汽車橋殼沖壓工藝及模具設(shè)計(jì)
2021-05-06 03:03:20蔡錫斌潘祖嵐
模具工業(yè) 2021年4期
關(guān)鍵詞:結(jié)構(gòu)
蔡錫斌,周 林,潘祖嵐
(柳州五菱汽車工業(yè)有限公司,廣西 柳州 545007)
1 零件成形工藝分析
汽車后驅(qū)動(dòng)橋橋殼由上、下半殼拼焊而成,如圖1所示,2條縱縫采用機(jī)器人焊接。為保證焊接質(zhì)量和焊縫強(qiáng)度,對(duì)沖壓件殼體邊線輪廓尺寸精度和穩(wěn)定性提出了較高的要求:拼合間隙必須控制在1 mm以內(nèi),單個(gè)半殼體邊輪廓誤差在0.5 mm以內(nèi);同時(shí),上、下殼拼接時(shí)不能存在段差,要求單面平面度控制在0.25 mm以內(nèi)。橋殼材質(zhì)選用熱軋板SAPH440,尺寸為1 320 mm×95 mm,材料厚度為5 mm,屬細(xì)長(zhǎng)型厚板沖壓,沖裁斷面質(zhì)量也是影響焊接質(zhì)量關(guān)鍵因素之一,必須滿足要求。
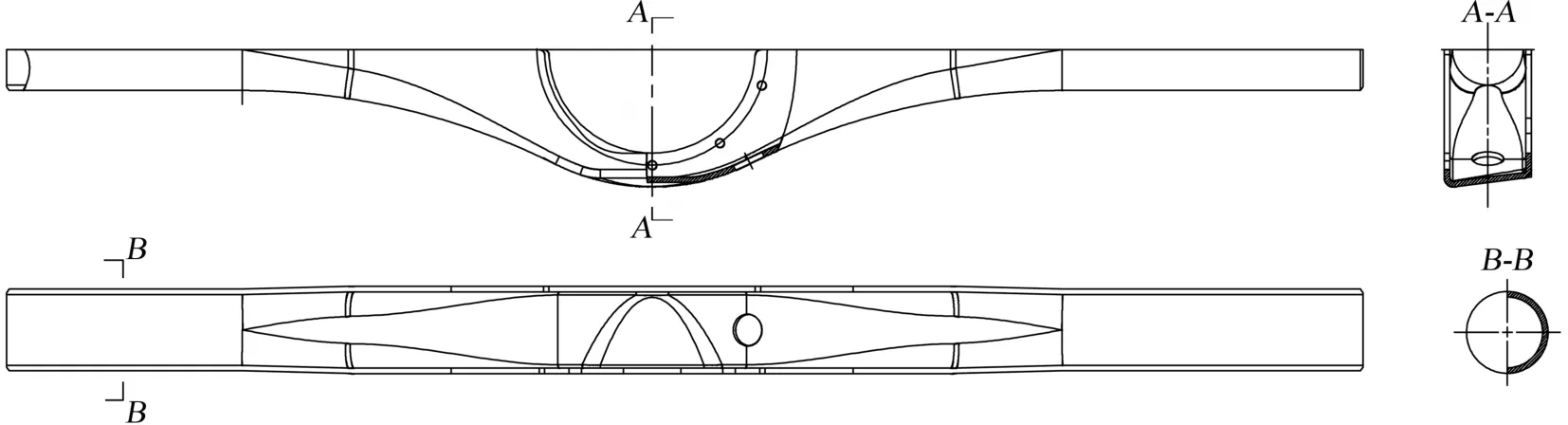
圖1 汽車橋殼
合理的沖壓工藝能最大限度地提高零件成形質(zhì)量。根據(jù)零件特性與精度要求,結(jié)合模具結(jié)構(gòu)設(shè)計(jì)及生產(chǎn)操作、維修等方面綜合考慮,沖壓工藝設(shè)計(jì)如圖2所示,分別為:落料、成形、切邊、切端頭沖孔、切邊、整形。

