中央空調水系統管道焊接質量控制措施分析
2021-04-25 00:15:20張阿明
河南科技 2021年35期
張阿明
摘要:管道作為流體輸送最為常用的裝置,在生產、生活中隨處可見。對于接頭采用焊接方式的管道,應當采取針對性較強的措施加強焊接質量控制,從而確保管道穩定、可靠地發揮其應有的作用。
關鍵詞:管道;焊接;質量控制
中圖分類號:TU81文獻標識碼:A文章編號:1003-5168(2021)35-0044-03
Analysis on Welding Quality Control of Central Air Conditioning Water System Pipeline
ZHANG Aming(Fujian Dezhu Construction Co., Ltd., Xiamen Fujian 361006)
Abstract: As the most commonly used device for fluid transportation, pipelines can be seen everywhere in production and life. For pipelines whose joints are welded, it is bound to take more targeted measures to strengthen welding qual? ity control, so as to ensure that the pipeline can play its due role stably and reliably.
Keywords: pipeline;welding;quality control
水冷式中央空調的水系統主要涵蓋3個部分,即冷卻水、冷凍水或熱水(該種模式大多是單管制,夏季和冬季分別循環不同溫度的水)以及冷凝水系統。以上3種系統在運轉時都需要借助管道來傳輸。水系統管道的連接有焊接、螺紋、法蘭、卡箍或溝槽式等多種連接方式,其中焊接方式被廣泛運用于冷卻水和冷凍水兩大系統[1]。究其原因,主要在于焊接可以使管道接頭的強度、致密性與管道本體相匹配,進而提高管道投入使用后的安全性和穩定性,減少后期維護、維修成本。對于采用焊接方式的管道系統,做好焊接質量控制是管道安裝過程中一項極為重要的工作。以管道對接焊縫為例,結合現場實際,從施工準備階段、施工過程中以及焊接作業完成后的檢驗與試驗三個方面分別進行闡述。
1施工準備階段的焊接質量控制
接到施工任務后,施工單位應組建現場質量管理部門,宜設置焊接質檢員一職,并做好以下幾點工作。
①施工人員應熟悉設計,對所選用管材的型號、規格及焊接質量要求進行規范,核查現場器材是否符合圖紙要求及施工條件,盡可能創造良好的施工環境。
②復核本單位現有的焊接工藝,評定其能否滿足所承接的工程任務(如管材、焊材、壁厚及焊接方法等)。若無法滿足要求,應針對工程項目焊接應用特點,盡快組織焊接工藝評定,以符合規范規定。
③基于焊接工藝評定報告,選取符合當前焊接工藝的規程。在現場指導施焊工作時,要注重技術交底環節。焊接設備應優先選用直流焊機。如果焊接條件允許,可以選擇全自動焊接設備。這種方式可以避免人為因素的干擾,進一步保證焊接質量,并全面提高產品生產效率。
④挑選技術過硬、質量意識強的焊工參與焊接,每位焊工都須持有效的特種作業資格證書才能上崗。必要時可根據現場焊接特點、所選用的焊接設備、焊接位置的特殊性等因素對焊工進行模擬實操訓練,確保其能夠順利完成任務[2]。
⑤準備好施焊過程中所需的輔助裝置或措施,如防風防雨措施、管道對口夾具、通風設備、照明設施、焊條烘干設備、焊條保溫筒及吊裝機具等。
2施工過程中的焊接質量控制措施
