有機(jī)溶劑中溫法溶出光伏組件封裝材料乙烯-醋酸乙烯酯
2021-04-25 13:43:44焦月潭李登新馬夢(mèng)蝶
化工環(huán)保 2021年2期
關(guān)鍵詞:實(shí)驗(yàn)
焦月潭,陳 欽,李登新,王 凡,馬夢(mèng)蝶
(東華大學(xué) 環(huán)境科學(xué)與工程學(xué)院,上海 201620)
據(jù)統(tǒng)計(jì),到2017年全球光伏垃圾累計(jì)量為870 t,預(yù)計(jì)到2038年將增加到2 Mt。硅是生產(chǎn)太陽能電池必須的半導(dǎo)體材料,2016年我國高純多晶硅需求量為3.3×105t,其中約40%需要進(jìn)口,而每年由于光伏組件的廢棄造成硅的廢棄量約為1.6×104t,因此廢棄光伏組件的回收利用技術(shù)成為近年來的熱門研究課題[1-5]。要回收光伏組件中的硅,必須先處理掉光伏組件的封裝材料——乙烯-醋酸乙烯酯(EVA)。處理EVA的方法主要有有機(jī)溶劑溶出法、高溫?zé)峤夥ê蜔o機(jī)酸氧化法等,高溫?zé)峤夥芎母撸紵臍怏w易造成二次污染[3-13]。采用三氯乙烯、甲苯、四氫呋喃、鄰二氯苯等作為溶劑的有機(jī)溶劑法處理EVA,可以回收硅晶片,但低溫下有機(jī)溶劑會(huì)導(dǎo)致硅晶片破碎[14-15]。超聲輻射和有機(jī)溶劑法相結(jié)合可實(shí)現(xiàn)EVA的溶出,但存在反應(yīng)不均勻、操作復(fù)雜、難以規(guī)模化生產(chǎn)等問題。
本文采用有機(jī)溶劑中溫溶出法,探究了不同條件下EVA的溶出率及模擬組件的分離率,通過正交實(shí)驗(yàn)確定了有機(jī)溶劑中溫法處理EVA的最佳工藝條件,為后續(xù)的規(guī)模化生產(chǎn)提供理論依據(jù)。
1 實(shí)驗(yàn)部分
1.1 材料、試劑和儀器
鄰二氯苯,分析純;EVA薄膜,購于米索樂新能源科技公司。
DF-101S型集熱式恒溫加熱磁力攪拌器:上海鷹迪儀器設(shè)備有限公司;Nicolet6700型傅里葉變換紅外光譜儀:賽默飛世爾公司。
1.2 實(shí)驗(yàn)方法
1.2.1 模擬光伏組件的制備
將EVA薄膜裁剪成蓋玻片大小(25 mm×20 mm×1 mm),放置在兩玻片中間,置于烘箱中155 ℃加熱30 min,完成交聯(lián)反應(yīng)[8],以此替代光伏組件進(jìn)行EVA的溶出實(shí)驗(yàn)。
1.2.2 EVA的溶出及效果評(píng)價(jià)
量取一定量的鄰二氯苯加入三頸燒瓶中,在三頸燒瓶上部連接冷凝裝置,將三頸燒瓶置于油浴鍋中加熱至設(shè)定溫度,按一定的固液比(光伏組件個(gè)數(shù)與鄰二氯苯體積之比,個(gè)/mL)加入模擬光伏組件,在一定的攪拌轉(zhuǎn)速下反應(yīng)達(dá)到設(shè)定時(shí)間后,取出三頸燒瓶,過濾,取出模擬光伏組件,通過網(wǎng)格法進(jìn)行評(píng)價(jià)。
