300系奧氏體不銹鋼冷軋小白點缺陷分析
2021-04-28 13:57:03鄧昌榮梁經威許榮君張鵬郭曉蒙
科技風 2021年5期
關鍵詞:不銹鋼
鄧昌榮 梁經威 許榮君 張鵬 郭曉蒙
摘 要:不銹鋼酸洗板卷以優質的熱軋板卷為原料,經過連續退火和酸洗去除氧化皮,表面形成鈍化膜,成為表面質量好、機械性能優的冷軋原料。本文主要針對冷軋后板面小白點缺陷,對小白點進行微觀分析,結果表明鋼帶邊部發黑主要為Fe/Cr氧化物,經分析主要與No.1表面粗糙度及酸洗不足銹點殘留存在較大相關性,通過改善白皮酸洗工藝可明顯改善此問題,本文對熱酸線的生產具有參考意義。
關鍵詞:300系不銹鋼;小白點;粗糙度;酸洗不足;冷軋
隨著人們生活水平的提高,需求量越來越大,市場前景廣闊。300系不銹鋼冷軋板拋光后廣泛應用于家庭用品、櫥柜、室內管線、熱水器、鍋爐、汽車配件、醫療器具、建材、化學、食品工業、農業、船舶部件等行業,產品精致光亮、附加值高。但是300系不銹鋼冷軋板容易出現“小白點”的缺陷,該缺陷經拋光研磨無法消除,產品使用范圍受到局限,增加下游使用成本,不利于產品推廣。本文針對300系不銹鋼冷軋板拋光后的“小白點”缺陷,提出其形成的機理,并通過調整拋丸、酸濃度及逐步建立完善粗糙度及酸洗不足管控措施進行改善,并在生產實踐中得到應用,取得了良好的效果。
1 小白點缺陷形成機理
如圖1所示為300系不銹鋼小白點的形貌及微觀分析,小白點發生位置全寬度全長位置都有發生,缺陷長度0.5~2mm細長狀,上下表面均有發生。冷軋表面小白點產線主要原因有:煉鋼夾雜異物,板面機械損傷,來料表面粗糙度及來料銹點。
1.1 煉鋼夾雜異物
取缺陷試片對比合金成分,未見明顯異常。缺陷位置呈凹坑狀,有一定深度,除缺陷邊緣位置檢測有氧化鉻,其余位置均為基材,未見夾雜物等異常成分,可排除煉鋼夾雜物成因。
1.2 板面機械損傷
鋼帶表面機械損傷后,將呈現一定周期或位置規律。但小白點缺陷并未存在這類規律,因此可排除機械損傷造成之原因。
1.3 白皮表面粗糙
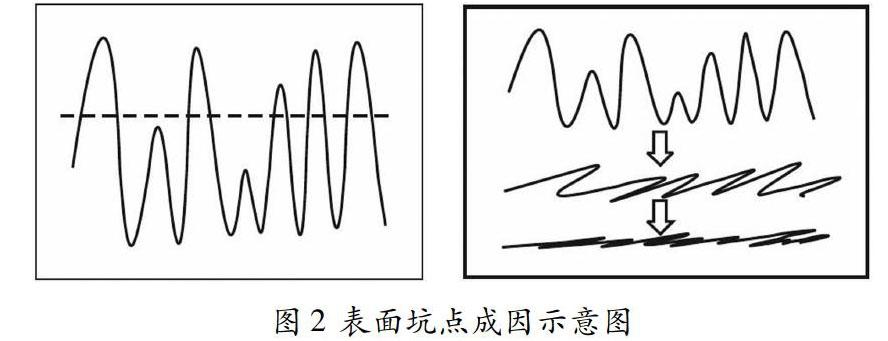
白皮帶鋼表面經冷軋后較淺坑洼及較低峰點大部分被削峰平谷,但較深坑洼冷軋軋下率不足情況下難以被軋平直,另較高峰點位置軋平直后由于冷軋無法形成焊接,機械嵌合在板面,退火酸洗后易脫落形成表面坑點。
調查顯示,同期甬金生產各廠家小白點缺陷對比發現,白點程度與Rz1max成正比關系,可見白皮粗糙度為小白點缺陷成因之一。
1.4 白皮酸洗不足
該缺陷除與粗糙度相關外,與白皮酸洗不足對應性同樣較高,粗糙度異常卷對應冷軋后小白點降級率為12.4%,白皮記錄酸洗不良卷對應甬金小白點降級率為14.9%,對應性較高,研判為白皮銹點經冷軋拉長后形成小白點缺陷。
2 300系不銹鋼小白點改善措施
以上分析可見白皮板面粗糙度及白皮階段酸洗不足為造成小白點缺陷原因[1],針對以上兩點,協同現場擬定測試計劃,形成管控措施并逐步完善。
2.1 善板面粗糙度
