淺談沂蒙抽水蓄能電站尾水管安裝工藝
2021-04-27 08:59:14孫燎原浙江華東工程咨詢有限公司浙江杭州311122
建設監理 2021年1期
孫燎原(浙江華東工程咨詢有限公司, 浙江 杭州 311122)
1 概 述
沂蒙抽水蓄能電站位于山東省臨沂市費縣薛莊鎮境內,距費縣縣城公路里程 24 km,距臨沂市公路里程 69 km,距濟南市公路里程 264 km。上水庫庫址位于石嵐水庫的右岸劉家寨久俺溝溝腦處,下水庫位于石嵐水庫右岸的魯峪溝內,下水庫壩址位于溝口上游約 700 m 處。
電站總裝機容量為 1 200 MW,地下廠房內安裝 4 臺單機容量為 300 MW 的混流可逆式水輪發電機組,為大(1)型一等工程。其尾水管里襯形式為金屬里襯,材質為 Q345R,主要分為錐管、肘管和擴散段。其中,擴散段分 5 段到貨,為擴散段 1、擴散段 2-1、擴散段 2-2、擴散段 3-1、擴散段3-2,尾水肘管進口直徑為 2 549 mm,尾水擴散段出口直徑為 5 000 mm(見圖1)。其余參數,如表1 所示。

圖1 尾水肘管及擴散段示意圖
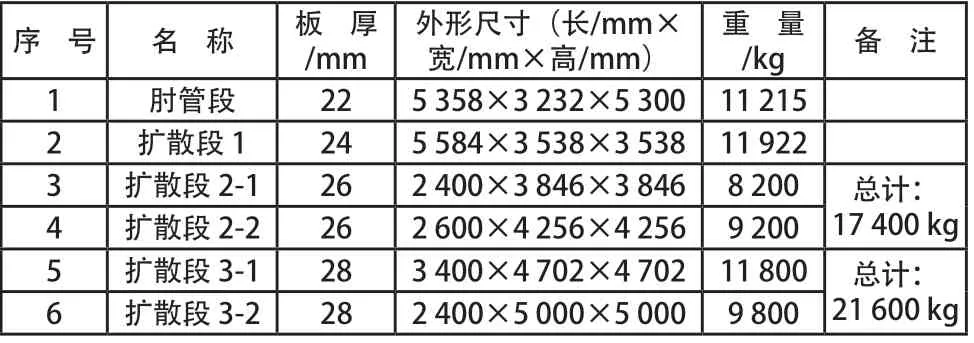
表1 尾水肘管及擴散段參數表
2 沂蒙抽水蓄能電站尾水管施工特點
根據沂蒙抽水蓄能電站水泵水輪機預埋部分安裝說明書,為保證尾水肘管進口中心方位及高程,尾水管安裝工藝是先將尾水肘管和擴散段全部安裝到位、調整加固,然后按從上游至下游焊接的順序完成環縫焊接工作,但在施工前初步認為尾水管安裝工藝可進一步得到優化:將原施工工藝變更為在尾水擴散段 3 和擴散段 2 安裝就位后即可進行環縫焊接,焊接順序從下游至上游,在進行環縫焊接的同時進行剩余管節的安裝調整。變更施工工藝后,將原施工工藝中的順序作業變為平行作業,可以節省工期,節約成本,但也存在缺陷,主要是尾水管形體尺寸的偏差及焊接變形的影響,可能導致擴散段 1 與擴散段 2、尾水肘管與擴散段 1 之間的環縫間隙過大,影響尾水管的安裝精度。通過對尾水管結構形式的進一步分析,發現其存在如下特點。
(1)尾水管組圓、縱縫焊接和部分環縫焊接工作均已在廠內完成,在安裝現場只需對管節間環縫進行焊接即可。根據圖紙要求,尾水肘管和擴散段整體到貨共 6 節,共計 5 條環縫,焊接量不大,焊接變形易控制。
(2)對尾水管到貨形體尺寸進行檢查驗收后發現,到貨形體尺寸均較好,這樣可以保證尾水肘管無論是在其余環縫焊接前安裝還是在焊接后安裝,均對其安裝精度影響不大。
(3)根據水泵水輪機組預埋部分安裝說明書及規程規范要求,在安裝過程中發現環縫局部間隙過大,可通過鑲邊焊接的方式進行焊接。因此,前幾條環縫焊接完成后若后續環縫間隙過大,可用此兜底方法進行處理。
