小口徑固定式管道自動焊機升級改造及焊接工藝的研究
2021-05-06 03:18:16周曉蘭曾垂旋
石油化工建設 2021年1期
周曉蘭 曾垂旋 侯 慈
河北華北石油工程建設有限公司河北省任丘市062552
1 管道自動焊機現狀及存在問題
河北華北石油工程建設有限公司(以下簡稱公司)原有管道自動焊機PPAWM- 24(圖1)是2005 年從上海前山管道技術有限公司購置的,焊接方法為:手工氬弧焊打底+ 機器CO2填充、蓋面。該焊機已使用十幾年,目前存在設備老化、焊接方法落后等問題。為適應小口徑管道焊接日趨自動化的焊接需求,決定將管道自動化預制廠房內焊接設備進行維修升級改造。

圖1 改造前管道自動焊機PPAWM- 24
2 管道自動焊機的升級改造
針對已有管道自動焊機的設備老化及焊接方法落后問題,公司聯合設備廠家對焊接的各項功能進行了完善及改造,對老化的電路及部件進行了更換及維修(圖2)。改造后的管道自動焊機PPAWM- 24 增加了機器自動氬弧焊打底及埋弧焊填充蓋面的功能。焊接方法為:機器自動氬弧焊打底+CO2氣保焊/ 埋弧焊填充蓋面三合一集成。改造后的管道自動焊機PPAWM- 24 與傳統手工焊接對比有實用性強、自動化程度高、焊縫成形美觀、焊接質量穩定、生產效率高、勞動強度小、焊材損耗少、環境污染小,以及能夠持續連接長時間焊接作業的優點。
改造前后管道自動焊機PPAWM- 24 對比見表1。

圖2 升級改造完畢的管道自動焊機PPAWM- 24
管道自動焊機PPAWM- 24 系統構造按功能劃分為3 個相互關聯的部分,即林肯焊接電源、機械臂焊槍固定架、PLC 主屏控制器和管件支撐滾動系統。其中機械臂焊槍固定架是管道自動焊機焊接的執行機構,它由驅動器、傳動機構、管道自動焊機臂、末端操作器和內部傳感器等組成。它的主要任務是精確地保證焊槍根據PLC 主控屏所設定的焊接要求,實現對應的焊接參數。PLC 主屏控制器是管道自動預制焊機的神經中樞,它由計算機硬件、軟件和一些專用電路構成,其軟件包括控制器系統軟件、管道自動焊機控制軟件、焊接參數程序(焊接速度、焊接電流、焊接電壓、焊接層數、焊絲的送進速度、擺幅、擺速、焊槍的角度、氣體的流量、噴嘴的直徑、焊絲干伸長度、焊接過程中焊槍在左中右停留的時間等),它負責處理管道自動焊機工作過程中的全部信息并控制其全部動作。管件支撐滾動系統起到支撐固定管件的作用,并根據管件的焊接速度均勻配合焊槍進行自動焊接。
管道自動預制焊機升級改造的內容包括自動焊機控制系統、新增氬弧焊焊槍、埋弧焊焊接機頭、焊槍、送絲機、水冷系統、高頻發生器、十字調節器等配件與原有的焊機設備優化整合改造。實現氬弧焊+CO2氣保焊+ 埋弧焊三合一集成一體化。整套焊機設備全面檢查、維修、保養,更換旋鈕、按鈕開關、老化線纜氣管、等離子二次線夾具,重新制作電氣控制線路板,改善提升機器整體性能。
升級完畢的管道自動焊機PPAWM- 24 為觸摸屏人機界面(圖3),需要在歡迎界面輸入用戶密碼進入主頁面,區分為6 個功能模塊:歡迎界面、手動控制、自動控制、參數設置、安裝說明、擴展功能。
(1)手動控制區域:手動控制模式下,各部件控制主要通過手動點擊觸摸屏,對焊件托架進行正轉、反轉調整;對槍架進行上升、下降、左移、右移、進槍、退搶、擺動設置。

表1 改造前后管道自動焊機PPAWM- 24 對比
(2)自動控制區域:可以通過觸摸屏對焊接托架進行轉速設置;對槍架進行擺幅、擺速、提槍量、焊接層數、總層數進行設置。
(3)參數設置區域:可以通過觸摸屏對引弧時間、搭接時間、收弧時間、送絲延時、回燒、回抽時間、多層參數(擺幅、擺速、轉速、左停、右停、提槍量)進行詳細設置。