圖2 沖壓工序
(1)落料:便于成形及消除起皺,且預(yù)留較少的切邊廢料,以便后序切邊時(shí)減少下模鑲件廢料邊讓空量。
(2)成形:需設(shè)計(jì)預(yù)變形量以保證零件型面尺寸。
(3)切邊:正切4處直線段邊,先切同面2處直邊后,翻轉(zhuǎn)零件至模具對(duì)側(cè)完成另2段切邊,零件采用型面定位。
(4)切端頭沖孔:切端頭及斜楔沖孔,模具為1模2件結(jié)構(gòu),沖孔采用內(nèi)臧式斜楔,零件采用型面定位。
(5)切邊:正切中間鼓包圓弧段,先切單面邊后翻轉(zhuǎn)零件至模具對(duì)側(cè)完成另一邊切邊,零件采用型面及端頭定位。
(6)整形:整形上、下平面及直線段圓弧,采用型面定位;上、下模鑲件全包整形,下模設(shè)置活動(dòng)的托料架,上模設(shè)置零件輔助定位銷,1個(gè)沖次可完成2件整形。
按該工藝開發(fā)模具,零件尺寸精度得到保證,上、下殼兼容生產(chǎn),生產(chǎn)效率高,日產(chǎn)量達(dá)2 500套。模具維修方便,維修時(shí)間短,生產(chǎn)保障性高,生產(chǎn)的零件如圖3所示,尺寸合格率達(dá)100%。

圖3 上、下殼自由狀態(tài)下拼合
2 切邊模結(jié)構(gòu)
切邊模結(jié)構(gòu)如圖4所示,上模采用正向壓料芯及側(cè)向斜楔壓料。待成形零件置于下模浮動(dòng)托料架2上,上模下行,壓料芯3正向垂直壓料,壓住待切廢料區(qū)域;上模繼續(xù)下行,上模斜楔5在下模驅(qū)動(dòng)座6作用下對(duì)零件側(cè)向壓料,上模切刀1壓住零件及托料架,連同斜楔5下行與下模鑲件4完成切邊,廢料留在下模鑲件4上,手工清揀。
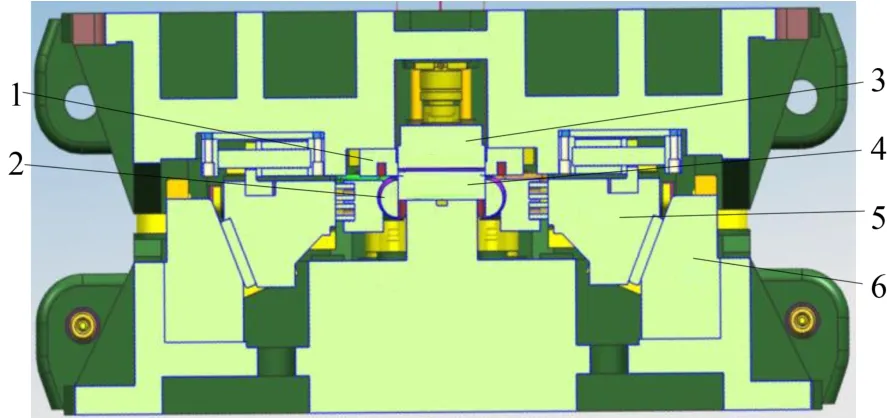
圖4 切邊模結(jié)構(gòu)
雙壓料結(jié)構(gòu)使成形零件在切邊過程中緊貼模具零件型面不竄動(dòng),保證零件的邊輪廓直線度、平面度等,上、下殼自由狀態(tài)下拼合間隙控制在1.0 mm以內(nèi),同時(shí)也保證了沖裁斷面質(zhì)量。
采用正切工藝結(jié)構(gòu),上、下模鑲件安裝在模座上,受力方向與沖壓方向一致,所有沖裁力可通過傳遞到壓力機(jī)模座上,改善了切邊切刀的受力狀態(tài),工作過程中切刀不易松動(dòng),刃口磨損降到最低。切邊刃口的維修方式為鑲件修補(bǔ)研配,縮短了模具維修時(shí)間和降低了維修難度,提高了生產(chǎn)效率。
切邊模上、下模結(jié)構(gòu)如圖5所示。待成形零件放置于浮動(dòng)托料架上,切邊凸模(下模鑲件)用螺釘緊固于下模座,8處斜楔驅(qū)動(dòng)座采用螺釘裝配,設(shè)計(jì)擋塊加強(qiáng)筋。上模中間為正向壓料芯及切邊凹模,外側(cè)壓料芯采用斜楔結(jié)構(gòu)。

