汽車包邊質量前期控制方法
2021-05-06 03:03:22耿明亮龔玉祿趙建朋
模具工業 2021年4期
關鍵詞:設計
耿明亮,龔玉祿,劉 帥,趙建朋
(長城汽車股份有限公司 河北省汽車工程技術研究中心,河北 保定 071000)
0 引 言
零件開發階段,設計部門會根據焊裝車間規劃,使用不同的內、外板總成成形工藝,包邊是其成形工藝的一種。包邊總成主要涉及前門外板總成、后門外板總成、后背門外板總成和機蓋外板總成,占白車身面積60%以上,故控制包邊總成質量、提升包邊總成品質是提升整車外觀及尺寸精度的重要途徑。為了避免后續生產過程中包邊總成產生質量問題,需在前期設計階段進行預防及控制問題點。
1 包邊過程及形式
整車裝配生產過程中,先將車身內板放置于車身外板內部,然后外板的翻邊預彎成一定角度,最后將內外板壓合形成整車外覆蓋件總成的加工工藝,稱為包邊。具體分為內板與外板合并、外板預包、外板壓合3個過程,如圖1所示。包邊的3個過程中,需重點管控3個關鍵部位尺寸(見圖2):①外板件翻邊角度β,一般控制β≤105°;②外板件預包邊角度α,一般控制35°≤α≤55°;③外板件過翻邊尺寸c,一般控制c=0.5 mm。常見總成包邊形式的分類及適用場合如表1所示。

表1 常見包邊形式

圖1 包邊過程

圖2 包邊過程關鍵部位尺寸
2 工藝設計階段控制方法
某量產車型在生產階段,包邊零件存在因預翻邊困難、翻邊角度大、預翻邊角度大引起的高棱、凹坑問題,需在工藝設計階段對包邊工藝參數進行標準化設計,以規避現場出現因工藝設計缺陷造成的問題點。根據經驗值,外板的翻邊角度β、過翻邊量c、預包邊角度α等可按照表2選取。

表2 翻邊角度、過翻邊、預包邊要求
3 結構設計階段控制方法
包邊零件因結構特征導致的問題點主要如下:①零件拐角部位壓傷,如圖3所示;②零件(包邊模定位處)預翻邊后產生凸臺,如圖4所示;③零件拐角部位回彈,如圖5所示;④水滴包邊特征不明顯,變為平包邊狀態,如圖6所示。以下在結構設計階段將針對問題點進行預防控制。

圖3 拐角部位壓傷

圖4 預翻邊后零件定位處出現凸臺

圖5 零件拐角部位回彈

圖6 水滴包邊變為平包邊
(1)零件拐角部位壓傷。前期設計時,由于零件拐角處受直邊預翻刀塊施加的壓力作用,會存在外凸趨勢。為防止拐角部位包邊外凸,該部位預包鑲件提前觸料,壓住拐角部位,以阻止零件外凸。但實際生產中,預包鑲件提前觸料過早,造成拐角部位出現壓傷。針對該問題,需在設計階段對拐角部位的預包鑲件觸料時間進行標準化設計,同時應考慮現場操作的方便性。
依據經驗值,在結構設計階段將拐角部位設計為提前3 mm觸料,減少與周圈包邊鑲件的觸料時間差,避免零件壓傷產生。同時,角部驅動塊下方設計為可調整墊片形式,現場可依據實際情況增減墊片,可操作性強。
(2)零件(包邊模定位處)預翻邊后產生凸臺。經排查現場模具,凸臺產生原因為:①包邊模定位板寬度為6 mm,預翻避讓空間為8 mm,預翻刀塊懸空尺寸大;②外板件定位設置在外凸區域,預翻時料片向懸空部位擠壓。故結構設計階段需對定位板厚度及預包鑲件避讓間隙(見圖7)進行設計,具體要求如表3所示。

圖7 定位板及預包鑲件
(3)零件拐角部位回彈。機蓋外板拐角部位造型為外圓弧,在包邊過程中翻邊會伸長,拐角部位所承受內應力隨之釋放,導致零件向上彈起,包邊模該處無壓料裝置,無法抵制零件回彈。
針對此情況,結構設計時在包邊模壓料芯拐角部位增加符形塊(見圖8),成形過程中可對零件角度施加壓力,抑制角部回彈。
圖8 包邊模壓料芯
(4)水滴包邊特征不明顯,變為平包邊狀態。由于整車需求,需在包邊零件尾部設計水滴包邊形式,但實際生產后,水滴包邊特征不明顯,已變為平包邊形態(見圖6)。排查模具結構發現造成此問題的原因為正壓鑲件按零件符形設計,水滴包邊區域與正壓鑲件間隙為0,生產時正壓鑲件壓傷零件水滴部位。正壓鑲件按照圖9所示設計(A=1.3-內板厚度),可預防水滴包邊壓平現象。
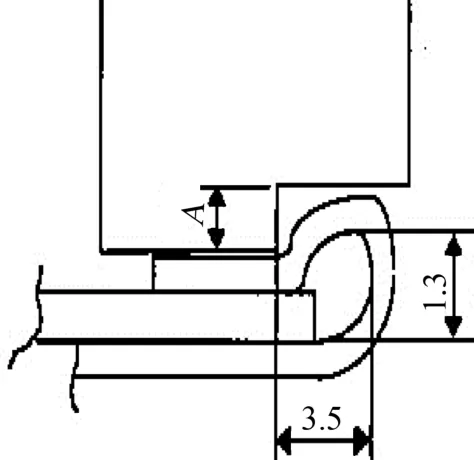
圖9 正壓鑲件設計
4 結束語
在汽車行業發展迅速、競爭激烈的背景下,各車企均致力于提高車身品質,以提升顧客對整車的感知。控制包邊零件質量是提升車身外觀品質及整車精度的重要途徑。針對已量產車型的問題點,總結了前期設計階段提升包邊零件成形質量的方法,對汽車包邊模工藝、結構設計提供了思路及經驗。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