圖3 觸摸屏控制界面截圖
觸控屏主要實現了對自動焊機焊槍的工作過程控制,針對自動焊機配套電源的電流、電壓需要,根據已有的焊接經驗進行設置。這些參數的設置尤為重要,直接影響著焊接質量的好壞。最初設想將電流電壓參數同步設置進觸控屏,將焊接經驗參數值直接錄入存儲進觸控屏,但因為現有配套的焊接電源年代久遠,焊機電源內并未設置程序控制的接口,所以直接存儲整套焊接參數的想法暫時行不通。為了更加明確直接地指導焊工對自動焊接的操作,通過大量的焊接試驗,總結匯總了焊接過程中發現的問題及對應的解決方案。最終,有效提升了管道自動預制焊機焊接一次合格率(達到98%),在熟練掌握焊機操作的情況下可達100%。
3 試焊過程中存在問題及解決方案
改造后管道自動焊機PPAWM- 24 因為缺少對應的具體焊接參數,沒有焊縫跟蹤系統,且機器焊接時針對焊接管件橢圓度、坡口加工精度、組對間隙,以及焊工操作熟練程度等都有較高要求。為保證焊機在焊接過程中達到較高的一次合格率,需要進行大量的焊接試驗,尋找改進后焊機焊接中存在的問題并進行分析研究,以確定適宜的焊接參數,并編制相應的設備操作流程說明。管道自動焊機試驗初期焊接一次合格率如圖4 所示。

圖4 試驗初期焊接合格率
3.1 焊材的問題
管道自動焊機焊接培訓及練兵初期,因新預定的焊材未到貨,先期使用了之前庫存的CO2氣體保護焊絲,雖然其外觀與新焊絲無差別,但是在實際焊接過程中偶爾會出現焊機停機、卡頓、未熔等問題,焊接完畢的焊縫外觀目測有均勻的弧坑,焊縫外觀成型質量差,且焊道無損檢測合格率低。經分析,認為庫存焊絲由于長期存放、受潮等原因已不適用管道自動焊機的焊接需求,因而及時更換了新焊絲,基本上解決了上述問題。圖5 為更換焊絲前后的焊縫外觀。
3.2 坡口制作的精度問題
根據管道焊接組對質量要求,坡口制作精度對焊接合格率影響較大。但在管道自動焊接練兵初期,焊接使用的管材是庫存舊管材,針對不同管徑、不同批次、不同材質管材加工制造的橢圓度,以及庫存管材不同的銹蝕度,先后采用人工火焊切割、磁力切割機切割和外委加工車坡口等方式進行坡口的加工制作,前面兩種方法切割出來的坡口對傳統的手工焊接影響不大,但應用在自動化焊機上進行氬弧焊打底基本上無法進行。因為管道自動焊機對管道坡口的精度要求較高,人工切割的坡口在管道自動焊機上應用會導致焊機頻繁卡頓、停機。為此,外委加工了一批坡口專門應用到管道自動焊機,結果焊接效果大幅提升,成功地焊接出完整的氬弧焊打底焊口。因此,管道自動焊機焊接所用的管材坡口要求外表有金屬光澤,且切面平整規則。圖6為人工加工和機器加工的坡口。

