基于數值仿真的防波板焊接結構圓弧過渡分析
2021-05-07 00:50:42付雷盧長煜方洪淵
焊接 2021年2期
關鍵詞:模型
付雷,盧長煜,方洪淵
(1.徐州徐工環境技術有限公司,徐州 221001;2.哈爾濱工業大學,先進焊接與連接國家重點實驗室,哈爾濱 150001)
0 前言
防波板焊接在水箱內部,是路面洗掃機械的重要部件。洗掃機械在路面行駛時,為抑制水箱中的水流對箱體側壁的沖擊作用,在水箱內部焊接鋼板,即防波板,通常與水箱前后側壁平行且居中放置,起到阻擋水流沖擊的作用。值得注意的是,在水箱底板往往只有一個出水口,為保證水箱中存水可通過出水口全部流出,需要防波板的下方留出水流通道,現有的拱形通道在服役一段時間之后出現了疲勞失效裂紋,尤其是位于水箱底板的貫穿性裂紋直接導致水箱的泄露,需要進行維修。為了提高水箱的服役壽命,增加路面洗掃機械的市場競爭力,必須對防波板焊接結構設計優化。
在結構的拐角附近采用圓弧過渡是焊接結構優化的一種常用做法[1-6],此法可以緩解拐角處由于幾何不連續而造成的應力集中效應,從而降低峰值應力的幅值。顯而易見,過渡圓弧設置的具體位置和半徑取值,對緩解應力集中效應的作用效果有顯著影響。
過渡圓弧的另外一個作用是將高應力區域從拐角附近轉移至圓弧附近[7-9]。對于焊接結構,其焊接殘余應力以拉伸應力為主,且峰值應力的幅值往往超過材料的屈服強度[4],會在焊接完成后的服役過程中,與工作載荷聯合作用,加速疲勞失效裂紋在焊接接頭附近形成。然而在接頭端部附近,過渡圓弧的設置,可顯著降低工作載荷和焊接殘余應力在該位置的作用程度,降低該位置的應力幅值,而此時的應力峰值位置將從焊腳附近轉移至過渡圓弧內部,而圓弧形狀的結構可促進集中的高應力向均勻的低應力轉變[10]。因而文中將綜合考慮圓弧位置和圓弧半徑2種變量條件下,焊接殘余應力與工作載荷對焊接結構的應力集中效應的影響規律,并根據影響規律給出圓弧設置的合理建議,如此方能使防波板焊接結構的抗疲勞性能得到有效提高。
1 原結構的仿真
1.1 仿真模型的簡化
圖1為防波板結構的原模型。防波板位于路面洗掃機械的水箱內部,如圖1a所示,由一塊獨立的鋼板構成,鋼板四周與水箱箱體采用焊接相連,焊道為單面滿焊。防波板中間設置人孔,可供人員進出;下方靠近中間的位置,設置拱形通道,以方便水箱中的存水從出水口流出。在拱形通道附近,防波板與水箱底板連接焊道端部附近出現了疲勞失效裂紋,將防波板的承載模型進行合理地簡化,以降低有限元仿真的計算量。