主動車輪軸調質工藝的數值模擬
2021-05-04 03:53:12吳義元謝吉強
起重運輸機械 2021年7期
關鍵詞:效應
吳義元 謝吉強 賈 偉
上海振華港機重工有限公司 上海 201913
0 引言
熱處理是指材料在固態下通過加熱、保溫和冷卻的手段,以獲得預期組織和性能的一種金屬熱加工工藝。熱處理屬于高能耗的基礎工業,金屬材料熱處理工藝的制定和優化長期以來較為依賴經驗或試錯的方法。由于對溫度場、組織場和應力場耦合求解析解非常困難[1],出于降低能耗和提高金屬材料的力學性能考慮,過去三十年間,大量的研究采用數值方法對淬火和其他熱處理過程進行了模擬[2],以加深對工藝過程物理量變化規律的理解。同時,為了促進數值模擬技術的發展和普及,我國也開始頒布相關的技術規范[3]。一些工業技術先進的國家近幾年來出版的熱處理手冊[4-7]中,數值模擬方面的章節也有增加的趨勢。這些均反映了數值模擬技術的發展與應用日益廣泛。本文以一種典型階梯軸類零件的調質熱處理工藝來作為案例進行模擬仿真,探討有限元分析在熱處理工藝中的應用。
1 主動車輪軸的調質工藝
1.1 爐內加熱
主動車輪軸通常采用井式爐進行加熱。加熱過程中,工件表面接受來自電爐內的加熱元件以及爐壁的輻射傳熱和爐膛內空氣對流傳熱熱量,再通過熱傳導的方式向內部傳遞,工件最終形成均勻奧氏體,完成加熱的過程。
用于分析的主動車輪軸尺寸參數如圖1所示,材料牌號為35CrMo,最大直徑216 mm,最小直徑126 mm,直徑相差90 mm。

圖1 主動車輪軸的主要尺寸
爐內加熱的參數為450 ℃裝爐,隨爐升溫2.5 h至850 ℃,保溫2.5 h。參考文獻[8],爐內加熱的綜合換熱系數(HTC)如圖2所示。
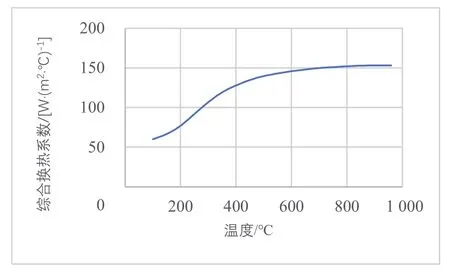
圖2 工件爐內加熱綜合換熱系數
1.2 出爐和轉運
從爐內出來轉移至冷卻工位,到開始浸入冷卻池中冷卻液的這一過程,炙熱的工件會在車間環境的空氣中散失部分的熱量。轉運過程中,工件在空氣中冷卻的綜合換熱系數(HTC)如圖3所示。

圖3 工件空冷綜合換熱系數
1.3 淬火冷卻
主動車輪軸直徑較大的一端先入水冷卻。冷卻介質為鹽水。工件在10 s的時間內整體浸入冷卻液面以下,整體冷卻50 s后,在約5 s內小段升起至液面以上,繼續冷卻50 s,然后在5 s內全部上升至液面以上,整個液冷時間為2 min。冷卻時間從軸下端面入水開始計算,浸淬過程如圖4所示。
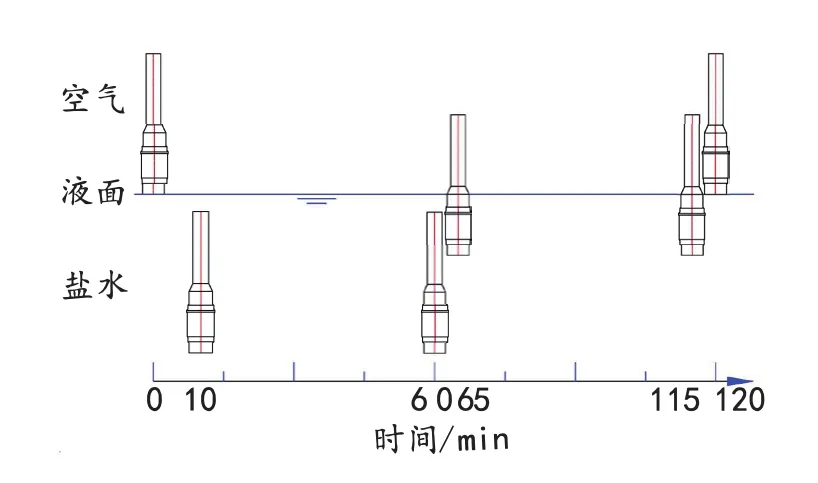
圖4 浸淬過程示意圖
在冷卻階段,進入20 ℃冷卻液面以下的工件表面換熱系數取10 000 W/(m2·℃),暴露于20 ℃空氣中的綜合換熱系數(HTC)如圖3所示。
1.4 空冷
工件出水后,在20 ℃空氣中繼續冷卻1 h,整個淬火工藝結束,其溫度時間曲線如圖5所示。