圖6 人工加工和機器加工的坡口
3.3 焊縫組對的間隙問題
根據管道焊接組對的質量要求,焊口組對間隙對焊接質量影響也較大。管道自動焊接練兵初期使用的人工切割坡口,打磨之后組對的間隙加上管子橢圓度的影響,同一道口的組對間隙最小為1mm,最大點達到4~5mm;而使用坡口機加工出來的坡口組對的焊口間隙最小點可達0~1mm,最大點達到2~3mm,焊口組對間隙的縫隙均勻度大大提高(圖7)。管道自動焊機焊接過程中組對間隙均勻的機加工坡口焊接更順暢,焊機卡頓,以及因焊絲觸碰管材坡口而導致的停機現象大幅減少。因此,管道自動焊機焊接時管材的坡口組對間隙大小差距應控制在1mm 左右。
3.4 焊機焊接參數的影響
為得到本次改造管道自動焊接的最佳工藝參數,針對焊接速度、焊接電流、焊接送絲速度和焊接擺幅大小進行了多次試驗。施焊初期,在其他條件不變的情況下,分別從最小值至最大值改變焊接速度、焊接電流和焊接送絲速度,觀測焊縫外觀最佳時的數值,并做好相關記錄。
3.4.1 焊接速度
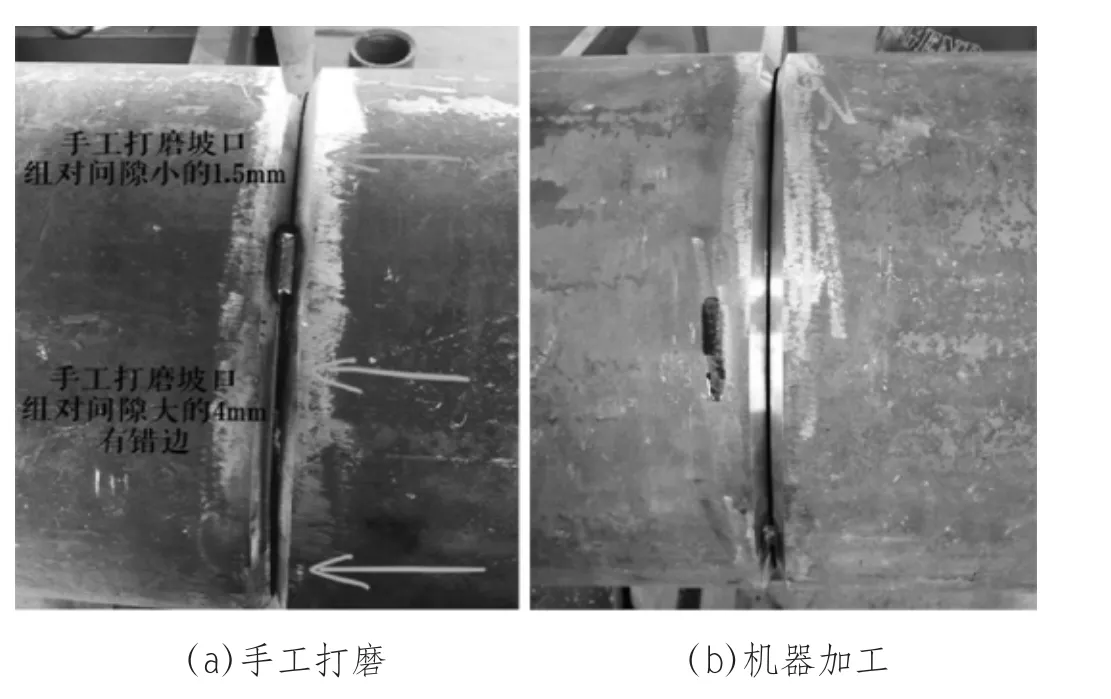
圖7 手工打磨和機加工坡口的組對間隙
管道自動焊機焊接速度設置過快,焊材使用少、焊道薄,會導致未熔、未焊透等焊接缺陷;焊接速度設置過慢,焊材使用多、焊道厚,會導致熱量集中熔孔增大,從而形成焊瘤等焊接缺陷。焊接速度還與坡口形式、角度大小(角度越大填充量越大,焊接速度越慢),以及是否有鈍邊有關(有鈍邊需要設置較慢的焊接速度,且可以減少焊材填充量),而且焊機焊接速度的快慢設置也會因焊工焊接習慣的不同而有所差別。
3.4.2 焊接電流參數
管道自動焊機焊接過程中,如果設置焊接電流過小,會出現不易起弧、易息弧、電弧不穩定、熔深不足,焊道窄余高大等現象,容易造成未焊透、夾渣、焊瘤和冷裂紋等問題;如果設置焊接電流過大,則焊縫熔深大,焊道寬余高大,容易造成燒穿、咬邊、夾鎢、氣孔、熱裂紋等焊接缺陷。在其他條件不變的情況下,加大電流可以加大熔深和熔寬,同時飛濺也會加大。通過焊接試驗不斷測試電流大小,直至達到合格的焊縫要求。
3.4.3 焊接送絲速度
焊機送絲機構、送絲電路對管道自動焊機送絲速度靈敏度有直接影響,而送絲速度對于焊接過程的穩定、焊縫成型質量起著重要的作用。在其他焊接條件不變的情況下,變換不同的送絲速度,觀察檢驗焊縫的成型質量好壞發現:送絲速度過快,大于熔化速度時,未熔化的焊絲穿過焊接熔池會造成穿絲、燒斷等問題,破壞焊縫成型;送絲速度過慢,則會造成金屬填充量不足,形成咬邊缺陷;送絲速度不穩定,又會造成焊縫高低不平、寬窄度不均勻等焊接缺陷。
3.4.4 焊槍擺幅大小設置
焊絲的型號及送絲速度決定了焊縫的寬度,但是通過送絲速度調節焊縫的寬度范圍有限,必須通過設置焊槍擺幅大小來達到焊縫的預定寬度。因管道自動焊機未設定焊縫跟蹤系統,焊接作業前需要將擺幅在PLC 控制面板設置完畢,而焊接過程中在PLC 控制面板無法臨時調整擺幅大小,因此需要手動調節控制擺幅的大小。若擺幅太大,易產生未焊透和氣孔缺陷;而擺幅太小,則達不到焊縫寬度,會產生咬邊和余高不足的缺陷。通過調整焊接參數,焊接出的焊道外觀如圖8所示。
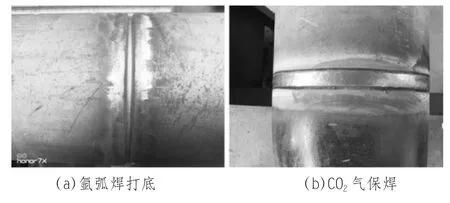
圖8 管道自動焊機氬弧焊打底和CO2 氣保焊填充蓋面外觀
3.5 高頻發生器電磁干擾問題
管道自動焊機在焊接過程中出現了不明原因的停機、卡頓,以及焊機不送絲、送絲機反應遲鈍等現象;設置送絲速度為0 時機器依然送絲,而且加快或者減慢送絲速度送絲機反應緩慢。逐個檢查所有電氣線路及設備元件接線,未發現問題。結合設備改造廠家提出的建議認為:在開啟高頻發生器,焊機引弧操作之后,需要及時將高頻發生器關閉防止電磁干擾。經過試驗操作之后,仍出現焊接過程無原因停機、卡頓現象,無法完成整道焊口的連續順暢焊接。經多方查找原因,并結合電氣儀表相關技術人員進行焊接試驗現場操作分析檢查,確定為高頻發生器干擾導致的問題。通過對高頻發生器、送絲機、管道自動焊機的接電線路逐一進行防干擾試驗,即將高頻發生器、送絲機逐個設置白鐵皮防電磁干擾箱,將連接焊機的線路設置防電磁干擾防護層。經過多次防干擾試驗及采取防干擾措施,終于成功解決了高頻發生器的電磁干擾問題。詳見圖9—圖11。
4 焊接操作參數的確定及設備操作流程
經過多次焊接試驗及調整,對管道自動焊機操作流程、注意事項進行了匯總整理,形成了管道自動焊機操作指南,總結出了固定式管道自動焊接焊接參數范圍,如表2 和表3 所示。

