車載充電機用鋁電解電容器的選用及設計思路
2021-05-04 02:02:06袁偉剛馬義勛史忠峰
電源技術 2021年4期
袁偉剛,馬義勛,史忠峰
(珠海格力新元電子有限公司,廣東珠海 519000)
車載充電機是電動汽車重要的組成部分,而高壓鋁電解電容器的質量穩定及性能優劣決定了車載充電機的質量好壞[1]。在車載使用環境下,濾波用高壓焊片式鋁電解電容器有特殊的選用原則、設計思路和生產工藝管控點。

表1 中高壓焊片式鋁電解電容器常用工作電壓 V
1 高壓鋁電解電容的選用
1.1 耐壓的選用
額定工作電壓是鋁電解電容器一個重要的參數,選用電容耐壓過低,電容在長期過壓的使用環境下一方面壽命會縮減,另一方面電容擊穿失效概率會大幅度上升。鋁電解電容器的工作電壓選擇要考慮電網電壓的波動系數,給出適當的余量,一般建議實際工作電壓不大于0.8 倍額定工作電壓。與充電樁不同,車載充電機額定輸入電壓為單相交流220 V電壓,普通的220 V 交流輸入,電壓峰值為220 V×1.414=311 V,考慮電網波動幅度,結合表1 鋁電解電容器的常用工作電壓,濾波電容選用400 V 電容即可,但車載充電機帶有功率因數校正(PFC)電路設計,電容電壓一般以450 或500 V 為主[2]。
1.2 容量的選用
容量的高低決定了電容濾波效果的好壞,容量選擇過高,成本會偏高,容量選擇過低,濾波效果差,施加在電容上的紋波電流過高,溫升高,壽命會大幅衰減,使用中會出現熱失效的現象。選擇容量的大小可采用功率估算法、輸出電流估算法、濾波平滑度計算法等方法進行計算。濾波平滑度計算方法如式(1)所示,濾波效果如圖1 所示。

式中:C為容量;P0為額定功率;Vmax為最高電壓;Vmin為最低電壓;Fm為頻率。
依據式(1),根據車載充電機的實際工況條件,可算出需要選用的電容容量。如在某濾波線路中,直流電壓360 V,最高電壓361 V,最低電壓359 V,負載電流50 mA@100 Hz,按式(1)計算可得C≥250 μF,電壓實際可選用270 μF 的電容。
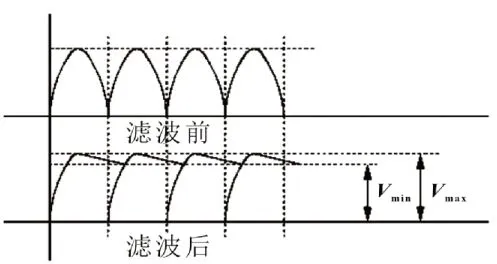
圖1 濾波效果圖
1.3 溫度范圍的選用
表2 是中高壓焊片式鋁電解電容器的常用溫度范圍,考慮汽車運行環境溫度的多變性,建議選用耐溫-40~105 ℃的電容,能更好地適應不同的溫度環境,既能確保冬季低溫狀態下的充電機正常啟動,也能保證在夏季地面高溫狀態下的穩定性。

表2 中高壓焊片式鋁電解電容常用溫度范圍 ℃
1.4 壽命的選用
結合整車及車載充電機的壽命要求以及使用工況,來確定電解電容的壽命要求。濾波用高壓鋁電解電容的壽命計算公式一般為:

式中:L為鋁電解電容器使用的實際壽命,h;L0為鋁電解電容器使用的額定壽命,h;f(t)為環境溫度影響;ta0為鋁電解電容器標識的上限類別溫度,℃;ta為鋁電解電容器使用的實際溫度,℃;f(I)為紋波電流產生的溫度影響;Δt0為最高額定溫度最大額定紋波電流下電容內部的溫升,一般規定85 ℃產品不超過10 ℃,105 ℃產品不超過5 ℃;I0為鋁電解電容器長期承受的最大紋波電流(額定紋波電流);I為實際使用時電容的紋波電流;f(V)為電壓產生的溫度影響;V0為鋁電解電容標識的額定電壓,V;V為鋁電解電容器使用時兩端的實際電壓,V。
由式(1)可知,估算電容壽命需要測試電容工作環境溫度、實際施加的紋波電流以及施加電容兩端的電壓值,當紋波電流不方便測量時,也可通過測量電容內部的溫升值Δt,根據式(3)計算出紋波電流,代入壽命計算公式中計算。