將模擬光伏組件的玻璃背板均分為10×8個(gè)網(wǎng)格[10],記為S0,參與反應(yīng)的網(wǎng)格總數(shù)為S1,EVA溶出率(W1,%)的計(jì)算公式見式(1)。將每組實(shí)驗(yàn)的模擬光伏組件樣品總數(shù)記為A,經(jīng)處理后分離的樣品數(shù)記為B,模擬光伏組件分離率(W2,%)的計(jì)算公式見式(2)。

2 結(jié)果與討論
2.1 單因素實(shí)驗(yàn)結(jié)果
2.1.1 固液比的優(yōu)化
在反應(yīng)溫度為160 ℃、攪拌轉(zhuǎn)速為800 r/min、反應(yīng)時(shí)間為240 min的條件下,固液比對(duì)溶出率和分離率的影響見圖1。由圖1可見:隨著固液比的增加,溶出率和分離率均逐漸降低;當(dāng)固液比為4∶100時(shí),溶出率為95.0%,分離率接近100%,處理效果較好;當(dāng)固液比增加到6∶100時(shí),溶出率降至70%左右,而分離率只有50%。

圖1 固液比對(duì)溶出率和分離率的影響
2.1.2 反應(yīng)溫度的優(yōu)化
在固液比為4∶100、攪拌轉(zhuǎn)速為800 r/min、反應(yīng)時(shí)間為240 min的條件下,反應(yīng)溫度對(duì)溶出率和分離率的影響見圖2。由圖2可見:隨著反應(yīng)溫度的升高,溶出率和分離率均逐漸提高;120 ℃時(shí),EVA的溶出率僅有30%左右,分離率幾乎為0;160℃時(shí)EVA溶出率達(dá)95.0%,分離率達(dá)100%。反應(yīng)溫度受到鄰二氯苯沸點(diǎn)(180.5 ℃)的限制,最高反應(yīng)溫度不可高于170 ℃。在150~160 ℃分離率發(fā)生突變,可能是因?yàn)闇囟壬撸肿舆\(yùn)動(dòng)轉(zhuǎn)速加快,同時(shí)提高溫度可能使EVA軟化,流動(dòng)性增強(qiáng),加速了溶劑與EVA接觸,促使模擬光伏組件玻片分離。

圖2 反應(yīng)溫度對(duì)溶出率和分離率的影響
2.1.3 反應(yīng)時(shí)間的優(yōu)化
反應(yīng)時(shí)間影響EVA的溶出效果,也是決定處理成本的重要因素。在反應(yīng)溫度為160 ℃、固液比為4∶100、攪拌轉(zhuǎn)速為800 r/min的條件下,反應(yīng)時(shí)間對(duì)溶出率和分離率的影響見圖3。由圖3可見:隨著反應(yīng)時(shí)間的延長,溶出率和分離率均逐漸提高;反應(yīng)60 min后EVA開始逐漸溶出,但此時(shí)玻片并未分離;反應(yīng)超過180 min后,溶出率和分離率均顯著提升;反應(yīng)280 min后,溶出率和分離率均達(dá)到100%,這可能是由于玻片分離后,EVA裸露在溶液中,接觸面積增大,溶出轉(zhuǎn)速顯著增加。
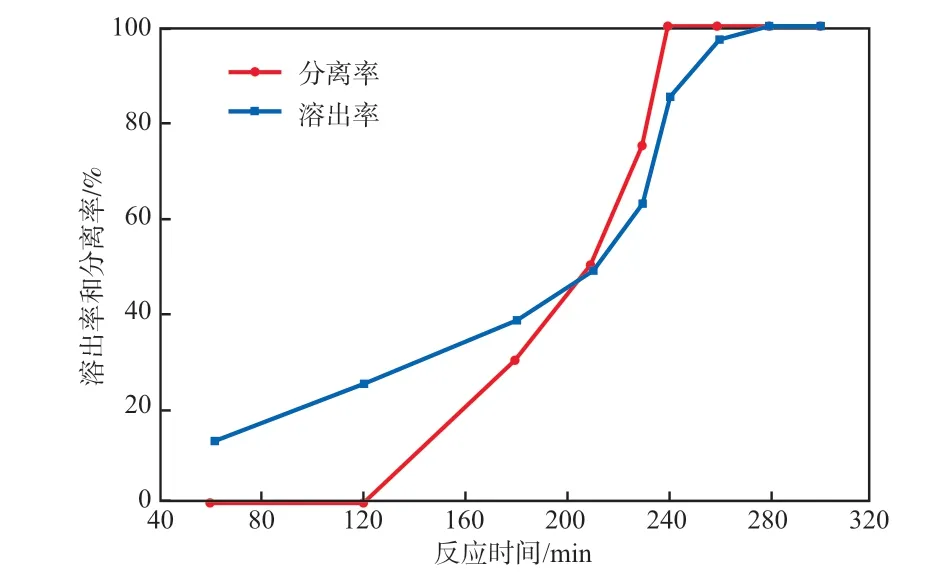