圖5 淬火工藝曲線
1.5 回火加熱
工件在回火爐溫200 ℃左右裝爐,隨爐升溫1.5 h至600 ℃,然后保溫5 h。爐內加熱的綜合換熱系數(HTC)如圖2所示。
1.6 回火冷卻
回火加熱結束,工件出爐水冷5 min,冷卻介質為溫度20 ℃的鹽水,綜合換熱系數(HTC)10 000 W/(m2·℃);然后空冷1 h,環境空氣溫度20 ℃,綜合換熱系數(HTC)如圖3所示。回火工藝曲線如圖6所示。
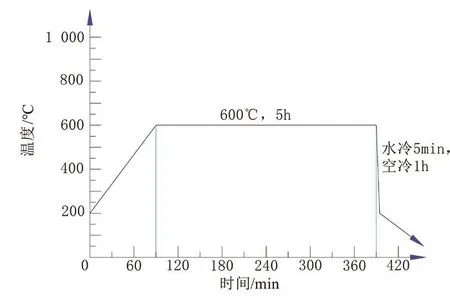
圖6 回火工藝曲線
2 工藝模擬
1)工件模型 利用工件的軸對稱結構,將主動車輪軸簡化為2D軸對稱模型(見圖7)。

圖7 主動車輪軸的2D截面
2)網格劃分 單元長度為4 mm,表面層細化單元長度為2 mm,合計單元數量為37 455。
3)邊界條件 按工藝曲線將各個階段的介質溫度和綜合換熱系數(HTC)作為邊界條件,施加于工件模型的相應表面。
4)添加材料屬性 使用材料數據庫檢索35CrMo的物理性能參數并添加到工件模型,其中包括熱物理性能熱導率、比熱容,機械性能彈性模量、泊松比、密度和熱膨脹系數,流變曲線和相變TTT曲線和CTT曲線。
5)初始條件 工件進爐之前,微觀組織由66%鐵素體和34%的珠光體構成。
6)求解 有限元模型完成后提交計算機求解。
3 后處理及結果解讀
3.1 加熱和保溫
查看隨爐升溫2.5 h(9 000 s)時刻的溫度等值線圖(見圖8),升溫階段結束后尚未到達奧氏體化溫度,溫度最高處800.33 ℃,最低處721.42 ℃。

圖8 升溫結束時刻溫度等值線圖
查看保溫階段結束時刻(18 000 s)的溫度等值線圖(見圖9),以及奧氏體體積分數等值線圖(見圖10)。可見工件最低848.92 ℃,最高849.99 ℃,整個工件完全奧氏體化。
圖9 保溫結束時刻軸線溫度曲線

圖10 保溫結束時刻奧氏體體積分數等值線圖
讀取每個分段軸線上預先設定的跟蹤點(見圖11)的保溫時間段(9 000~18 000 s)、溫度時間歷程(見圖12),以及軸線上跟蹤點10、73、91、106和121位置的奧氏體體積分數的時間歷程(見圖13)。從圖13可見軸線上所選跟蹤點中,點73的溫度升至850℃的時間最長,圖13顯示12 350 s左右,奧氏體化最晚點73的奧氏體體積分數已經100%。也就是說,升溫結束后保溫3 350 s(不到1 h),整根軸即可全部完成奧氏體化。說明目前工藝保溫2.5 h略為保守,有必要進一步的模擬及物理試驗進行驗證。