由于疲勞失效的啟裂點位于拱形通道兩側的焊道端部附近,因而焊道端部附近結構,按照實際尺寸構建由立板和底板焊接連接的仿真模型,如圖1b所示,對應的有限元模型如圖1c所示,另一方面對遠離疲勞裂紋位置的箱體側壁和防波板進行簡化,箱體側壁的主要作用是對整個防波板和箱體底板的位移進行限制,如圖1d所示,對底板的側邊施加位移邊界條件。由于文中僅對防波板拱形通道附近的局部焊接結構進行了仿真,分析其失效原因,給出規律性的結論,并非針對某個確定的防波板結構,因而無需實測的數據進行驗證仿真結果的準確性,僅需通過理論判定應力分布的合理性即可。
以疲勞失效裂紋為研究核心,對疲勞失效有貢獻的載荷分為工作載荷與焊接殘余應力2種,其中工作載荷主要為水流對防波板的沖擊作用,與箱體和水流的加速度相關,為簡化仿真分析過程,將沖擊載荷設置為路面洗掃機械緊急制動條件下水流對防波板沖擊的最大值,其幅值為4.0 kPa,作用在防波板側面,與焊道分別處于防波板(立板)的兩側,如圖1c和圖1d所示。
對于防波板的焊接結構,其焊道設置和焊接方向如圖1b所示,實際施焊時,采用混合氣體保護焊(MAG焊),立板和底板的材質均為Q345鋼板,立板的板長400 mm,板寬300 mm,板厚為3 mm;底板的板長500,板寬450 mm,板厚為3 mm;焊道長度300 mm,焊接保護氣為80%Ar+20%CO2混合氣體,焊接時保護氣流量為15~20 L/min,焊接電流為180 A,電弧電壓為20 V,焊接速度為5 mm/s,采用牌號為WH50-6的鍍銅低合金鋼焊絲,焊絲直徑1.2 mm,仿真計算時忽略焊縫與母材之間的熱-物理性能差異。
采用有限元軟件Hypermesh進行網格劃分,劃分結果如圖1c所示,焊道為角焊縫,焊腳為邊長4 mm×4 mm的等腰直角三角形,為減少數值仿真計算量,整個模型僅在焊縫附近采用較為密集的網格單元,以疏密過渡的方式劃分整個模型的網格,模型共計網格單元14 345個,單元節點21 772個,采用有限元仿真軟件MSC.Marc施加邊界條件,并進行計算和分析。

圖1 防波板結構的原模型
焊接熱源采用雙橢球熱源模型,其熱源分布表達式參見文獻[11],此處不再多述。對于焊接熱源參數,其寬度為6 mm,深度為4 mm,前軸長為3 mm,后軸長為10 mm,熱源有效系數為0.7,模型初始溫度為20 ℃,模型與空氣的對流換熱系數為40 W/(m2·K),忽略焊縫與母材成分和力學性能的差異,因而模型中所有的網格單元均設定為Q345B鋼材的力學性能參數和熱物理性能參數[4,7,10],焊接完成后空冷30 min,隨后施加載荷邊界條件,有限元計算和輸出模型的等效應力分布。
