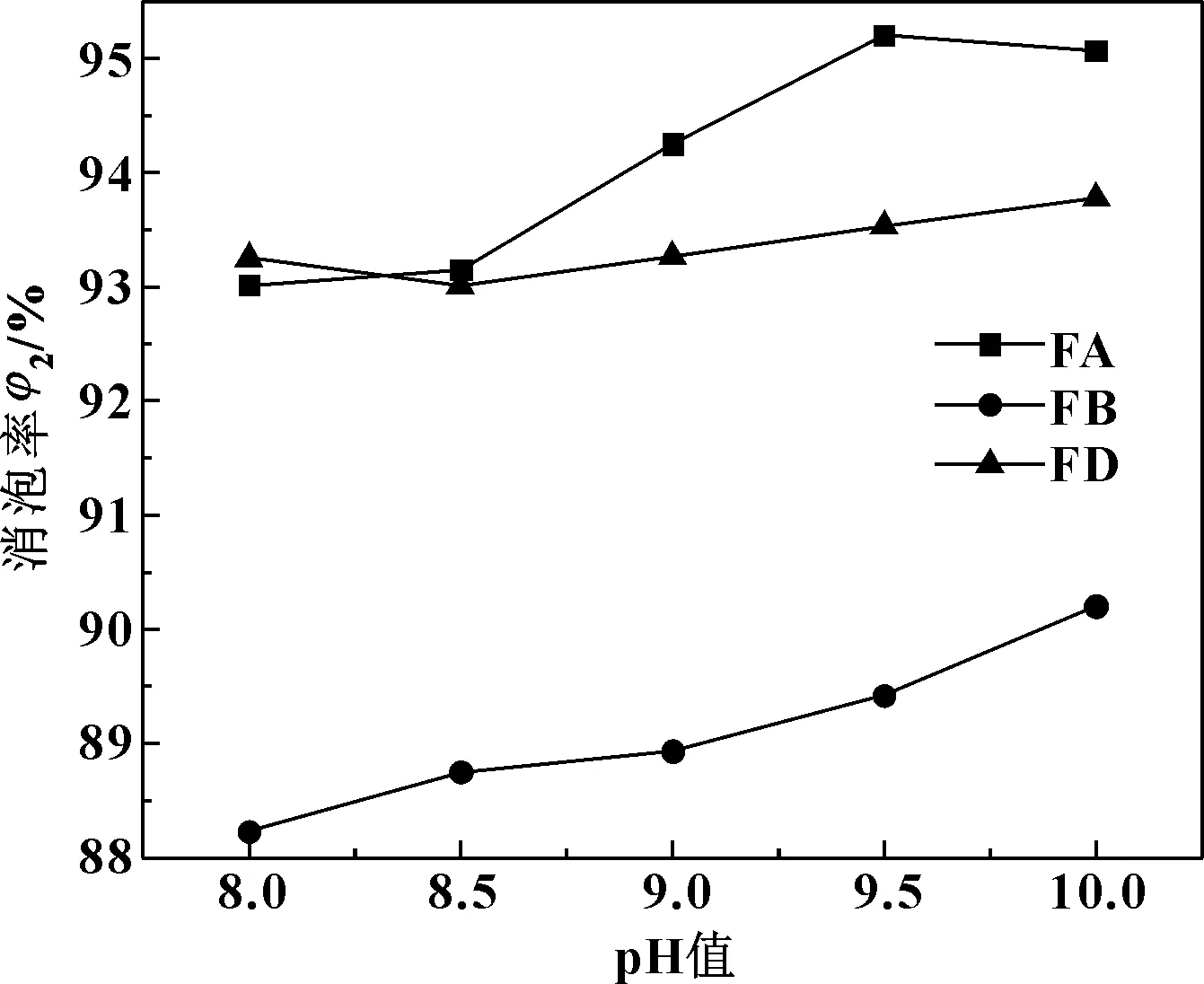
圖5 pH值對消泡率的影響
由表5可以看出,產品的防銹性隨著水溶液pH值的增大而增強,一方面是由于pH值太低易繁殖細菌,導致防銹液腐敗,產生銹蝕,防銹性減弱;另一方面,有機羧酸醇胺鹽防銹劑在pH值高的水中溶解度大,吸附在金屬表面的有效分子增多,防銹性增強。由圖4和圖5可知,水溶液pH值對產品的消泡效果影響不大,表明產品可在較寬pH值范圍內應用。
2.1.4 復配條件的優化
為進一步提高產品性能,以復合防銹劑為原料,利用正交試驗考察添加劑間的協同效應,篩選最佳配制條件。實驗原料采用性能較好的防銹劑FA、FB和FD的混合物;分別選取防銹劑的混合方式(A)、防銹劑間的質量比(B)、聚醚酯與復合防銹劑的質量比(C)及水溶液pH值(D)4個因素進行試驗,每個因素取3個水平,復合助劑對防銹性能的影響見表6,對消泡性能的影響見表7(其中極差上部數字為抑泡率,下部數字為消泡率)。
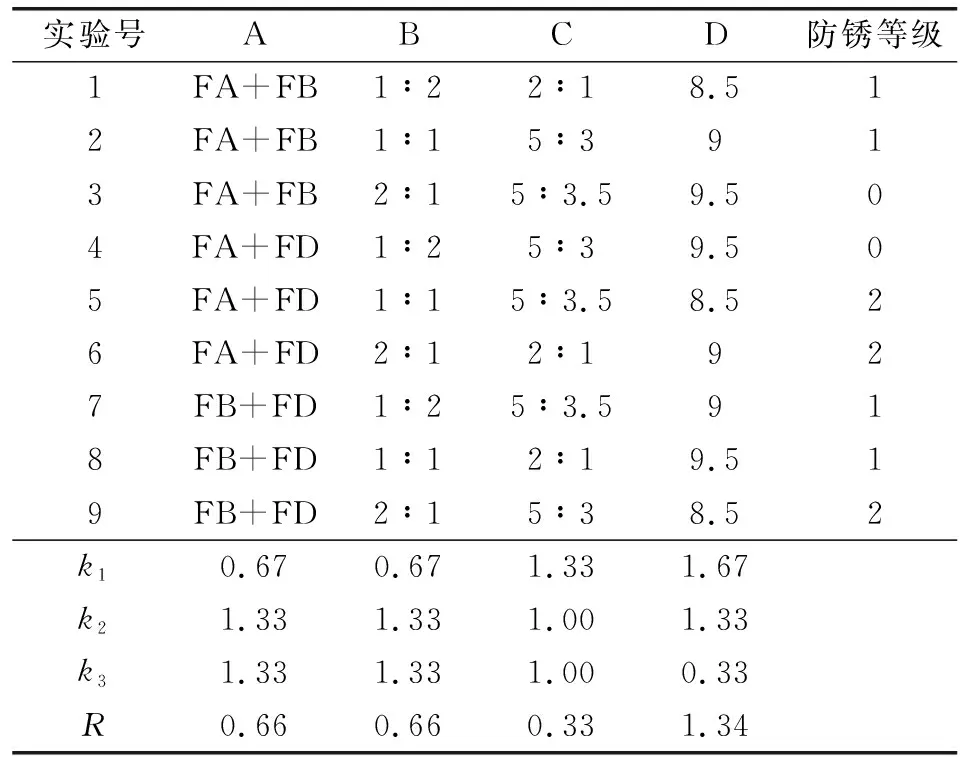
表6 復合防銹劑對防銹性的影響
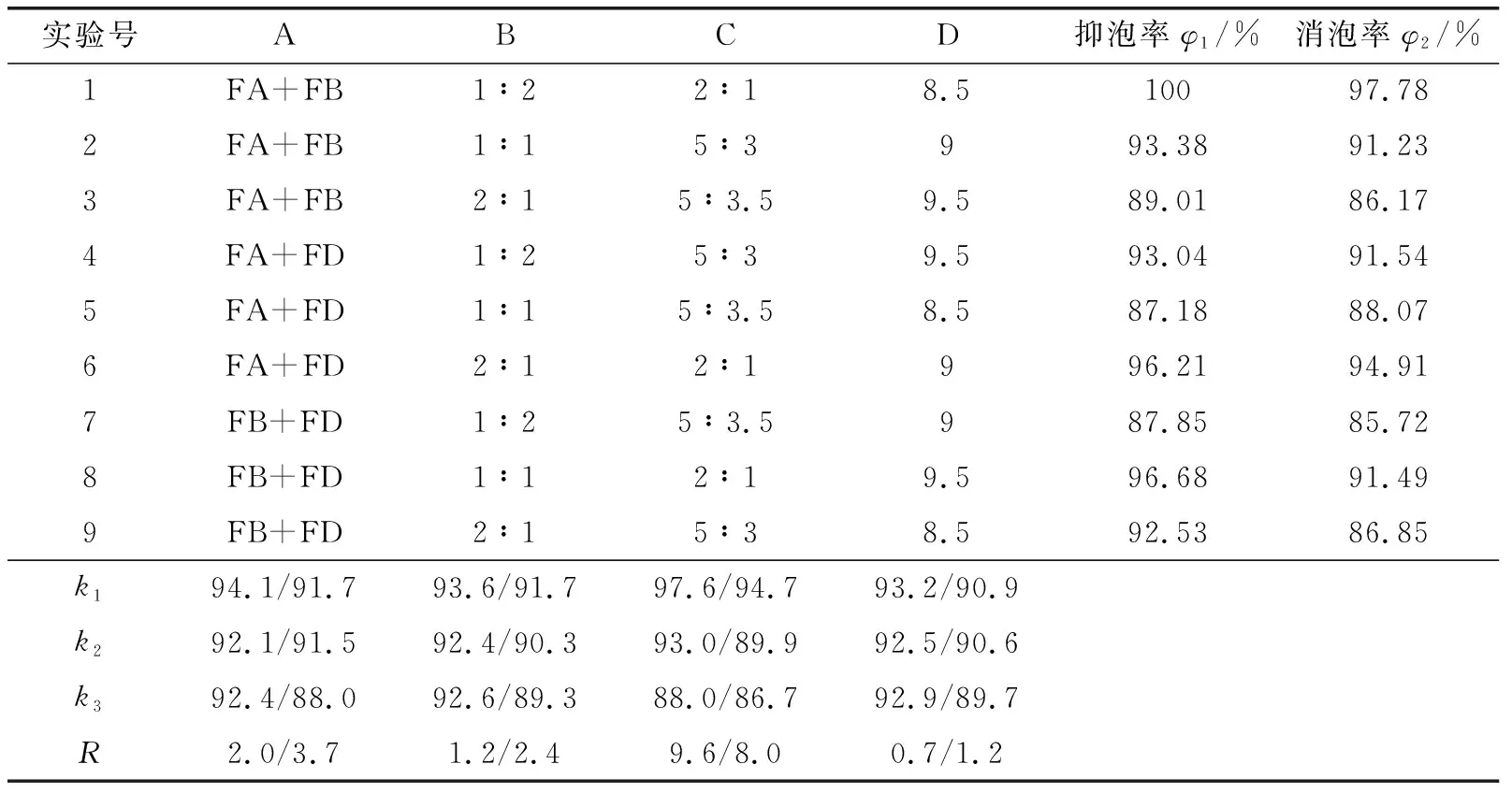
表7 復合防銹劑對消泡性能的影響
從表6、7結果來看,采用防銹劑FA和FB以1∶2的質量比混合,防銹性能及消泡性能都是最佳。pH值對產品的防銹性能影響最大,最佳水平為pH=9.5,而對于消泡性能來說,其最佳值為8.5,考慮到水溶液pH值對產品的消泡性能影響不大,選定水溶液pH值為9.5。