圖11 跟蹤點示意圖

圖12 軸線典型點溫度時間歷程曲線(9 000~18 000 s)
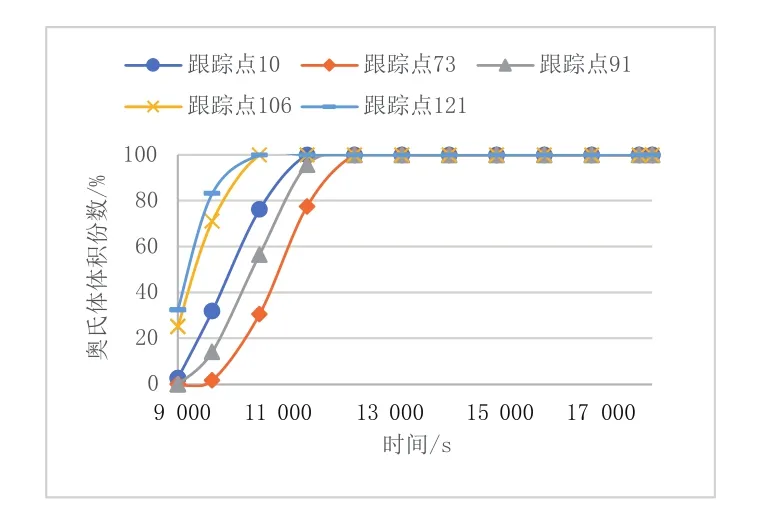
圖13 奧氏體體積份數時間歷程曲線(9 000~18 000 s)
3.2 轉移
轉移階段指的是工件結束爐內加熱和保溫后,從加熱爐內轉移到冷卻池,并開始浸入冷卻液的時間,在該段時間內工件事實上處于空冷的狀態。將該階段納入分析有助于幫助工藝編制和熱處理操作人員更好地理解空冷的作用。圖14a顯示了工件出爐時刻的溫度等值線圖,圖14b顯示了工件空冷30 s后的溫度等值線圖。通過對比可見空冷30 s后,工件表面層溫度已有較大的下降,端部直角邊緣溫度甚至已經降低670 ℃。由此可見,轉移工程中的表面及淺表層溫度下降數值較大,故數值分析應考慮轉移階段的空冷。
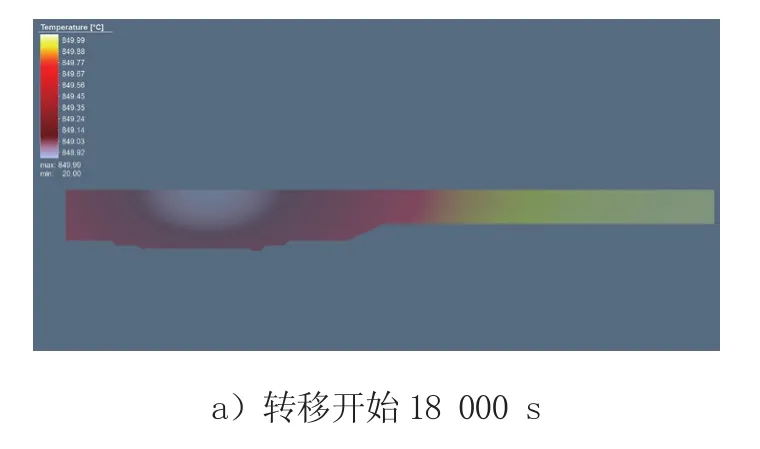

圖14 轉移開始和結束時刻溫度等值線圖
3.3 淬火
整個調質處理過程中淬火冷卻是溫度變化最為激烈的過程。此階段考察的主要指標有溫度、應力和應變分布及馬氏體形成的狀況。
圖15為淬火冷卻結束時刻(18 150 s)的溫度等值線圖,查看溫度的分布可知淬火冷卻結束軸的大直徑一段表面和芯部存在較大溫差,但應力和應變的變化則較為平緩。等效應力變化較為劇烈的區域主要在小直徑段及大小之間過渡的表面(見圖16)。應變的分布也類似于應力分布(見圖17)。