2.1焊前檢查
①檢查母材、焊材是否符合設計規范和焊接工藝要求,同時確認焊接環境(溫度、濕度及風速等)。若焊接環境惡劣且采取措施后仍無法滿足焊接要求,應停止焊接施工。
②焊件的坡口形式和尺寸應符合焊接工藝規程或焊接工藝卡的有關要求。在進行焊接前,應該先檢查坡口及其內外側周圍2 cm內是否有污物、毛刺等雜質,并采用打磨等方式清理干凈。
③在對管子或管件進行對接時,內壁錯邊量應該控制在管材厚度的10%以內,并且不大于0.2 cm。如果內壁錯邊量過大,可參照圖1對內壁進行坡口加工。當外壁錯邊量超過0.3 cm時,可參照圖2對外壁進行坡口加工。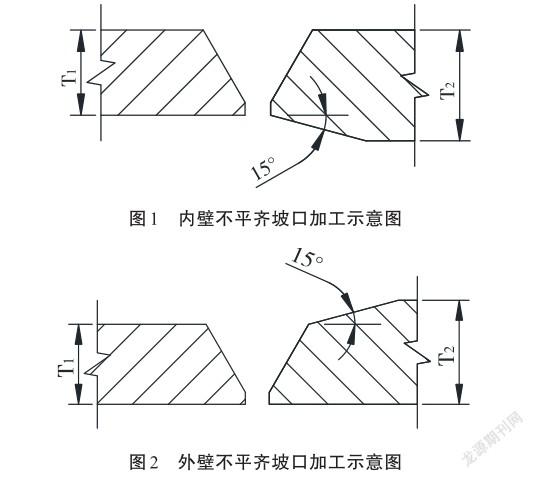
④如果焊件組對存在局部間隙較大的情況,則需要修整到合理的尺寸范圍,不可以借助堵塞物填補間隙。
⑤管子間相互對接時,不可以強制性對接或對正,避免產生額外的作用力。對口完成后,應檢查對口平直度(平直度允許偏差為1%,全長不應大于10 mm),且其間隙應均勻[3]。
⑥管道焊縫位置應遵循以下內容。當公稱尺寸大于等于15 cm時,測量直管段上兩對接焊口間的距離應大于15 cm;當公稱尺寸小于15 cm時,測量直管段上兩對接焊口間的距離應該控制在管子外徑與10 cm之間。管道焊縫和支吊架的間距應該在5 cm以上;焊縫距離支管開孔邊緣應該大于5 cm。管道焊縫不宜置于套管內,且距套管端部不應小于150 mm。無法避免時,套管內焊縫須經100%射線探傷或超聲波探傷檢測合格。
⑦采用螺旋焊接鋼管對口時,兩個縱向的焊縫需要分開,相互分開的距離要大于10 cm,防止十字焊縫的出現。
⑧采用分段預制的管段,應將內部清理干凈,并及時封閉管口。管段應注意做好標識,在存放和運輸過程中避免出現變形或損壞現象。
⑨做好焊材質量管理。焊接材料主要涉及焊絲和焊條兩種,所選用的焊接材料應與焊接工藝規程或焊接工藝卡的要求相符,并應按照使用說明書、有關技術要求、安全規程等妥善保管。存儲倉庫應保持適宜的溫度、濕度,一般室內溫度不低于5℃,相對濕度不大于60%。
焊絲表面須光滑、潔凈,若影響焊接質量,使用前應進行清潔處理。焊條使用前須烘干處理,酸性焊條的烘干溫度為150℃左右,堿性焊條的烘干溫度為350℃左右,烘干時間為1~2 h。烘干后的焊條宜緩冷后,再保存于規定溫度的烘箱或保溫箱內(宜為100℃以上),隨用隨取。經烘干處理的焊條在常溫下擱置時間超出規定時間后(酸性焊條為8 h左右,堿性焊條為4 h左右),再次使用前應重新烘干,重新烘干的次數不宜超過兩次[4]。原則上用多少領多少,每次未用完的部分應注意妥善保管,尤其是焊條宜存放到烘箱或保溫箱內。
2.2焊中檢查
①重視定位焊檢查工作。定位焊是整個焊接過程中至關重要的一個環節。通常來講,定位焊縫較為短小(可以根據管子直徑的情況設置2~6處),在焊接過程中不需要清除,而是作為焊縫的一部分保存在焊縫中。定位焊縫會影響焊縫的整體質量,因此需要保證焊縫的質量、長度合理。開展定位焊縫時,需要重視下述內容:定位焊時所選用的焊接方法、材料等必須與正式焊接相同,且宜由同一名焊工完成;合理設置定位焊縫的長度、厚度以及間距,保證焊接過程中焊縫不開裂;定位焊縫應與母材熔合良好,不得存在氣孔、夾渣及未焊透等缺陷;在對根部焊道進行焊接前,應認真檢查定位焊縫,并將定位焊縫的兩端修成斜坡,以便于接頭能平滑過渡;如果定位焊縫時出現嚴重缺陷,必須要將焊點處清理干凈再進行重新焊接,或者將缺陷處鏟除干凈并采取相應的補救措施。
②定位焊工作完成后,宜立即進行根部焊道的焊接。多層多道焊時,焊接接頭應錯開。
③進行多層焊時,每層焊接后都需要清理并檢查外觀,排除產品存在的缺陷后,方可焊接下一層。