式(2)僅是在一種工況下的壽命計算,車載充電機實際使用的工況在不同使用習慣、不同季節、不同地區都是存在差異的,假設在某種工況下的計算壽命為Li,此種工況每年運行的時間分配率為Ki,則總壽命計算結果為:

結合具體使用工況計算,實際中一般選用105 ℃的3 000~5 000 h 電容居多,如表3 所示。
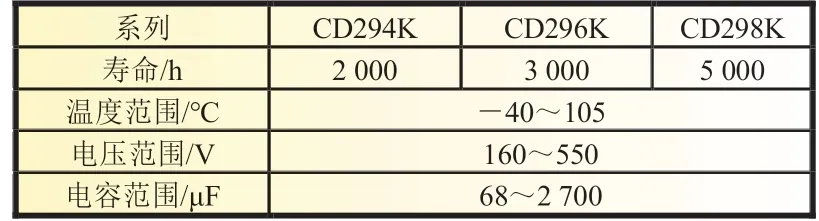
表3 自行研制的不同系列電容器壽命對照表
2 設計思路
2.1 主要材料選型設計
正極箔是鋁電解電容器的主要材料之一,既作為電容器儲存電荷的一個陽極板,同時表面通過電化學生成Al2O3構成了電容器的電介質。正極箔的化成電壓對電容器的耐壓值起著至關重要的作用,由上述壽命計算公式可知,耐壓值的高低對電容器的壽命也有很大影響,105 ℃下3 000 h 壽命的電容器鋁箔耐壓值一般不小于1.45 倍工作電壓,105 ℃下5 000 h壽命的電容器鋁箔耐壓值一般不小于1.50倍工作電壓。
負極箔在鋁電解電容器中主要起引出的作用,同時負極箔和電解液也構成一個電容,并且和正極箔與電解液構成的電容是串聯的關系,因而負極箔的單位面積比容會影響電容器整體的電容。在105 ℃長壽命系列產品的設計中要選用加壓負極箔,一般2~4 V 即可,在長期使用過程中,會有極少部分的反向電壓施加到電容上,加壓負極在這種情況下可以防止負極箔因氧化造成的容量衰減,繼而防止電容容量衰減,保證長期使用的濾波效果。105 ℃更長壽命的產品要考慮選用更高純度的負極箔,高純度負極箔可以減少內部發生的原電池反應,降低電容漏電流,延長使用壽命。
電容器紙的主要作用是吸附電解液,從而構成電容器的陰極。紙的選擇對電容器的性能影響也很大,密度過低,耐壓性能差,正負極箔容易出現尖端放電而擊穿的現象;密度過高,吸附電解液能力弱,會導致等效串聯電阻(ESR)偏高,含浸效果不良等現象。因此要綜合考慮,在電解紙的選用上,采用雙層紙設計,其中一層為高耐電壓木漿,另一層為木漿與棉漿(或者馬尼拉麻)復合電解紙。雙層電解紙可以解決單層電解紙耐壓一致性不好的缺陷,并改善了不易含浸的特性,降低了電容器損耗,提升了電容耐紋波電流能力。
2.2 耐低溫設計
鋁電解電容器在低溫時容量衰減、阻抗升高,常規的高壓電容在-40 ℃時容量會衰減到常溫時的60%,甚至更低,這會影響車載充電機在低溫狀態下的正常啟動。電解液作為鋁電解電容器真正的陰極,對電容器的性能影響很大,隨著溫度的降低,溶質不斷析出,極端情況下,電解液會出現凝固,其導電性能會逐步下降,容量隨之衰減。自主研發的高壓電容電解液采用乙二醇+支鏈羧鹽體系。該電解液優點有:高電導率、高閃火,低溫性能良好,-40 ℃時指標優良,且長時間高溫工作性能穩定。制成的電容器具備長壽命、耐大紋波電流、低溫性能良好的特點,且能滿足-40 ℃的使用要求。表4 為CD296K(450 V,270 μF)測試數據,其容量變化率(ΔC)為-19.6%,阻抗比(Z-40℃/Z25℃)為3.48。

表4 CD296K(450 V,270 μF)產品測試數據
2.3 耐振動設計
車用產品對耐震動性有著嚴格的要求,焊片式鋁電解電容器的內部固定是通過蓋板與鋁殼將芯子兩端擠壓住的,一般電容的防爆閥設置在鋁殼底端,如圖2 所示。