圖15 淬火冷卻結束時刻溫度等值線圖

圖16 淬火冷卻結束時刻等效應力等值線圖
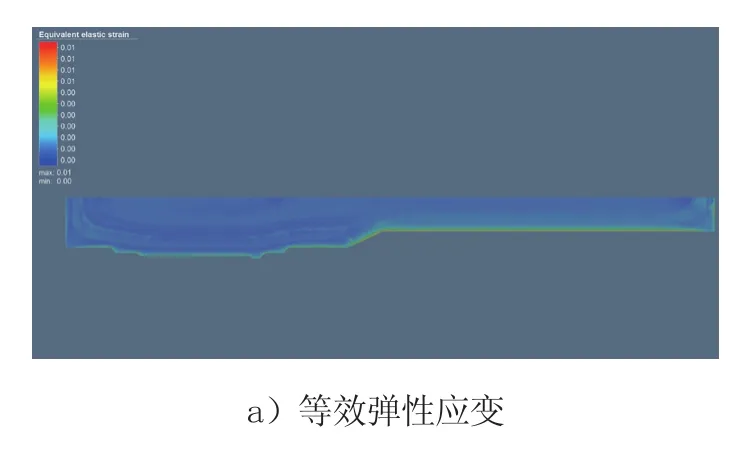

圖17 淬火冷卻結束時刻應變等值線圖
圖18顯示了淬火冷卻結束時刻馬氏體體積分數的分布。顯然工件表面層已經產生一定厚度的馬氏體組織。圖19顯示了淬火冷卻結束時刻維氏硬度的分布。
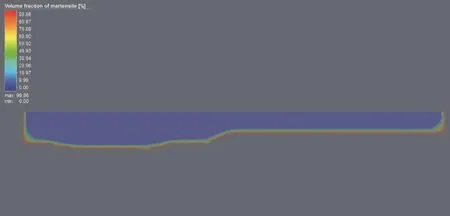
圖18 淬火冷卻結束時刻馬氏體體積分數等值線圖

圖19 淬火冷卻結束時刻維氏硬度等值線圖
除了選擇顯示標量的等值線圖,還可以選擇顯示事先設定跟蹤點之間的路徑打印。圖20a~圖20e分別顯示了垂直于軸線的典型截面上淬火冷卻結束時刻(18 150 s)等效應力的路徑打印結果。軸的橫截面上等效應力呈現類似的分布狀況,即為從表面起一定厚度范圍內等效應力急劇下降。


圖20 淬火冷卻結束時刻等效應力路徑打印
圖21 a~圖21e分別顯示了垂直于軸線的典型截面(參考圖8)上淬火冷卻結束時刻(18 150 s)馬氏體體積分數的路徑打印結果。軸的橫截面上馬氏體體積分數呈現類似的分布狀況,即為從表面起一定厚度范圍內馬氏體體積分數急劇下降,呈現于等效應力類似的分布規律。

圖21 淬火冷卻結束時刻馬氏體體積分數路徑打印
3.4 淬火后的空冷
鋼鐵工件淬火后應及時回火處理。本文假設該段時間為1 h。打印軸直徑較大段表面的點50以及位于軸線上的點73等效應力的時間歷程曲線(見圖22),可見開始淬火后位于表面的點50等效應力快速升高,然后略有回落后繼續升高。進一步挑選淬火加熱結束出爐時間點(18 000 s)和回火加熱結束時間點(27 150 s)之間的點50和點73的等效應力時間歷程(見圖23),可見點50的等效應力值在淬火冷卻結束(18 150 s)后仍然繼續升高,在約18 330 s達到第一個峰值,然后在約18 800 s處略有下降。曲線表明整個淬火后空冷的時間段(18 150~21 750 s)表面點50等效應力總體處于上升態勢,于23 500 s左右達到第二個峰值。軸上小直徑一段表面點的等效應力時間歷程也顯示了類似變化,僅等效應力峰值出現的時刻和等效應力的峰值略有差異。因此,軸淬火完畢后,及時進爐回火處理比較恰當。
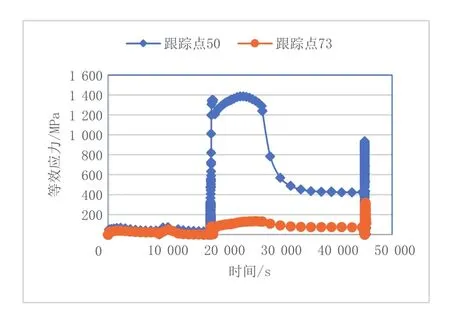
圖22 點50和點73的等效應力的整個過程時間歷程
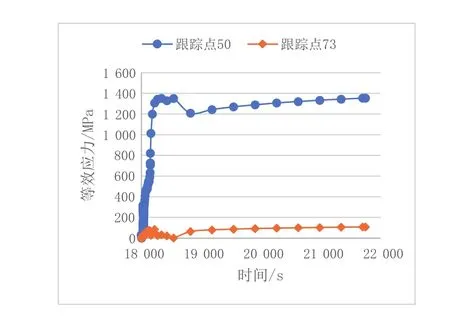
圖23 點50和73等效應力18 000~21 750 s的時間歷程
顯示空冷后的硬度值等值線圖(見圖24),可知空冷結束工件表面硬度值619 HV。實際測量值為530~560 HV之間(平均值540 HV),偏差11%~17%。初步分析應與數值模型中沒有考慮加熱過程的脫碳有關。

