水松紙上膠穩定性探究
2021-04-25 03:08:12劉和平
商品與質量 2021年13期
劉和平
四川中煙工業有限責任公司綿陽卷煙廠 四川綿陽 621000
1 碟簧的安裝方式
碟簧是承受軸向載荷的錐形環狀碟片。水松紙膠缸安裝有多個碟簧,工作時承受著膠缸軸向載荷,它是保障下膠輥和上膠輥平穩運行的重要組成部件,其示意圖如圖1:
若卷煙機的膠缸碟簧安裝方式沒有統一,維修人員也沒有經過相關培訓,碟簧組合時串聯、并聯、混合安裝等方式都會有,會造成下膠輥旋轉時軸向受力隨時變化,水松紙上膠不均勻,最終造成水松紙切刀切割水松紙時,切刀表面膠垢增多,附著在水松紙表面,煙支粘膠的隱患也隨著增加[1-2]。
統一使用反向堆疊法安裝碟簧,如圖2。保證膠缸支撐軸向受力一致,保障水松紙上膠均勻。
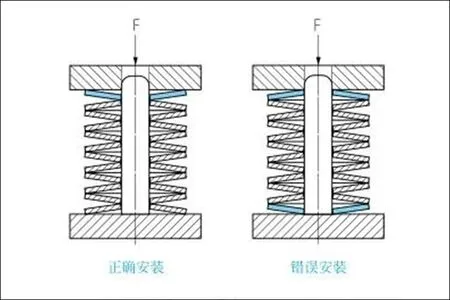
圖2 反向堆疊安裝示意圖
2 膠缸支撐桿
膠缸支撐桿是膠缸安裝支撐的主要配件,它能保障上膠輥與下膠輥間隙穩定。下膠輥旋轉時,一直承受者徑向載荷,是整個膠缸最容易磨損的零件,見圖3。
當膠缸支撐桿端部直徑磨損超過0.03mm時,膠缸鎖緊時會有明顯的間隙,運行時也會有晃動,嚴重影響上膠的均勻性。經過測試:正常工況下,支撐桿的更換周期為3個月,且維修人員需每周至少一次進行檢查確認支撐桿的磨損度[3]。

圖3 膠缸支撐桿實物圖
3 水松紙加熱溫度
水松紙上膠后經過加熱再進入剪切、煙支搓接工序,加熱時會產生膠粒。溫度越高時,膠水干得快,膠粒產生越快越多;溫度過低時,產生膠粒會相應較少,但是當進入搓接工序時,膠水干的慢會導致水松紙錯牙,甚至煙支漏氣的質量隱患。
卷煙機目前設定范圍為75℃-95℃,我們對其中一組卷煙機進行各生產2小時,按其設定溫度進行梯度試驗。試驗數據如表1。經過測試水松紙不同梯度上膠溫度對膠粒產生的影響程度,并對測試數據進行相關和回歸分析,如圖4。我們發現:當水松紙上膠溫度為84℃時,膠粒的產生達到了一個最優值。
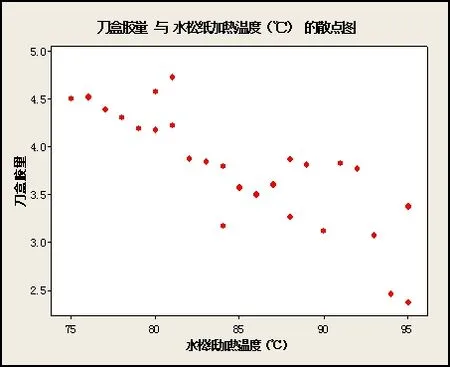
圖4 刀盒膠粒產生量對水松紙溫度散點圖
4 結語
通過對碟簧安裝方式統一為反向堆疊安裝,并對所有維修人員進行安裝培訓;固定膠缸支撐桿的檢查為一周,更換周期為3個月;固定水松紙加熱溫度為84℃這三個措施,水松紙上膠均勻性與穩定性有很大的提高,水松紙切刀盒積膠量也明顯減少,同時也降低了煙支表面膠粒質量隱患。

表1 水松紙加熱溫度與膠粒重量統計表