從消泡性能發現,聚醚酯與防銹劑質量比對產品的抑泡、消泡效果影響最大,防銹劑在聚醚酯中的添加量越多,消泡效果越差。而對于防銹性能來說,則是防銹劑在聚醚酯中的添加量越多,防銹效果越好。為了兼顧防銹性能和消泡性能,同時考慮到在實驗范圍內,防銹劑添加量對防銹性能影響最小。選擇最佳添加量為聚醚酯與復合防銹劑的質量比為2∶1。
綜上確定具有防銹功能的復合消泡劑的最佳配制條件為:復合防銹劑采用FA和FB的混合物,二者質量比為1∶2,聚醚酯與復合防銹劑的質量比為2∶1,水溶液pH=9.5。在該條件下,進行了3組重復實驗,發現防銹等級均為0級,抑泡率均為100%,消泡率穩定在99.05%以上,表明復合防銹劑與消泡劑的復配產品性能有一定的提升,添加劑之間存在一定的協同效應。
2.2 潤滑性能考察
文中開發的多功能金屬助劑中的主要組分聚醚酯、羧酸醇胺鹽均具有一定的潤滑性能,也經常用作潤滑劑的主要成分[12-13]。下面對其潤滑性能進行考察。
2.2.1 極壓、抗磨減摩性能分析
考察3種不同質量分數的復合消泡劑水溶液的極壓、抗磨、減摩性能,結果見表8。
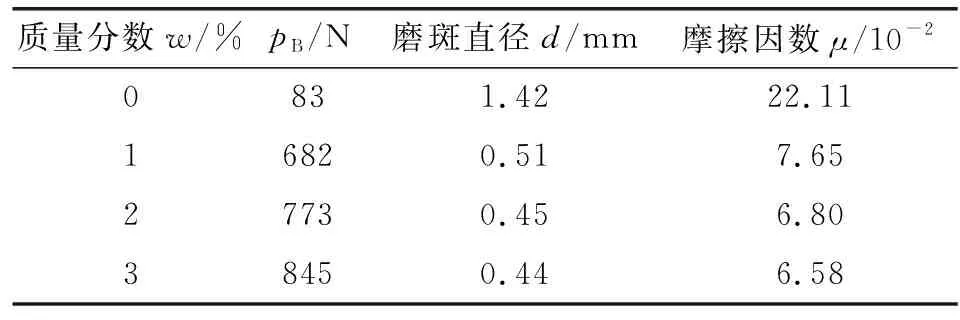
表8 不同質量分數產品水溶液的潤滑性能
由于水的黏度非常低,25 ℃時僅為8.95×10-4Pa·s[14],承載能力較小,以水為基體的潤滑劑很難形成完整有效的流體潤滑薄膜,尤其在金屬加工過程中,大多數屬于邊界潤滑。由于不存在完全的潤滑膜,潤滑劑的承載能力很大程度上取決于潤滑劑在摩擦表面上的成膜能力[15]。