圖3 反應(yīng)時(shí)間對(duì)溶出率和分離率的影響
2.1.4 攪拌的優(yōu)化
在反應(yīng)溫度為160 ℃、固液比為4∶100、反應(yīng)時(shí)間分別為30 min和210 min的條件下,攪拌轉(zhuǎn)速對(duì)溶出率和分離率的影響見圖4。由圖4可見:攪拌轉(zhuǎn)速為0時(shí),無外力作用條件下,溶脹的EVA不能及時(shí)脫落,依然附著在玻片上,延緩了溶解過程;隨著攪拌轉(zhuǎn)速的提高,EVA分散在溶劑里,溶出率有所提高;當(dāng)反應(yīng)時(shí)間為30 min時(shí),隨著攪拌轉(zhuǎn)速的提高,溶出率略微提高,玻片未分離;反應(yīng)時(shí)間為210 min時(shí),攪拌轉(zhuǎn)速低于400 r/min則無分離效果,攪拌轉(zhuǎn)速為800 r/min分離率可達(dá)50%,繼續(xù)提高攪拌轉(zhuǎn)速會(huì)引起玻片破碎和磨損,分離率也不再提高。
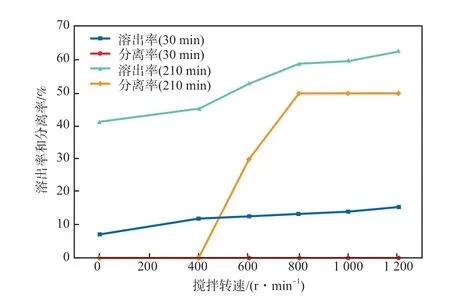
圖4 攪拌轉(zhuǎn)速對(duì)溶出率和分離率的影響
2.2 正交實(shí)驗(yàn)結(jié)果
實(shí)驗(yàn)設(shè)計(jì)了4因素3水平正交實(shí)驗(yàn),考察固液比、反應(yīng)溫度、反應(yīng)時(shí)間和攪拌轉(zhuǎn)速對(duì)溶出率的影響。正交實(shí)驗(yàn)因素水平見表1,正交實(shí)驗(yàn)結(jié)果見表2。

表1 正交實(shí)驗(yàn)因素水平

表2 正交實(shí)驗(yàn)結(jié)果
由表2可見,A1B3C3D3這個(gè)方案處理效果最好,即固液比4∶100,反應(yīng)溫度160 ℃,反應(yīng)時(shí)間240 min,攪拌轉(zhuǎn)速1 200 r/min。但攪拌轉(zhuǎn)速過大會(huì)導(dǎo)致玻片破碎,無法對(duì)玻片進(jìn)行回收利用,故實(shí)驗(yàn)選擇攪拌轉(zhuǎn)速為800 r/min。各影響因素主次順序?yàn)锽>C>D>A,即反應(yīng)溫度>反應(yīng)時(shí)間>攪拌轉(zhuǎn)速>固液比。
2.3 紅外表征結(jié)果
2.3.1 EVA的FTIR表征結(jié)果
反應(yīng)后EVA的FTIR譜圖見圖5。由圖5可見,在2 800~3 000 cm-1之間的強(qiáng)吸收峰是—CH3和—CH2的特征峰,在1 470,2 850,2 925 cm-1附近均存在吸收峰,可確定—CH2的存在。從圖5中還可看出在723 cm-1處存在吸收峰,表明—CH2基團(tuán)較多。