④焊縫的焊接應當連續作業,即一次性完成焊接。如果在焊接中遇到問題或者因故中斷,在進行再次焊接前要先清理和檢查焊道表面,在確定沒有裂紋、銹蝕等問題之后,再根據原本的工藝方式實施焊接。
⑤對于焊后不易清理的管道,宜采用鎢極惰性氣體保護焊進行根部焊道的焊接(含定位焊)[5]。
2.3焊后檢查
①焊接完成后,應立即去除焊接接頭表面的渣皮、飛濺物及焊疤等,并對焊縫的可見部分進行全數外觀質量檢查。
②焊縫外觀質量以及焊縫余高和根部凸出的偏差都應該控制在一定范圍內,防止產品出現嚴重問題。相關檢查應符合表1和表2中的要求。
③為加強對焊縫的跟蹤、管理,應及時將焊縫標注到管道單線圖上(焊縫的相對位置可通過標高、穿墻/板位置、焊縫間的距離等進行確定),還可要求焊工在焊縫附近打上鋼印標識。
3焊接作業完成后的檢驗與試驗
焊接作業完成后除了對焊接接頭進行全面的外觀檢查外,還應按照設計圖紙有關要求進行焊縫內部的無損檢測(民用工程較少涉及);檢驗合格后,應按照圖紙或規范要求對管道系統進行水壓試驗。只有水壓試驗合格后,焊接質量才算是基本合格。
水壓試驗主要分為強度試驗和嚴密性試驗,包括分區域、分段的水壓試驗和整個管道系統的水壓試驗。試驗要求(試驗壓強、試驗時間等)應滿足設計要求;設計無要求時,可參照以下所述執行。
3.1強度試驗
當設計工作壓強不超過1.0 MPa時,試驗壓強為設計工作壓強的1.5倍,但不應小于0.6 MPa;設計工作壓強大于1.0 MPa時,試驗壓強應為設計工作壓強加上0.5 MPa。管道壓強升至試驗壓強后,應穩壓10 min,觀察壓降不超過0.02 MPa,管道系統無滲漏,強度試驗則為合格。
3.2嚴密性試驗
強度試驗合格后,方可將試驗壓強降至設計工作壓強進行嚴密性試驗。在設計工作壓強下對管道進行全面檢查,60 min內管道系統無滲漏,嚴密性試驗則為合格。
3.3問題處理
水壓試驗過程中,發現焊接接頭存在滲漏水現象時,應找出滲漏點并分析其形成原因,將試驗用水排除干凈后,按照事先制定并審核通過的焊縫返修工藝進行返修處理。處理合格后,應重新進行水壓試驗。
4結語
通過幾個相關工程項目的實踐應用,采用上述措施對焊接質量進行嚴格管控,可較好地避免管道焊接接頭的返工或返修,有效防止滲漏水現象,降低了工程施工成本,加快了工程建設進程,為管道系統的良好運行提供了強有力的保障,贏得了工程建設相關方的一致好評。
參考文獻:
[1]中華人民共和國住房和城鄉建設部.現場設備、工業管道焊接工程施工規范:GB 50236—2011[S].北京:中國計劃出版社,2011.
[2]中華人民共和國住房和城鄉建設部.通風與空調工程施工質量驗收規范:GB 50243—2016[S].北京:中國計劃出版社,2017.
[3]中華人民共和國住房和城鄉建設部.工業金屬管道工程施工規范:GB 50235—2010[S].北京:中國建筑工業出版社,2011.
[4]中華人民共和國住房和城鄉建設部.通風與空調工程施工規范:GB 50738—2011[S].北京:中國建筑工業出版社,2012.
[5]張志遠,袁冉,趙邵華,等.暖通空調設備安裝施工過程中存在的問題與對策[J].安裝,2020(8):22-24.
猜你喜歡
中國科技博覽(2016年22期)2016-11-01 15:06:27
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 17:58:28
科技視界(2016年20期)2016-09-29 13:11:33
科技視界(2016年20期)2016-09-29 13:10:51
科技視界(2016年20期)2016-09-29 13:10:08
企業導報(2016年11期)2016-06-16 15:47:07