圖24 淬火后空冷結束時刻維氏硬度等值線圖
3.5 回火
回火處理用于減小或消除淬火鋼件中的內應力,或者降低其硬度和強度,以提高其延性或韌性。顯示預先設置的跟蹤點在回火結束的應力分布,并與淬火冷卻結束時刻的應力值比較。圖25為跟蹤點50~點73之間,18 336.7 s和回火冷卻結束時刻45 480 s的等效應力比較,顯示了經過回火處理,該截面上等效應力分布得到了改善。用同樣的方法,可以比較上述兩個時刻的硬度值路徑打印(見圖26)。
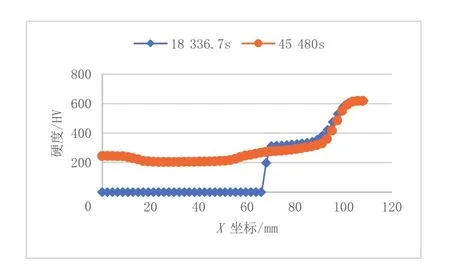
圖25 點50~點73等效應力路徑曲線對比(18 336.7 s和45 480 s)
從圖26可見,回火處理完畢后,表面硬度并沒有明顯下降。其預測的硬度值依然維持有620 HV(相當于布氏硬度約585 HB)。經實際檢測該部位硬度值在284~320 HB之間。顯然,模擬預測的硬度值與實際的檢測結果不符,其主要原因是材料物理性能數據中缺乏回火馬氏體轉變的數學模型所致。本文采用的35CrMo材料數據中包括了鐵素體、珠光體、貝氏體、馬氏體和奧氏體,缺乏回火馬氏體和回火貝氏體相變的數據,因此在硬度的預測方面與實際有較大偏差。

圖26 點50~點73的維氏硬度路徑曲線對比(18 336.7 s和45 480 s)
選擇打印圖11中所示的各直徑段表面點32、點50、點74、點92和點107在回火階段部分時間等效應力歷程曲線(見圖27)。可見回火階段40 000 s之后至回火水冷前45 150 s,等效應力曲線基本處于水平,即有超過1.4 h的回火時間段內,應力水平維持不變。可以考慮將回火保溫時間由現行的5 h,適當縮短以節約電能。
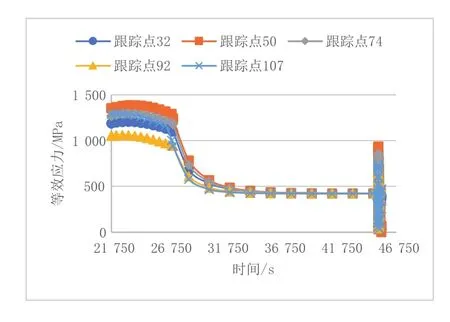
圖27 各直徑段表面點的等效應力時間歷程曲線(21 750~45 480 s)
3.6 工藝優化后的模擬結果對比
根據以上加熱和保溫階段的分析結果解讀,初步得出可以適當減少保溫時間的結論;淬火階段的分析可知浸淬過程結束后大直徑段雖然冷卻時間達到1 min,但冷卻結束芯部和表面依然有較大的溫差;回火階段的分析則表明回火保溫時間略長。綜合以上的結果,對現行工藝進行優化,淬火保溫和回火保溫時間均縮短1 h,而大直徑浸液冷卻時間適當增加30 s,從新進行數值模擬。圖28為優化前后浸淬冷卻結束的溫度等值線圖對比。圖29為優化前后浸淬冷卻結束的等效應力等值線圖對比。
從圖28、圖29的對比,顯然增加大直徑段的浸淬冷卻時間有助于溫度分布的均勻性,但等效應力最大值有所上升,應力變化梯度有所增加。