1 000~1 300cm-1處的吸收峰歸屬于C—O—C的伸縮振動(dòng);在1 736 cm-1附近的強(qiáng)吸收峰對(duì)屬于C=O的伸縮振動(dòng),有可能是醛、羧酸、酯類等;在2 810 cm-1和2 720 cm-1處無吸收帶,可排除醛的存在;在3 000 cm-1處無吸收峰,可排除羧酸的存在;在1 810 cm-1和1 760 cm-1處無吸收峰,可排除酸酐的存在,所以圖中1 000~1 300 cm-1的峰可推斷是交聯(lián)產(chǎn)生的酯類;而1 000 cm-1處的峰可能是C—C的伸縮振動(dòng);600 cm-1處的峰可能是大量C—H的彎曲振動(dòng)。
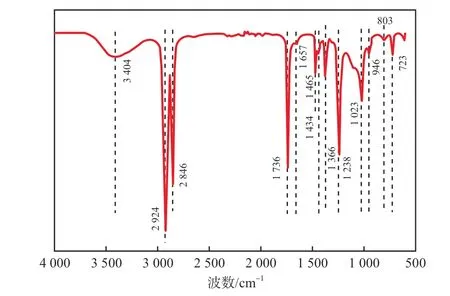
圖5 反應(yīng)后EVA的FTIR譜圖
2.3.2 鄰二氯苯的FTIR表征結(jié)果
反應(yīng)前后鄰二氯苯的FTIR表征結(jié)果見圖6。由圖6可見:鄰二取代基團(tuán)的吸收峰分布在735~770 cm-1;而1 400~1 500 cm-1范圍內(nèi)的吸收峰主要?dú)w屬于芳烴中的C=C伸縮振動(dòng);1 000~1 300 cm-1范圍內(nèi)的吸收峰主要?dú)w屬于芳烴中的C—H面內(nèi)彎曲振動(dòng);3 000~3 100 cm-1處的吸收峰主要?dú)w屬于芳烴內(nèi)的C—H伸縮振動(dòng)。反應(yīng)前后鄰二氯苯未發(fā)生特征峰的新增或減少,特征峰也未發(fā)生偏移。在735~770 cm-1之間的強(qiáng)吸收峰是芳烴的鄰二取代的特征,驗(yàn)證了鄰二氯苯兩個(gè)相鄰—Cl基團(tuán)的存在。可見反應(yīng)前后鄰二氯苯的主要官能團(tuán)未發(fā)生變化。
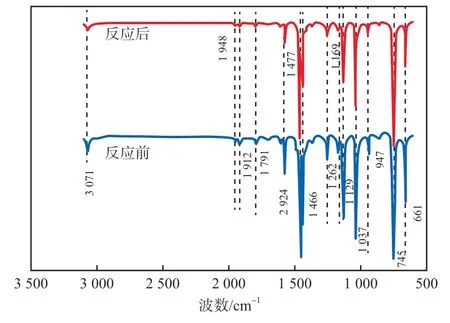
圖6 反應(yīng)前后鄰二氯苯的FTIR譜圖
3 結(jié)論
a)采用鄰二氯苯中溫法處理EVA,可實(shí)現(xiàn)模擬光伏組件的完全分離,分離機(jī)理在于鄰二氯苯對(duì)EVA的溶脹作用。正交實(shí)驗(yàn)確定的最佳工藝條件為:反應(yīng)溫度160 ℃,固液比4∶100,攪拌轉(zhuǎn)速800 r/min,反應(yīng)時(shí)間240 min。最佳條件下EVA的溶出率為95.0%,模擬組件的分離率均達(dá)100%。各影響因素的主次順序?yàn)榉磻?yīng)溫度>反應(yīng)時(shí)間>攪拌轉(zhuǎn)速>固液比。
b)反應(yīng)前后鄰二氯苯的主要官能團(tuán)未發(fā)生變化。
猜你喜歡
作文·小學(xué)低年級(jí)(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(jí)(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(jí)(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(bào)(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55