1.2 仿真結果
為了明確工作載荷與焊接過程對防波板焊接結構的影響規律,分別計算工作載荷和焊接過程及焊后加載共3種載荷模型的等效應力分布,有限元仿真結果如圖2所示。

圖2 有限元仿真結果
當模型僅在焊接殘余應力作用時,其等效應力分布如圖2a所示,峰值應力為349.6 MPa,比母材屈服強度值略高,其高應力主要分布于焊道兩側附近,而在焊道收弧位置,高應力區域的面積較大,該區域包括了疲勞裂紋的啟裂點,所以焊接殘余應力可能對疲勞失效的開裂提供動力;當工作載荷單獨在模型時,其等效應力分布如圖2b所示,峰值應力為218.5 MPa,高應力集中分布在焊道的收弧點附近的立板上,與疲勞失效位置相近,說明工作載荷可能會促進裂紋形成和擴展;焊接殘余應力與工作載荷的疊加效應如圖2c所示,其峰值應力為371.3 MPa,該應力幅值高于焊接應力或者工作應力的最大值。
1.3 失效分析
按照圖2c中的箭頭方向,沿著所示路徑A和路徑B依次拾取工作應力、焊接應力及焊后加載的疊加應力的計算數據,2種路徑上3種應力的對比結果如圖3所示。

圖3 仿真結果分析
對于底板的拾取路徑A,工作應力的幅值明顯低于焊接應力和疊加應力,在焊道外側的邊界位置達到峰值,僅為149.4 MPa;焊接應力在焊道附近達到穩定值,其幅值等于材料的屈服強度,即存在應力屈服區,屈服區長度為24 mm;疊加應力的應力屈服區長度略大于焊接應力,達到28 mm,說明是工作載荷加劇了焊接應力的承載效果,增加了應力屈服區域的長度,是該位置疲勞失效的主因。
對于立板的拾取路徑B,沿拾取方向依次分為高應力區、應力穩定區、低應力區共3個區域,高應力區包含焊道附近區域,總長為13.6 mm,該區域的疊加應力在焊道外側的3.4 mm位置達到峰值,峰值應力幅值為362.3 MPa,高于材料的屈服強度,該位置與疲勞裂紋啟裂點重合,說明焊后加載的工作載荷和焊接殘余應力相互疊加,促使疲勞裂紋失效發生。另外,立板拾取路徑上工作應力與焊接應力之間的分布趨勢差異較為明顯。焊接應力在立板的焊道外側附近4 mm區域內的應力水平較高,而在距離大于4 mm的區域內,隨著距離焊道的長度增加,應力水平急速下降,并且在應力穩定區低于工作應力。立板上工作應力在焊道位置的應力水平較低,這是焊道填充金屬對立板的支撐作用所致,在遠離焊道相當長的距離內,工作應力趨于穩定。 工作應力與焊接應力在疲勞失效位置均接近應力的最大值,是導致該位置的疊加應力幅值達到頂峰的主要原因。