圖28 優化前后淬火冷卻結束時刻溫度等值線圖
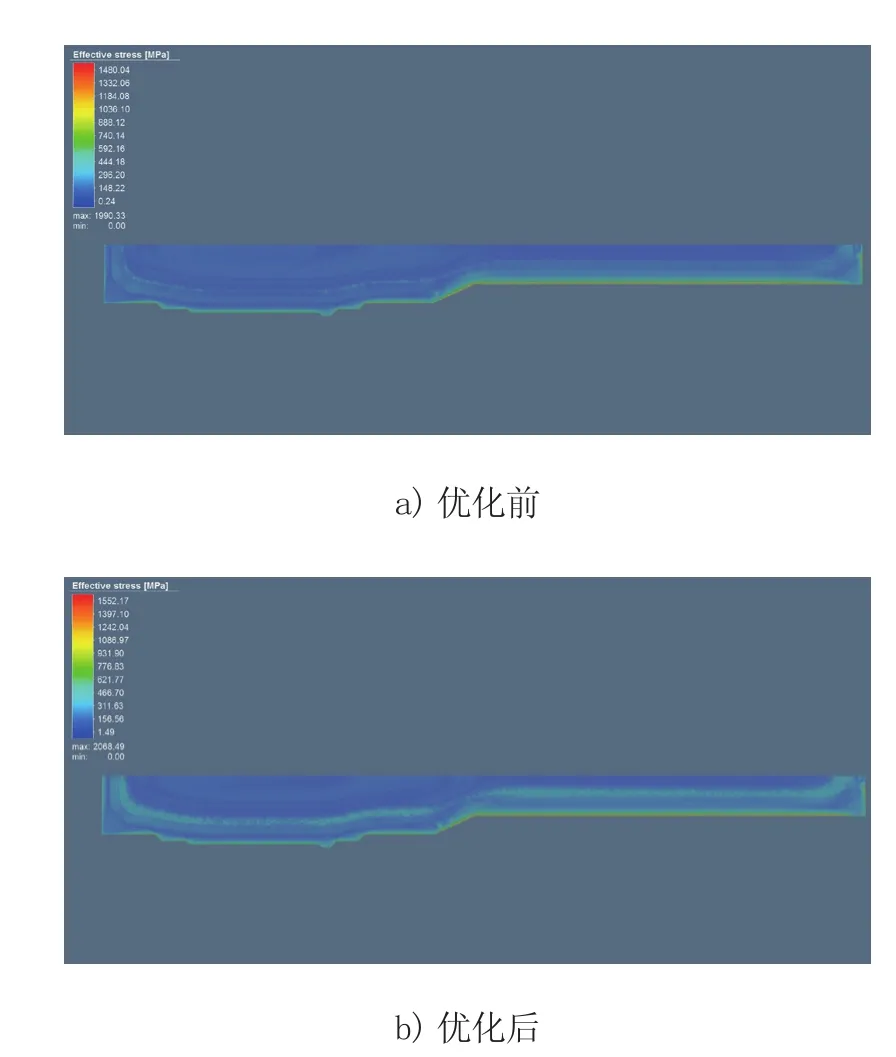
圖29 優化前后淬火冷卻結束時刻等效應力等值線圖
最后考察整個調質工藝流程結束后,優化前后的等效應力對比。如圖30所示,優化后雖然減少了保溫時間,一定程度降低了能耗,但等效應力最大值提升了204 MPa。
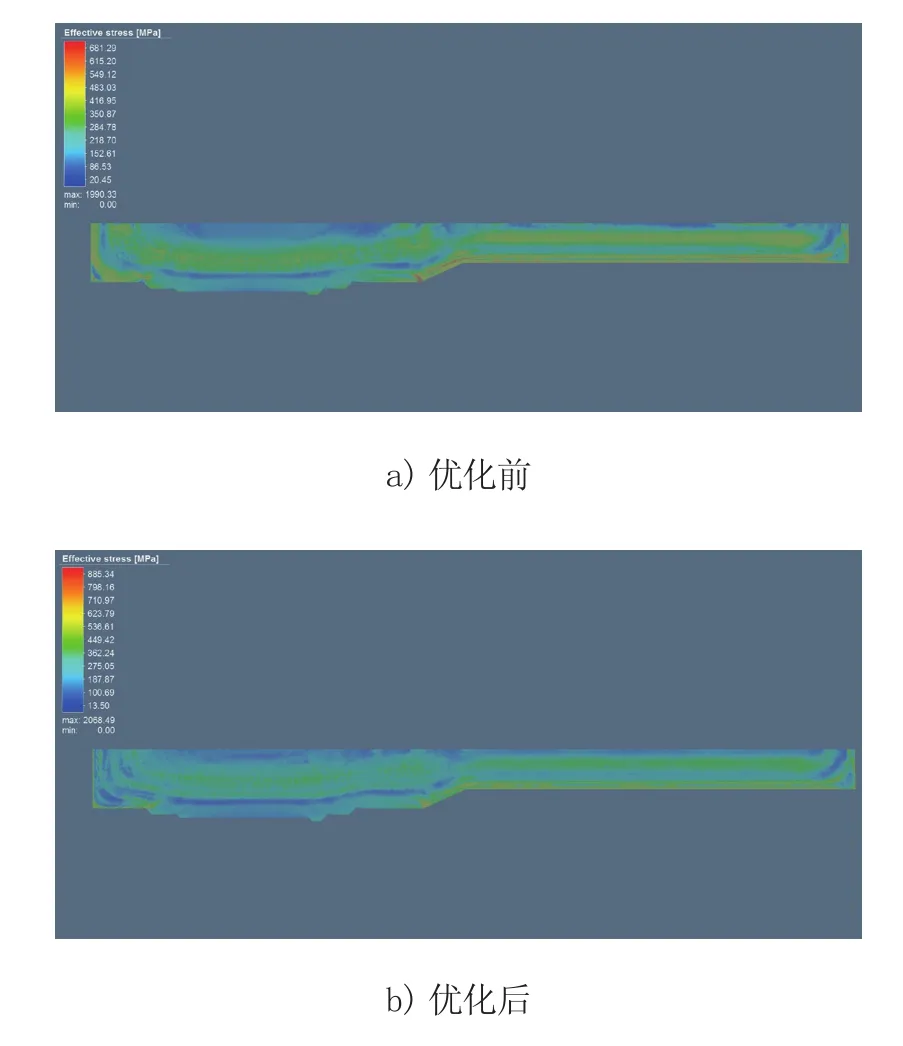
圖30 優化前后回火冷卻結束時刻等效應力等值線圖
4 結論
1)通過一個具體工件的調質處理工藝流程數學模型的建立及分析可知,熱處理數值模擬可以提供豐富的信息,方便對復雜的熱處理過程中各種物理量進行解讀和分析。在材料熱物性數據完備的情況下,熱處理過程數值模擬可提供單元積分點所有的物理量信息,這是一般的物理實驗難以比擬的;同時巨大的信息量也對結果的解讀提出了難題,需要結合工程實踐的經驗才能有效提取有價值的信息,從而做出正確的解讀。
2)各個工藝階段工件和環境、冷卻介質之間的綜合換熱系數(HTC)的取值與分析的準確性密切相關,尚需進一步物理實驗進行驗證,以提高模擬結果與實際狀況的符合程度。材料數據中需包含回火馬氏體轉變的數據,才能準確預測回火處理后的工件硬度值。
3)分析結果表明現行的主動車輪軸調質工藝可以滿足技術要求,但也存在待優化的地方,比如進一步縮短淬火加熱保溫時間和回火保溫時間,適當延長大直徑段的淬火冷卻時間等。雖有助于降低能耗,但初步優化的數值模擬顯示最終的殘余應力有一定程度的提升,需進一步數值模擬分析和物理試驗驗證。
4)目前的模擬結果在硬度值上存在較大的偏差,缺乏實物工件溫度曲線等實測結果與模擬結果的對比,后續的研究需加強實物工件的溫度場、組織場和應力場的測試,以檢驗數值模擬的適用性,提高模擬精度。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
科學大眾(2020年17期)2020-10-27 02:49:10
紅土地(2018年11期)2018-12-19 05:10:56
意林·全彩Color(2018年9期)2018-11-13 22:49:38
中學物理·高中(2016年12期)2017-04-22 11:53:03
中國衛生(2016年4期)2016-11-12 13:24:14
中國衛生(2014年4期)2014-12-06 05:57:14
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