由表8可以看出,產品水溶液質量分數為1%時,就可使水的pB值從83 N提高到682 N,表明產品能顯著提高水的承載能力。3種質量分數下產品水溶液的摩擦因數均小于0.1,磨斑直徑均小于0.6 mm,而純水潤滑條件下的摩擦因數為0.221 1,磨斑直徑為1.42 mm,表明產品具有良好的抗磨減摩性能。主要原因是產品中存在羥基、羧基等極性基團,能夠很好地與摩擦金屬表面形成物理或者化學吸附膜,或者與摩擦金屬表面反應生成穩定的化學吸附膜,增強水溶液的減摩抗磨性能。
從表8還可以看出,隨著產品水溶液質量分數的增加,其pB值一直增加,磨斑直徑和摩擦因數下降,這是由于添加劑的含量越大,水溶液中所含的極性基團及活性分子越多,從而能與鋼球摩擦副表面形成更有效的吸附膜,使摩擦副表面粗糙峰接觸減少。
2.2.2 潤滑穩定性分析
摩擦因數隨時間的變化關系在一定程度上反映了邊界潤滑過程中添加劑在摩擦副表面形成的吸附膜的穩定性。圖6所示為不同質量分數下摩擦因數隨時間的變化曲線,可以看出純水潤滑條件下摩擦因數的波動較大,而3種質量分數下的產品水溶液的摩擦因數均在摩擦前期波動較大,500 s后基本達到穩定。這是由于磨合初期鋼球摩擦副表面具有微觀和宏觀的幾何缺陷,使接觸面在摩擦時的實際接觸點壓力高,磨損劇烈,摩擦因數波動較大[16];500 s后實驗進入正常磨損階段,隨著時間的推移和摩擦副間熱量的不斷產生,水溶液溫度逐漸增加,產品能夠更加有序和有效地擴散,且由于產品中存在聚醚,具有逆溶性,達到一定溫度時,聚醚慢慢從水溶液中析出,并附著在摩擦副間,起到良好的減摩作用,摩擦表面經過磨合后達到穩定狀態,磨損基本不變,因此摩擦因數波動較小[17]。總體來看,3種質量分數下的產品水溶液摩擦因數波動較小,水溶液摩擦穩定性良好。