2 圓弧優化的仿真分析
為提升防波板焊接結構的疲勞性能,采用立板根部圓弧過渡的優化設計,并采用有限元方法分析優化設計的合理性。
2.1 構建優化模型
由于焊道端部結構的應力集中程度對疲勞裂紋的產生與否具有決定性影響,因而文中在立板的根部位置,采用圓弧過渡的方法降低裂紋失效位置的應力集中程度,以提高焊接結構的抗疲勞失效性能。
裝配示意圖如圖4所示。在立板的左側邊界,距離底板上表面的長度為d的位置設置半圓弧,圓弧半徑為r,距離d和半徑r均為變量,并通過調整這兩個變量的取值,分析其對焊接結構應力分布的影響規律,以期獲得對降低應力集中效應最為有利的結構形式。
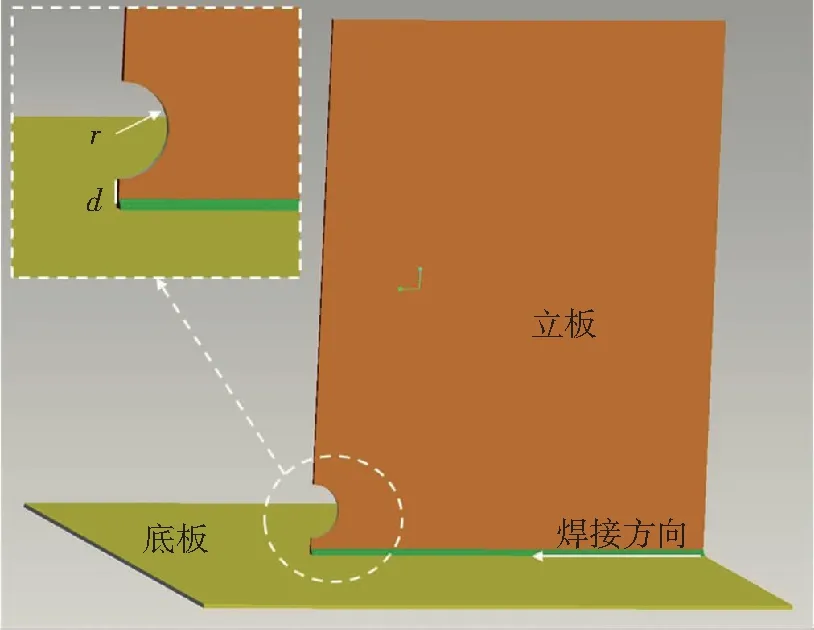
圖4 裝配示意圖
以d= 12 mm和r= 20 mm為例構建優化模型,劃分單元網格結果如圖5所示,優化模型在焊道附近的網格單元與原模型相同,同樣采用疏密過渡方式劃分網格,模型共計網格單元15 568個,單元節點23 625個,對于優化模型的焊接熱源模型和邊界條件,均與原模型相同。
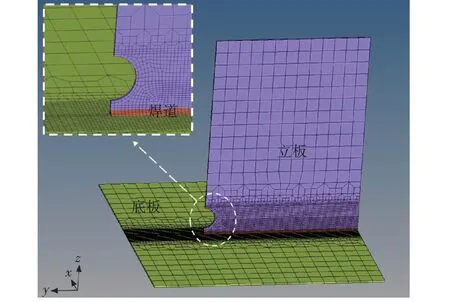
圖5 仿真模型
2.2 仿真結果
為了與原模型的仿真結果相比較,分別計算優化模型的工作載荷和焊接過程及焊后加載3種載荷模型的等效應力分布,如圖6所示。
當優化模型僅在焊接應力作用時,其等效應力分布如圖6a所示,與原模型相比,高應力都分布在焊道兩側位置,且高應力區域在焊道收弧附近的面積都比較大。雖然優化模型的焊接應力峰值略高于原模型,但是在立板的焊道端部附近,尤其是靠近過渡圓弧的區域,應力水平得到較大程度的降低,對該位置的應力集中效應則會有明顯的改善。然而在過渡圓弧區域則形成一個新的應力集中區域,位于圓弧的下半段位置。
當工作載荷單獨在優化模型時,等效應力分布如圖6b所示,其峰值應力為244.6 MPa,高于原模型的218.5 MPa,位于立板的過渡圓弧上,與附近的焊接應力形成的應力集中區位置相近,可能會相互疊加進一步促進疲勞裂紋形成和擴展。
對優化模型的焊接和焊后加載過程進行仿真計算,得到的焊接殘余應力與工作載荷的疊加效應如圖6c所示,其峰值應力為370.7 MPa,略低于原模型的371.3 MPa,同樣高于焊接應力或者工作應力的最大值。值得注意的是,在過渡圓弧位置,高應力區的范圍,比之焊接應力和工作應力,有較大程度的增加,有可能導致屈服范圍的增加,致使應力集中效應加大,使該處成為新的疲勞失效危險點。