通過上述分析可知,變更施工工藝對尾水管安裝的影響是可以控制在允許范圍內的。為進一步保證尾水管安裝精度,盡量減少焊接變形的影響,還可以在焊接過程中采取如下措施。
(1)在尾水肘管及擴散段到貨后應全面復核其形體尺寸,測量數據應真實、準確、完整并進行記錄,以便提前計算模擬各管節的位置,均衡環縫間隙,防止焊接變形過大。
(2)在焊接之前應通過基礎板、拉緊器等對尾水管進行加固,確保尾水管在焊接過程中不發生位移和變形。
(3)焊縫的焊接由 2~4 名焊工以對稱、分段、退步的方式同時焊接(如圖2 所示)。打底焊使用 φ3.2 焊條,并在焊接過程中控制線能量和焊道寬度,采用多層、多道焊接的方法。
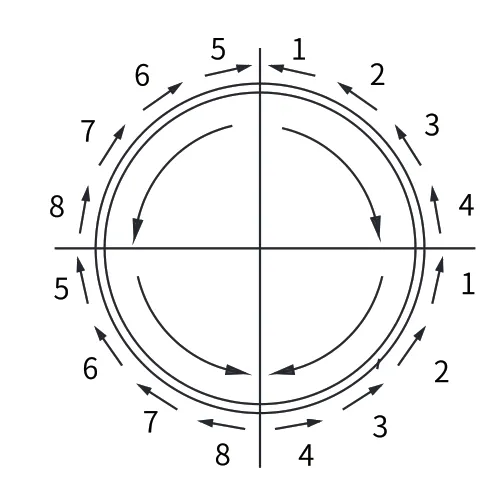
圖2 尾水管環縫焊接示意圖
(4)架設百分表對焊接過程中尾水管的位移和變形進行監測,若發現其位移和變形過大,應適當調整焊接順序及焊接參數。
3 尾水管安裝前準備
(1)尾水肘管和擴散段到貨后,應對其進行全面清掃、檢查,全面復核形體尺寸,并做好詳細記錄。
(2)尾水肘管和擴散段到達施工現場后,由第三方金屬試驗室對焊縫進行無損探傷,對涂層厚度進行檢測,若不滿足要求應進行返修和補涂。
(3)按照圖紙要求測放 X-Y 軸軸線、尾水管軸線和高程控制點。控制點應鎖定在固定部位上,并進行有效的防護。
(4)制作安裝調整用的鋼支墩、運輸軌道和臺車,準備好楔子板,楔子板應成對使用。
(5)尾水肘管和擴散段施工前編制施工方案,在正式安裝前對作業人員進行安全技術交底,交底應詳細,并書面記錄。
4 尾水管的拼接及安裝
4.1 現場拼接
由于擴散段 3 分擴散段 3-1、擴散段 3-2 兩節到貨,擴散段 2 分擴散段 2-1、擴散段 2-2 兩節到貨,每段上僅有左右兩個安裝支座,同時擴散段 3、擴散段 2 均布置在廠房下游開挖面以下的尾水支管洞內,需要采用臨時軌道進行運輸。為保證運輸安全、穩定,須在安裝間將尾水擴散段 3-1與擴散段 3-2 組裝成擴散段 3 整節,將擴散段 2-1 與擴散段2-2 組裝成擴散段 2 整節。由于在安裝間沒有任何固定措施,且焊接變形不可控,在安裝間僅對環縫進行定位焊,定位焊厚度及間距以保證吊裝安全為準。
4.2 尾水管安裝及焊接
擴散段 3 與擴散段 2 在安裝間定位焊接完成后,將其吊入基坑進行調整加固后,即進行環縫的焊接,環縫焊接順序為從下游至上游。在焊接之前,應先將坡口及其兩側10 mm~20 mm 的鐵銹、熔渣、油垢、油漆、水漬清除干凈,并應檢查定位尺寸、坡口間隙、錯牙及定位焊質量。由于從下游往上游焊接對焊接變形要求更高,焊接過程中應盡量消除環縫收縮對尾水管位置及變形的影響。
4.3 焊接檢查標準