圖2 普通十字防爆外殼產品
電容在極端使用條件下或長期使用的后期,內部氣壓逐步加大,防爆閥會有輕微的鼓起現象,內部芯子固定效果下降,會隨著汽車的震動出現晃動,質量隱患極大。針對車用產品,取消鋁殼底部防爆閥設計,另外進行防爆設計,并結合特殊的固定方式(圖3),可有效避免芯子的晃動。

圖3 鋁殼底部帶加強筋
采用圖3 外殼并依據AEC-Q200 標準文件中第204 方法條件進行振動試驗:頻率為10~2 000 Hz,加速度為49 m/s2,位移振幅為0.75 mm,20 min 掃頻一次,3 個方向每個方向12次循環,判斷標準為外觀無損傷,容量變化≤5%。試驗前后電容參數基本無變化,說明耐振動性較好,如表5 所示,其中tgδ表示介質損耗角正切值,為電容無功功率與有功功率的比值再乘以100%。

表5 CD296K(450 V,270 μF)產品振動數據
2.4 提高產品穩定性的工藝改進
2.4.1 裁切工序的毛刺控制
電容在使用過程中,會經常出現線路中電壓的波動,過高的電壓或過大的電流,會誘發電容器鋁箔邊緣毛刺處或鋁箔表面的箔灰處發生尖端放電現象,嚴重的會導致正負極箔發生短路擊穿現象,從而造成電容器的失效。因此,對鋁箔邊緣裁切毛刺以及鋁箔裁切過程中箔灰的控制尤為重要,采用進口裁切設備,高硬度耐磨材質裁切刀,并對刀片編號管理,定期檢驗,定期打磨。在裁切過程中及裁切后都進行吸箔灰處理,有效控制了鋁箔邊緣毛刺及箔灰對產品性能帶來的隱患,采取控制措施前后鋁箔橫向毛刺尺寸(平均值)分別為15 和7 μm。
2.4.2 卷繞工序防擊穿及增加耐紋波能力設計
高壓焊片電容導箔條與正負極鋁箔的鉚接處是內部較為薄弱的環節,導箔條鉚接后可能會出現輕微毛刺及凸起等,在該位置對電解紙進行加厚處理可避免發生正負極短路擊穿,提升電容耐過電壓能力。在負極導箔條鉚接處采用特殊手段,從而增加導箔條與負極箔的接觸面積,減少該位置的發熱,提升電容耐紋波電流能力。
2.4.3 含浸工序的在線含浸
在線液壓含浸設備可確保焊片電解電容芯子短時間(0.3~1 h)快速含浸(普通含浸設備的含浸時間為8~15 h),短時間的含浸后通過流水線可快速進入裝配工序進行密封組裝,大幅度縮短了含浸后芯組與空氣接觸的時間,避免了電解液吸入空氣中過多水分而導致性能下降的問題。同時,在電解液甩干環節采用了特殊控制手段,確保每只電容電解液含量一致。
2.4.4 裝配工序的加牢焊接
高壓焊片式鋁電解電容器在高溫耐久性試驗的后期,由于長時間的負荷作用,內部的氧離子會移動到正極導箔條與蓋板鉚釘鉚接處的縫隙中,與鋁反應生成Al2O3,導致正極導箔條與蓋板出現開路,繼而導致電解電容出現開路失效的現象,該情況雖然發生幾率不高,但一旦發生就會導致整機失效。在裝配工序中,為避免此種不良現象出現,在正常鉚接后,增加了正極導箔條與蓋板二次加固工序,可確保正極導箔條與蓋板接觸牢固,徹底解決了此種開路問題。
2.4.5 老化分選工序的控制
采用全自動老化分選機進行老化分選,分段電源老化,結合自行研制電解液的升壓曲線及氧化效率,合理調整各段電壓及電流設定,確保老化效果。老化結束,放置一定時間后會進行二次分選,除了對電參數的分選,還進行了鼓底探測、內爆檢測等多項檢測。通過對關鍵工序工藝的持續改進,進一步提升了產品的性能,老化擊穿率及客戶端的早期失效率大幅度降低,如表6 所示。

表6 改善前后不良率對照表
3 結論
通過上述設計與工藝改進,提高了產品質量一致性和穩定性。以CD296K[450 V,270 μF,105 ℃,3 000 h,紋波電流1.6 A(120 Hz)]產品為例,產品紋波耐久試驗3 000 h 后的參數依然良好,其容量變化率僅為3.4%(實驗前為258.2 μF),tgδ為6.5%(實驗前為3.8%),漏電流為76 μA(實驗前98 μA)。