圖6 有限元計算結果
3 圓弧優化的影響規律分析
對于模型的優化效果,文中通過調整過渡圓弧距離和半徑這2個變量的取值,分析其對焊接結構應力分布的影響規律,為優化模型的參數選擇提供一些理論依據。
3.1 圓弧距離的影響規律
為了明確圓弧距離d對應力分布的影響規律,將另一個變量(半徑r)設為定值,此處設定所有的圓弧半徑均為20 mm,按照圖5c中箭頭方向,沿著所示路徑I,II和III,依次拾取工作應力和焊后加載的疊加應力在不同d條件下的結果,3種路徑的應力對比結果,分別如圖7、圖8和圖9所示。
對于底板的拾取路徑I,不同距離d條件下,工作應力的變化規律如圖7a所示,隨著距離的不斷增加,工作應力的峰值應力隨之提高,說明過渡圓弧距離焊道越近,底板所承受的工作載荷越小;焊后加載的疊加應力分布見圖7b,疊加應力的高應力區幅值普遍高于材料的屈服強度,存在屈服區域,而對于不同的距離d,總體而言,隨著距離的降低,屈服區的長度隨之減少。對于焊道附近區域,其焊接殘余應力的幅值通常達到屈服狀態,隨后進行焊后加載,該區域的應力重新分布。由于塑性變形的不均勻性和加工硬化指數,以及彈塑性力學模型的影響,導致屈服區的應力分布并不均勻,此理論可以解釋圖7b中焊道附近的應力分布呈現起伏不平的現象。

圖7 底板的路線I計算結果
對于立板的拾取路徑II,工作應力的對比結果如圖8a所示,焊后加載的疊加應力結果如圖8b所示,拾取路徑II的長度與距離d各自相等。對于路徑II的工作應力,其分布狀況如圖8a所示,工作應力在焊道外側2 mm的位置達到峰值,并且隨著距離d的增加,峰值應力的幅值隨之提高,說明過渡圓弧距離焊道越近,立板在路徑II的工作應力越小;對于路徑II,其焊后加載的疊加應力分布狀況如圖8b所示,當d小于12 mm時,焊道外側的應力水平低于材料的屈服強度,當d大于15 mm時,焊道外側出現了一定寬度的屈服區,并且隨著d取值的增加,屈服區的長度隨之增加,說明過渡圓弧距離焊道越近,路徑II應力水平越低,發生疲勞失效的可能性越小。
對于立板的拾取路徑III,工作應力的對比結果如圖8a所示,焊后加載的疊加應力結果如圖8b所示,路徑III從過渡圓弧的下方端點開始,沿著半圓弧拾取,到過渡圓弧的上方端點結束,拾取路徑的長度轉換成角度,以方便觀察和對比。

圖8 立板的路線II計算結果