單側坡口焊接完成后應對其背面進行清根處理,并將滲碳層打磨干凈,經目視檢測(VT 檢測)合格后方可進行背面焊縫的焊接。對于 VT 檢測有疑問的區域應進行滲透無損檢測(PT 探傷)或磁粉無損檢測(MT 探傷)。焊接完成后,先使用砂輪機對焊縫表面進行打磨,焊縫外觀質量滿足要求后,再按照圖紙要求進行 100% MT 探傷和 100%超聲波無損檢測(UT 探傷),探傷合格后對焊縫及周邊部位進行補漆。
為保證焊接質量,焊工除應有相應資質外,還要有責任心。因此首臺機組尾水管焊接時,當首條環縫焊接完成后,應立即委托第三方金屬試驗室對其進行無損探傷,若發現某位焊工的焊縫一次性合格率不滿足要求時,應對其進行警告,若第二次仍不滿足要求,則應進行替換。
4.4 整體調整及加固
尾水肘管及擴散段環縫焊接完成后,應再次復核肘管進口高程、中心、方位及擴散段出口高程、中心方位等,滿足要求后檢查所有拉緊器和基礎板螺栓力矩,并按圖紙要求對拉緊器和螺栓進行焊接,基礎板、鋼支墩的焊縫滿縫,焊縫高度為 8 mm。
在對尾水管上的吊耳、壓板等臨時工器具進行割除時,不得使用錘擊法,應使用碳弧氣刨或熱切割在離內壁3 mm 以上處切割。切除后,管壁上殘留的痕跡和疤痕應磨平,經 PT 或 MT 探傷合格后補漆。
5 施工過程中出現問題及解決方案
尾水管安裝完成后,通過分析發現,變更施工工藝并未導致其他質量問題出現,所出現的問題均是由設計原因及設備缺陷所導致的。出現的問題主要有以下幾點。
(1)尾水管檢修排水口在廠內制安,其焊接量較大,焊接變形較大,導致與肘管出口處間隙及錯牙過大。對于局部間隙大于 3 mm 的部位,現場采用鑲邊焊,直至焊縫間隙小于 3 mm 為止;對于局部錯牙過大 2 mm 的部位,采用 3∶1 的過渡焊,使過流面平滑過渡。
(2)廠家圖紙中未提及在尾水肘管上端部外圍設置豎向支撐,僅用 1 條拉桿固定,使該部位尾水肘管安裝焊接完成后長時間處于懸空狀態,可能導致混凝土澆筑過程中尾水肘管發生位移,經現場商議,決定增加 2 根 20# 工字鋼對肘管中部位置進行支撐。
(3)廠家圖紙上拉緊器預緊力矩為 600 N·m,無測量拉緊器力矩的專用工具。因此經咨詢廠家經商議決定,現場采用將 1 m 鋼管卡進拉緊器,然后一人進行預緊,直至扳不動為止。混凝土澆筑過程中,通過對尾水管位移的監測,發現其位移值在允許范圍內,證明此預緊方式可行。
6 結 語
沂蒙抽水蓄能電站 1 號機尾水肘管及擴散段安裝焊接完成后,通過對其中心方位、高程等各驗收項目進行復測,相關數據均滿足要求,證明尾水肘管及擴散段采用上述安裝焊接順序是切實可行的,較尾水管通常施工工藝相比,在保證了安裝質量的前提下,節省了工期,提高了工效。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