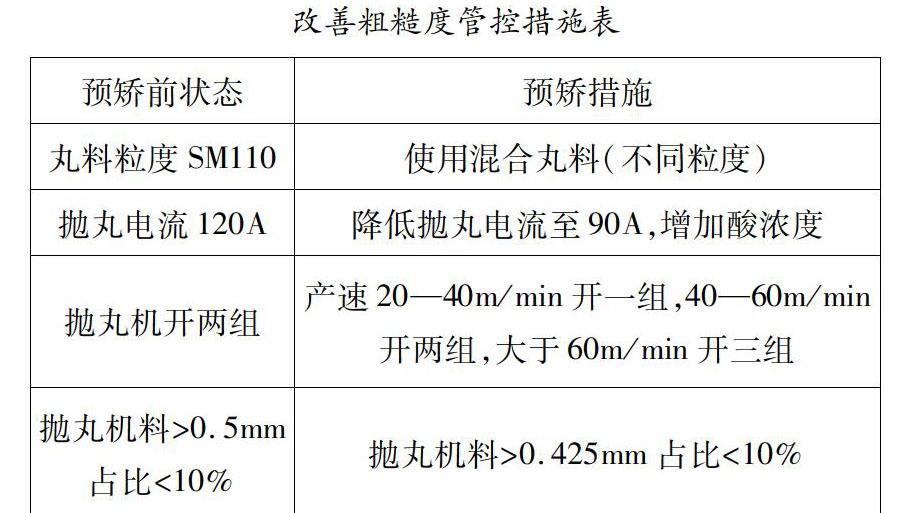
改善板面粗糙度可通過控熱軋末機架工作輥粗糙度及服役周期,控制熱軋除鱗速度及道次控制,調整HAPL噴丸等手段改善;綜合考慮調整HAPL噴丸改善粗糙度最簡單有效。[2]
根據不同粗糙度白皮對應小白點程度,初擬Ra管控30μm,Rz1max管控23μm。[3]
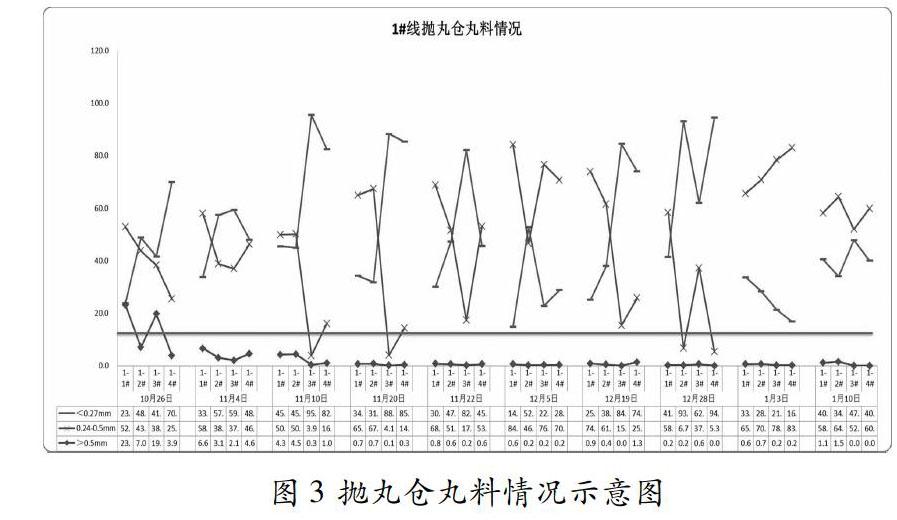
前期通過調整拋丸機電流及拋丸機組數,粗糙度逐步下降,小白點缺陷降級率同步下降,但粗糙度控制仍不穩定,小白點降級率仍較高達5%。考慮粗糙度控制不穩定情況,后將拋丸粒徑要求納入管控要求,退洗按倉混用不同粒徑拋丸,粗糙度月不達標率明顯上升。
2.2 酸洗不足改善
通過分析,剔除粗糙度較高卷后,酸洗不足與小白點缺陷對應性同樣較高,因此改善白皮酸洗不足同樣為改善小白點缺陷要點。但調整HAPL噴丸改善粗糙度會影響除銹能力,因此需要在產速、酸濃度及粗糙度中取得平衡點,這些均需在實際生產中測試對比得出。[4]
在保證粗糙度控制在管控范圍前提下,前期通過多次調整酸濃度及優化銹點檢測方式,白皮酸洗不足情況稍有改善,但仍未達到預期效果,前期酸洗不足比例仍高達8%,下游小白點缺陷降級風險高。
經比對分析,退洗產速較高時,白皮酸洗不足比例及甬金小白點降級比例均較高,綜合考慮,HAPL產速限定65m/s,并將退洗各區酸濃度等納入日常監控范圍,白皮酸洗不足改善明顯,整體發生率降至2%以內。[5]
3 結論
(1)300系冷軋后小白點為白皮表面粗糙及白皮酸洗不足殘留銹點導致。
(2)通過調整拋丸、酸濃度及逐步建立完善粗糙度及酸洗不足管控、降速生產等措施可明顯改善此缺陷。此改善可以廣泛運用到其他類似生產線,具有極大的推廣實用價值。
參考文獻:
[1]李勇華,邵遠敬,賀立紅.熱軋奧氏體不銹鋼帶鋼酸洗工藝機理分析[J].鋼鐵,2014,49(010):58-61.
[2]李玉峰,惠愷,陳安忠,等.Cr-Mn-Ni-N奧氏體不銹鋼冷軋退火酸洗工藝[J].中國冶金,2017,27(001):19-23.
[3]李旭初.不同拋丸介質在不銹鋼熱軋板除鱗工藝中的應用比較[J].山西冶金,2012(02):13-16.
[4]張林,袁勛臣.熱軋不銹鋼退火酸洗工藝的研究與應用[J].一重技術,2014(4):10-13.
[5]楊興洲.淺談304不銹鋼冷軋板拋光后“小白點”缺陷[J].山西冶金,1672-1152(2018)04-0033-03.
基金項目:廣東省科技創新戰略專項資金項目(163-2018-XMZC-0001-8802324);廣東省科技計劃項目(2018B030323018);廣東省揚帆計劃引進創新創業團隊項目(2017YT05C047)
作者簡介:鄧昌榮(1989— ),男,福建龍巖人,本科,主要從事不銹鋼品質管理工作。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