對于路徑III的工作應力,其分布狀況如圖9a所示,工作應力的峰值位置均在50°~ 90°范圍內,并且隨著d的增加,峰值應力的幅值隨之降低,說明過渡圓弧距離焊道越近,圓弧的工作應力峰值越大。由于原模型的峰值應力位于焊道附近,所以過渡圓弧距離焊道越近,高應力區遷移至圓弧更加容易,因而致使圓弧的峰值應力幅值增加。
對于路徑III的疊加應力,其分布狀況如圖9b所示,圖中所列的曲線均包含兩個峰值位置,兩個峰值位置相距不遠,均分布在30°~ 90°范圍內,兩個峰值之間的區域均達到屈服狀態,以每條曲線中兩個峰值的中間位置為參考點,隨著d取值的增加,參考點向角度變小的方向偏移。
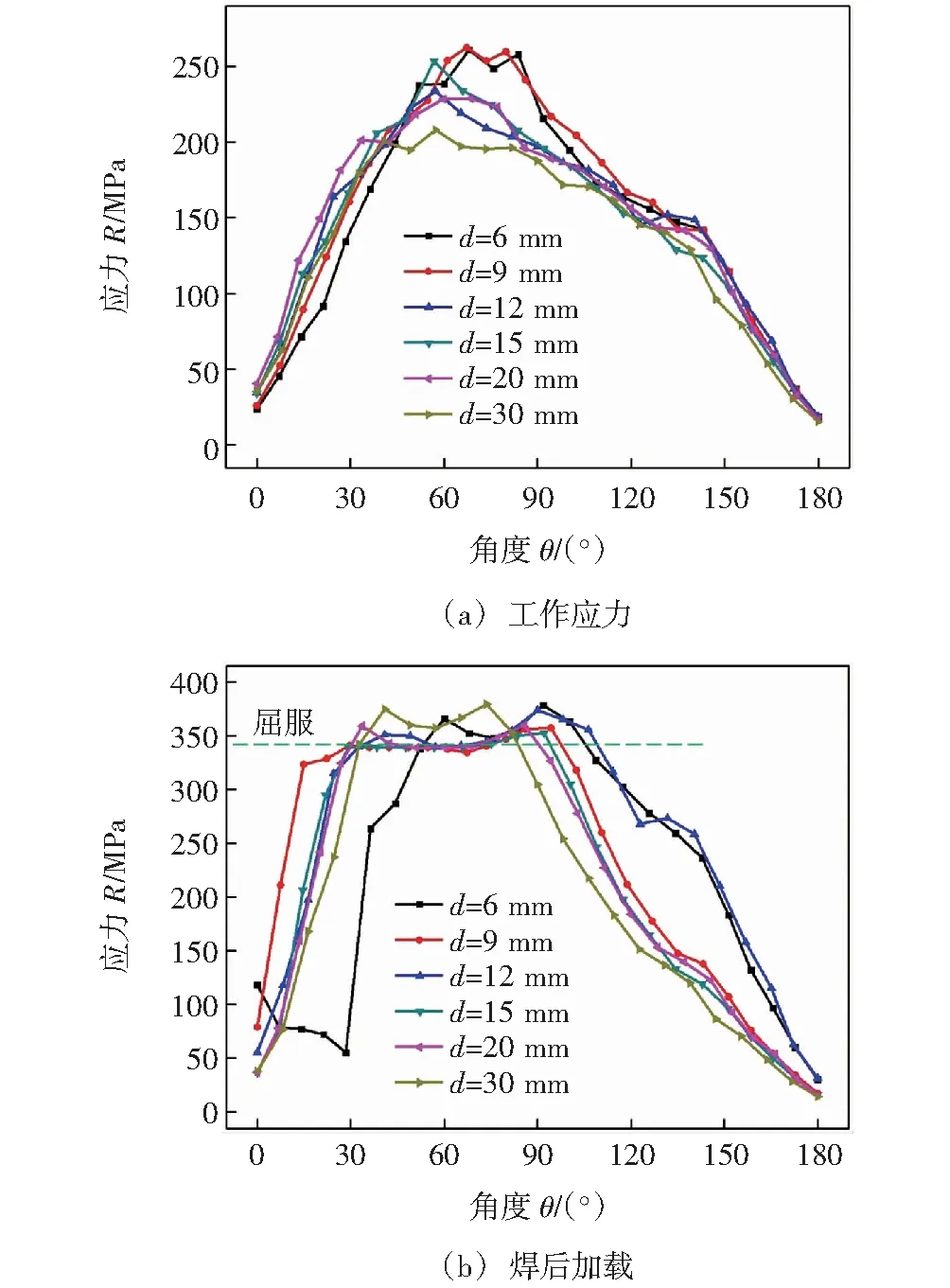
圖9 立板的路線III的計算結果
3.2 圓弧半徑的影響規律
為明晰圓弧半徑r的影響規律,將另一個變量(半徑d)設為定值,此處設定所有的變量d均為12 mm,按照圖6c中箭頭方向,沿著所示路徑I,II,和III,依次拾取工作應力和焊后加載的疊加應力在不同半徑r條件下的計算結果,3種路徑的對比結果分別如圖10、圖11和圖12所示。
對于底板的拾取路徑I,不同圓弧半徑r條件下,工作應力的變化規律如圖10a所示,隨著半徑r的不斷提高,工作應力的峰值應力隨之降低,說明過渡圓弧半徑越大,底板所承受的工作載荷越小;焊后加載的疊加應力分布如圖10b所示,疊加應力的高應力區幅值普遍高于材料的屈服強度,存在屈服區域,當圓弧半徑r小于20 mm,屈服區長度變化不明顯,而當圓弧半徑r等于30 mm時,屈服區長度的降低較為明顯。

圖10 底板的路線I計算結果
對于立板的拾取路徑II,工作應力的對比結果如圖11a所示,焊后加載的疊加應力結果如圖11b所示,拾取路徑II的長度與距離d相等,總長均為12 mm,包含焊道的長度4 mm。
路徑II的工作應力分布狀況如圖11a所示,工作應力在焊道外側2 mm的位置達到峰值,隨著圓弧半徑r的增加,應力水平隨之降低;路徑II焊后加載的疊加應力分布狀況如圖11b所示,當r大于5 mm時,焊道外側的應力水平均低于材料的屈服強度,并且隨著r取值的增加,應力水平隨之降低,說明過渡圓弧對底板的應力集中效應有明顯的降低作用,隨著圓弧半徑的增加,應力的降低作用則越明顯。
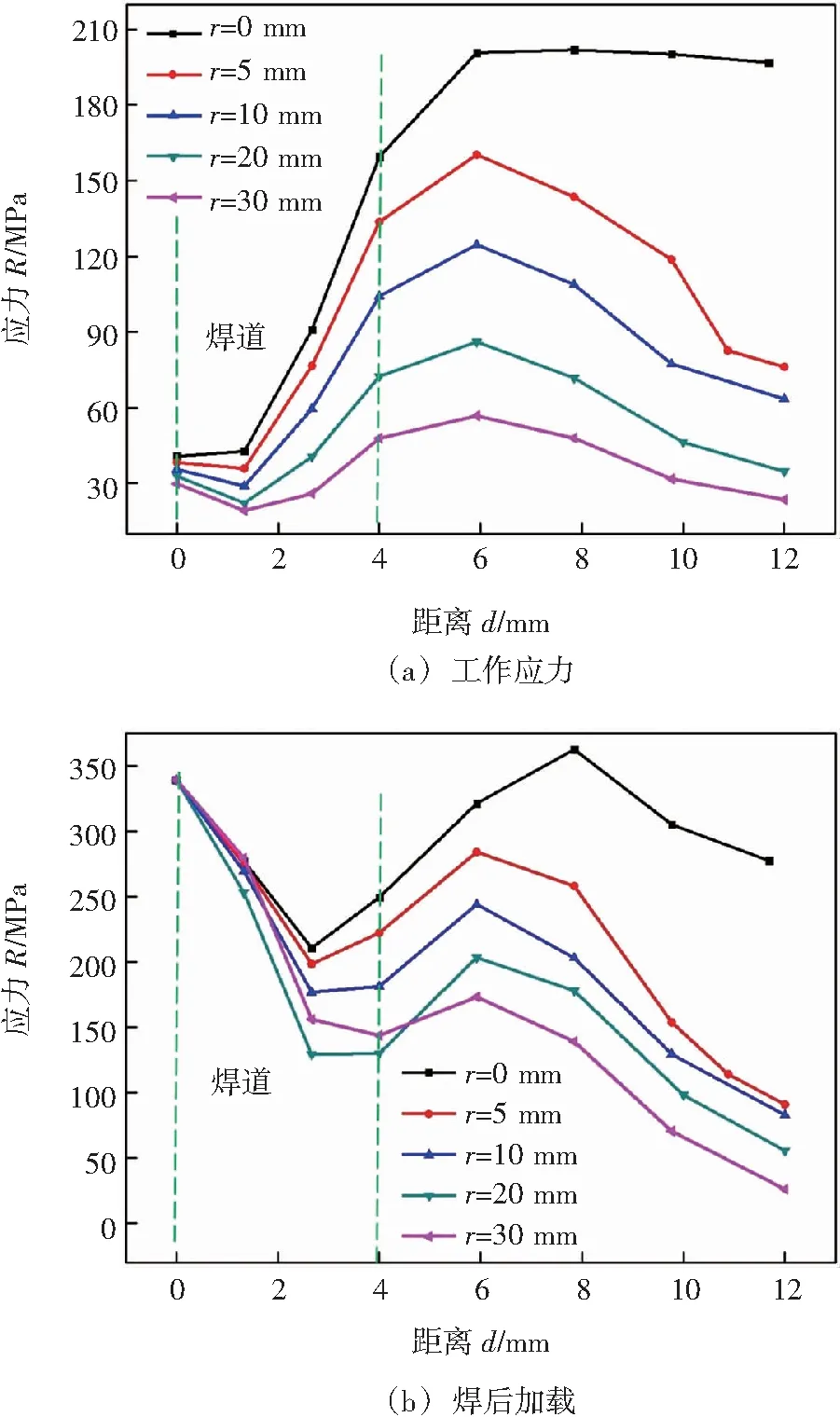
圖11 立板的路線II計算結果