圖5 切邊模上模與下模
下模浮動(dòng)托料架如圖6所示,兩端及中間布置彈簧、導(dǎo)向及限位結(jié)構(gòu),設(shè)計(jì)4個(gè)接觸平衡塊,局部設(shè)計(jì)加強(qiáng)筋連接。將直線段與中間圓弧段分為兩工序切邊,便于浮動(dòng)托料架強(qiáng)度及彈簧、導(dǎo)向及限位結(jié)構(gòu)設(shè)計(jì),使斜楔設(shè)計(jì)更合理。

圖6 下模托料架結(jié)構(gòu)
3 整形模結(jié)構(gòu)
整形模采用上、下模鑲件全包整形結(jié)構(gòu),如圖7所示。待成形零件置于下模浮動(dòng)托料架4上,采用型面定位;上模下行,上模鑲件1壓住待成形零件進(jìn)入下模鑲件3內(nèi),上、下模鑲件全面包裹待成形零件;上模繼續(xù)下行,到底時(shí)完成整形;上模回程,下模浮動(dòng)托料架將成形零件頂出,人工取出成形零件。下模浮動(dòng)托料架1設(shè)計(jì)成上、下兩層分體結(jié)構(gòu),上層材質(zhì)為7CrSiMnMoV,下層為鑄鐵,用螺釘固定。上模設(shè)計(jì)4個(gè)確保零件整形過程中緊貼托料架型面。上、下模鑲件材質(zhì)采用Cr12MoV。