圖9 送絲機加裝防電磁干擾防護層

圖10 焊機架加裝防電磁干擾防護層

圖11 高頻發生器移位加裝防電磁干擾防護層
通過各項影響焊接質量的因素分析及逐個改進,焊接一次合格率有了跨越式的提升,升級改造后的管道自動焊機在華油工建公司油建二公司長慶分公司蘇米圖項目安裝調試并進行了焊接試驗,焊接的管件材質涉及20# 的Φ60×5、Φ76×9、Φ89×6、Φ114×5共4 種規格的試件,經RT 無損檢測抽檢4 道焊口,無損檢測100%合格。2020 年8 月份,管道自動焊機PPAWM- 24 在油建二公司長慶分公司蘇米圖項目正式啟用后,進行井口預制焊接技術應用,百口磨合階段焊接Φ76×9 焊口100 道,經RT 無損檢測,合格100道,焊接一次合格率達到100%(圖12)。目前,升級改造后的管道自動焊機進入500 道口井口預制焊接作業期,繼續進行推廣應用。
5 結束語
通過本次管道自動焊機的升級改造及焊接參數的摸索,解決了各種焊接缺陷、高頻發生器電磁干擾等主要問題,實現了管道自動焊機焊接一次合格率達到98%以上的既定目標。管道自動焊機實用性強、自動化程度高、焊縫成形美觀、焊接質量穩定,生產效率比人工高出3 倍,焊材使用比人工焊接節約1/ 3,能夠大大降低焊工的作業強度。

表2 管道預制自動焊機參數

表3 管道預制自動焊機參數

圖12 管道自動焊機升級改造后的效果
數據顯示,在過去10 年歐美發達國家新建的管道中,自動焊接技術的比例超過85%,然而在我國自動焊接比例僅不到5%。應用管道自動焊接技術不僅是管道行業發展的趨勢,也是管道施工企業開拓海外市場的利器。管道自動焊接技術的研究為公司及國內自動焊接技術的長遠發展,以及海外市場的拓展貢獻了一份力量。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
設備管理與維修(2015年12期)2015-04-09 06:57:24