立板拾取路徑III工作應力的對比結果如圖12a所示,焊后加載的疊加應力結果如圖12b所示,從過渡圓弧的下方端點開始拾取,將拾取路徑的長度轉換成角度,以方便觀察和對比。對于路徑III的工作應力,其分布狀況如圖12a所示,工作應力的峰值位置均在50°~90°范圍內,的位置達到峰值,并且隨著半徑r的提高,峰值應力的幅值隨之降低。過渡圓弧半徑越大,圓弧周長越長,因而增加承載區域,導致圓弧處應力幅值的降低。
對于路徑III的疊加應力,其分布狀況如圖12b所示,所列曲線均包含2個峰值位置,2個峰值位置相距不遠,均分布在30°~ 120°范圍內,2個峰值之間的區域為曲線的高應力區,以每條曲線中2個峰值的中間位置為參考點。隨著r取值的增加,參考點向角度變小的方向偏移。值得注意的是,圖12b中圓弧半徑為30 mm的曲線,其疊加應力的幅值均低于材料的屈服強度,說明參數為d=12 mm且r=30 mm的優化模型,在焊后承受水流沖擊時,底板的路徑III并沒有達到屈服狀態,因而底板的疲勞失效模型,有從低周疲勞失效模型向高周疲勞失效模型轉換的趨勢,使得疲勞服役的壽命得到明顯提升。
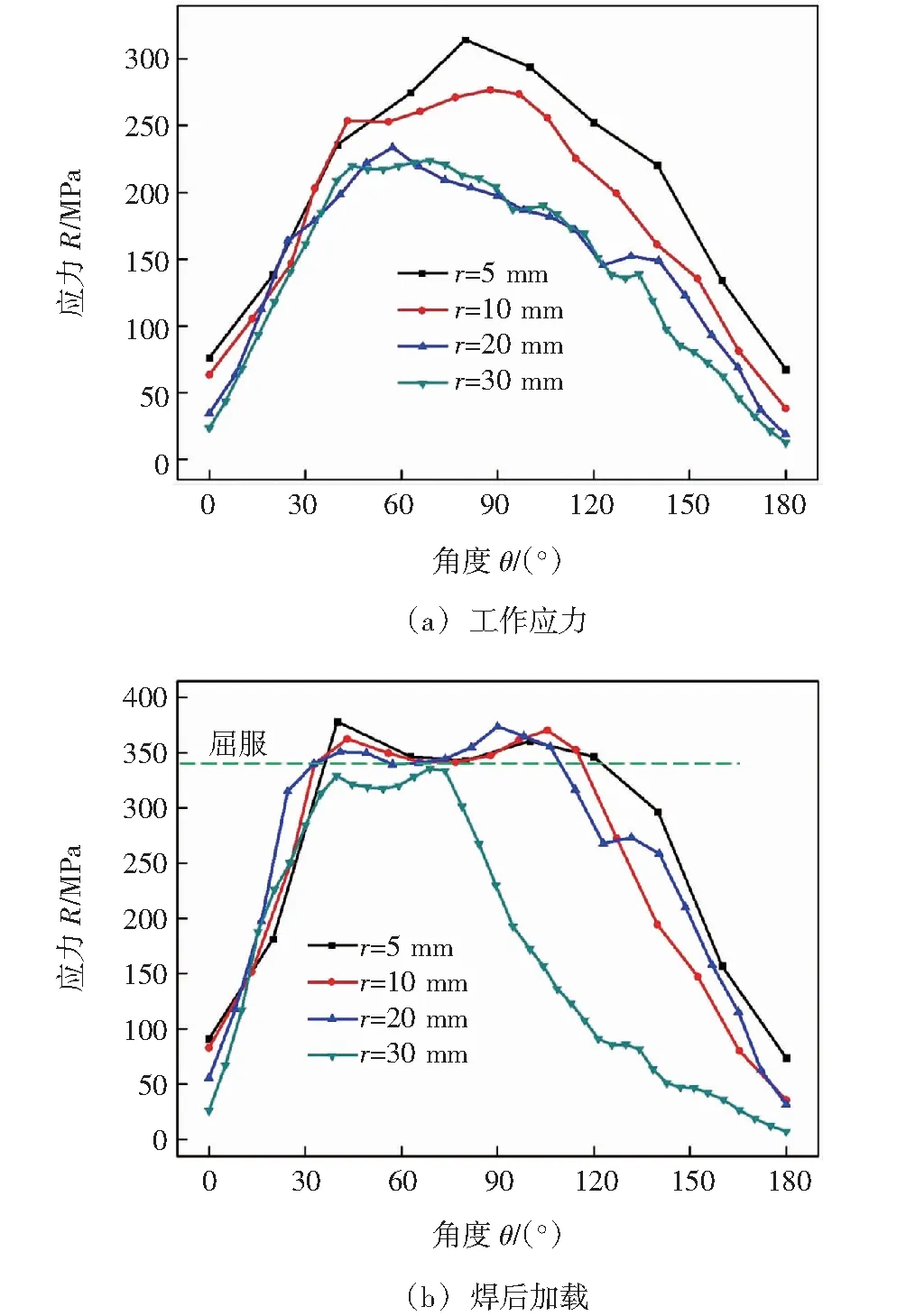
圖12 立板的路線III計算結果
3.3 圓弧承載特點
以2種優化模型參數變量為例,沿拾取路徑III分別提取2個模型的工作應力和焊接應力及疊加應力,對比分析過渡圓弧處承載特點。此處選擇參數d為12 mm,參數r分別取值20 mm和30 mm,與之相對應的應力分布結果如圖13所示。
在圖13a中,圓弧半徑為20 mm,其工作應力的峰值位置與焊接應力的峰值位置之間的間距為2.9 mm,該間距取值較小,造成該區域的焊后加載的疊加應力水平得到大幅度提高,超過了屈服強度,并通過擴張屈服范圍而降低應力水平,因而造成疊加應力曲線的屈服長度增加,增加至22.8 mm。
在圖13b中,圓弧半徑增加至30 mm時,其工作應力的峰值位置與焊接應力的峰值位置之間的間距為7.6 mm,此間距的取值明顯大于圖13a中的2.9 mm,因此該區域的焊后加載的疊加應力水平,與圖13a中曲線相比,得到大幅度降低,且最大值也可低于材料的屈服強度。疊加應力的曲線中,2個峰值位置的間距為15.2 mm,小于圖13a中的間距(20.0 mm),說明圓弧半徑的增加,導致圓弧處應力水平的降低,即使是峰值應力也可降低至屈服強度以下,提升圓弧處疲勞服役的壽命。

圖13 立板路線III的應力對比
3.4 優化原則的討論