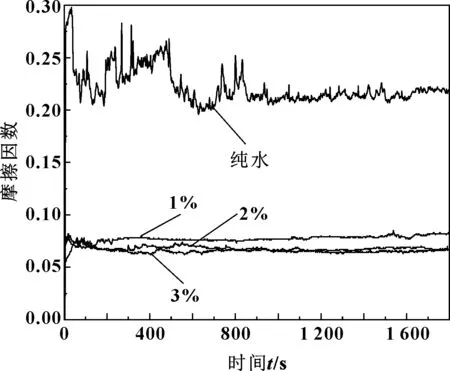
圖6 不同質量分數水溶液的摩擦因數隨時間的變化曲線
3 結論
(1)考察了添加不同有機羧酸醇胺鹽防銹劑對聚醚酯消泡劑性能的影響,發現添加的防銹劑分子中極性基團越多,添加量越大,防銹性能越好。添加防銹劑會削弱產品的消泡效果,消泡性能隨防銹劑添加量的增加而下降。水溶液pH值對產品防銹性影響較大,較高的pH值對于黑色金屬的防銹及抑制工作液的腐敗有一定的積極作用,而pH值對產品消泡性能影響較小。
(2)通過正交試驗考察了復合防銹劑對產品性能的影響,確定了多功能添加劑最佳配制條件:復合防銹劑采用三己酸-6,6′,6″-三聚氰胺醇胺鹽和蓖麻油酸醇胺鹽的混合物,二者質量比為1∶2,聚醚酯與復合防銹劑的質量比為2∶1,水溶液pH=9.5。在該條件下其防銹性達到0級,抑泡率穩定在100%,消泡率穩定在99%以上。
(3)通過考察添加劑的潤滑性能發現,該產品能顯著提高水的承載能力,表現出很好的抗磨、減摩特性。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
Coco薇(2015年1期)2015-08-13 02:23:50
中國質量與標準導報(2014年1期)2014-02-28 22:21:28
玩具(2009年10期)2009-11-04 02:33:14