圖7 整形模結(jié)構(gòu)
整形模上、下模結(jié)構(gòu)如圖8所示。待成形零件放置于浮動(dòng)托料架上,托料架上型面部分設(shè)計(jì)裝配鑲件,下模整形鑲件設(shè)計(jì)兩腔結(jié)構(gòu)分開裝配;上模整形鑲件設(shè)計(jì)兩腔整體裝配,非型面部分讓空,另外設(shè)計(jì)4處導(dǎo)正定位銷保證成形零件與型面定位可靠。
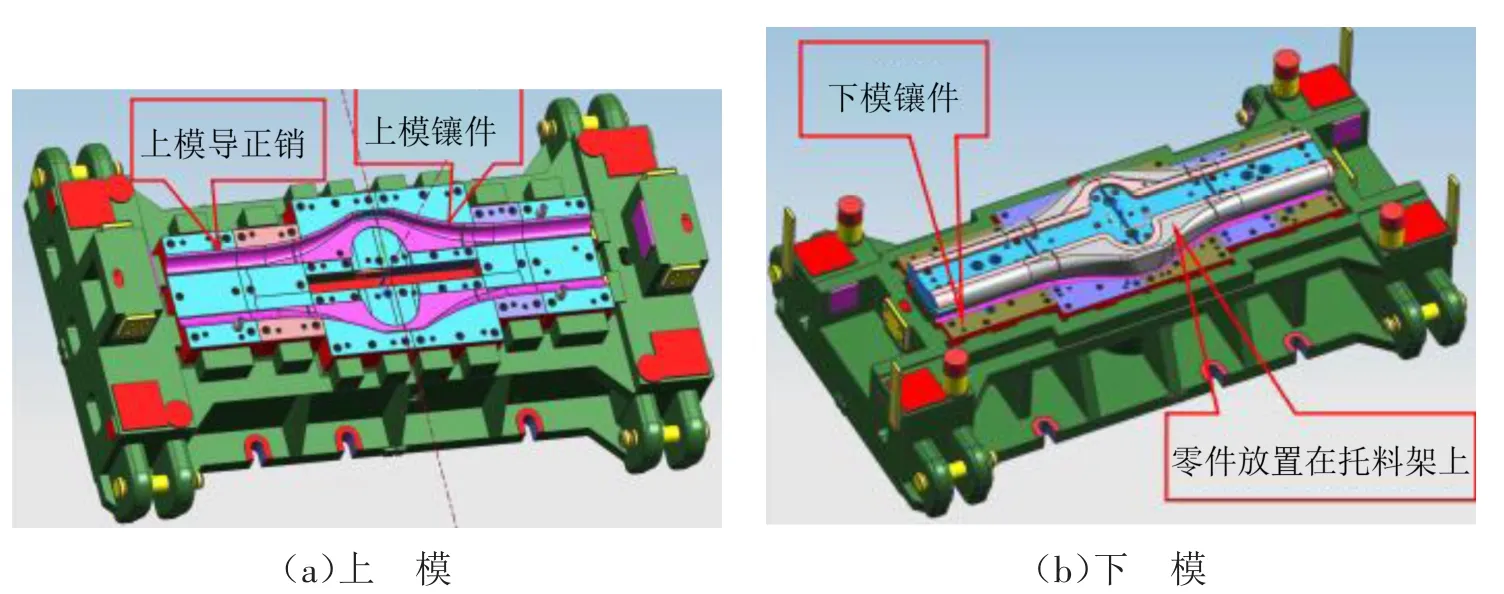
圖8 整形模上模與下模
4 切端頭沖孔模結(jié)構(gòu)
注油孔和漏油孔位于橋殼中間部位,傳統(tǒng)斜楔結(jié)構(gòu)布置困難,采用內(nèi)藏式斜楔沖孔結(jié)構(gòu),切端頭沖孔模結(jié)構(gòu)如圖9所示。斜楔1固定在上模,斜楔驅(qū)動(dòng)座固定在壓料芯上。上模下行,上模壓料芯先壓住待成形零件;上模繼續(xù)下行,斜楔1在驅(qū)動(dòng)座2作用下完成沖孔。為降低斜楔沖孔的側(cè)向力,在驅(qū)動(dòng)座2與壓料芯4受力方向設(shè)計(jì)擋塊3,保證了斜楔強(qiáng)度。在壓料芯沖孔部位,鑲件5設(shè)計(jì)為拆裝結(jié)構(gòu),便于沖孔凸、凹模裝配及維修。鑲件6設(shè)計(jì)為鑲嵌結(jié)構(gòu),便于模具調(diào)試及維修。

圖9 切端頭沖孔模結(jié)構(gòu)
上、下半殼沖孔大小和位置不同,故模具采用1模2件布局,便于生產(chǎn)操作和模具維修,如圖10所示。上模壓料芯與下模設(shè)計(jì)4個(gè)錐形平衡塊平衡受力,沖孔廢料用廢料盒收集,切端頭廢料沿廢料滑槽滑出模具外。

圖10 切端頭沖孔下模
下模刀塊(凸模)在零件厚度方向設(shè)計(jì)支撐臺(tái)階,保證零件切邊時(shí)不變形,降低切邊毛刺產(chǎn)生風(fēng)險(xiǎn),保證了切端頭尺寸精度和沖裁質(zhì)量,如圖11所示。

圖11 切端頭局部
5 結(jié)束語
橋殼成形、切邊、切端頭保證了邊線輪廓尺寸,全包整形使平面度及平行度達(dá)到精度要求,切邊模采用正切工藝與斜楔壓料,成形零件定位穩(wěn)定可靠,同時(shí)改善了刃口受力,模具維修簡(jiǎn)單快速;整形模設(shè)計(jì)上、下鑲件全包結(jié)構(gòu),上、下殼體同時(shí)整形,受力平衡,強(qiáng)度剛度良好,切端頭沖孔模為1模2件布局,上、下殼兼容生產(chǎn)。內(nèi)藏式?jīng)_孔斜楔結(jié)構(gòu)緊湊,降低了模具制造成本,驅(qū)動(dòng)座設(shè)計(jì)防擋塊,減少了斜楔沖孔側(cè)向力,保證了斜楔強(qiáng)度,延長(zhǎng)了其使用壽命。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