在焊接結構拐角處,采用圓弧過渡的優化方式,可使原結構疲勞失效危險點的應力集中程度得到有效降低。而過渡圓弧的位置和半徑,對應力集中效應的緩解效果有明顯的影響規律。在底板的危險點附近,圓弧距離焊道越近或者增加圓弧半徑取值,工作應力幅值都會隨之降低,導致該區域焊后加載屈服范圍的縮小,降低了應力集中程度;在立板的危險點附近,即焊道外側邊界,隨著過渡圓弧的靠近,工作應力和焊后加載的疊加應力都有大幅度降低,在圖8b中,當圓弧距離焊道低于8 mm時,該位置疊加應力的幅值低于材料屈服強度。
值得注意的是,雖然靠近焊道的過渡圓弧,可以降低立板危險點的應力集中,但是在圓弧上也會出現新的高應力區,成為新的疲勞失效危險點。為了提高圓弧處危險點的疲勞服役壽命,需要降低應力水平和應力集中程度。文中的仿真數據表明,通過增加圓弧半徑的取值,可有效增加工作應力峰值和焊接應力峰值之間的間距,從而明顯降低焊后加載的疊加應力峰值及高應力區范圍(圖13),當圓弧半徑增加至30 mm時,圓弧處危險點應力水平則低于材料的屈服強度。
對于疲勞失效的形式而言,當危險點的應力水平高于材料的屈服強度時,其載荷稱為低周疲勞載荷,疲勞失效破壞的循環次數往往低于1×104~ 1×105,是設計中需要極力避免的;而當危險點的應力水平低于材料的屈服強度時,稱為高周疲勞載荷,疲勞失效破壞的循環次數比之低周疲勞有大幅度的提高。因此,文中對焊接結構的優化設計目的,在于降低疲勞危險點的應力幅值,使之降低到屈服強度以下,以提升服役的壽命。
焊接結構的特殊性在于焊道附近焊接殘余應力的幅值較高,在焊后服役時,焊接殘余應力與工作載荷相互疊加,使得疊加應力的集中效應加重[12-13]。文中通過過渡圓弧,將焊接殘余應力與工作應力的峰值位置間距加大,以降低應力的疊加效應,以至于低于屈服強度,如此則達到設計優化的目標。
4 結論
(1)原有的防波板焊接結構,由于工作載荷與焊接殘余應力的疊加效應,在底板和立板的焊道附近位置,存在應力集中問題,峰值應力達到屈服狀態,是造成疲勞失效的主要原因。
(2)在立板與底板連接的拐角處,采用圓弧過渡的優化方式,可使原結構疲勞失效危險點的應力集中程度得到有效降低,但是圓弧的高應力區會成為新的疲勞失效危險點。
(3)對于底板的疲勞失效危險點,縮短圓弧與焊道的距離或者增加圓弧的半徑,都會降低工作應力的幅值,縮小焊后加載屈服范圍,達到提高底板服役壽命的目標。
(4)立板的疲勞失效危險點在焊道外側,增加圓弧半徑,可同時降低焊道附近和圓弧兩處位置的應力幅值,原因在于其工作載荷和焊接應力的峰值位置并不重合,從而降低焊后加載的疊加效應。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
