縮短H06-1012H底漆漆膜干燥時間工藝性研究
2021-05-10 13:21:52
當代化工研究 2021年8期
(中國電子科技集團公司第五十四研究所 河北 050081)
1.試驗部分
(1)試驗方案
①研究H06-1012H底漆、H06-1012H底漆+S04-60面漆在不同烘烤時間(0.5h/1h/1.5h/2h)與Al/Ct·Ocd、Fe/Ep·Zn12c2C兩種基材的附著力的差異。
②研究H06-1012H底漆、H06-1012H底漆+S04-60面漆在不同烘烤時間(0.5h/1h/1.5h/2h)與Al/Ct·Ocd、Fe/Ep·Zn12c2C兩種基材拉拔力的差異。
③研究H06-1012H底漆、H06-1012H底漆+S04-60面漆在不同烘烤時間(0.5h/1h/1.5h/2h)與Al/Ct·Ocd、Fe/Ep·Zn12c2C兩種基材耐濕熱試驗的差異。
④研究H06-1012H底漆、H06-1012H底漆+S04-60面漆在不同烘烤時間(0.5h/1h/1.5h/2h)與Al/Ct·Ocd、Fe/Ep·Zn12c2C兩種基材耐鹽霧試驗的差異。
(2)試驗方法
①濕熱試驗
涂覆試片按照GJB150.9A-2009《軍用裝備實驗室環境試驗方法濕熱試驗》。試驗條件為24h為1個周期,試驗時間為10個周期,每個周期分為升溫、高溫高濕、降溫和低溫高濕4個階段。濕熱交變試驗,試驗時間為240h。
②鹽霧試驗
涂覆試片按照GJB150.11A-2009《軍用裝備實驗室環境試驗方法鹽霧試驗》,鹽霧試驗24h噴霧和24h干燥交替進行(2個噴霧濕潤階段和2個干燥階段),試驗時間為10個周期。
③附著力試驗
涂覆試片按ISO2409-2013對經過濕熱試驗、鹽霧試驗的試片進行附著力測試。并根據ISO2409-2013標準對附著力試驗結果劃分等級,規定附著力測試等級≥1級為合格。
④拉拔力試驗
涂覆試片按照GB/T5210《色漆和清漆拉開法附著力》以及參考相關文獻得到拉拔力測試合格技術指標是≥5MPa。
2.結果與討論
(1)試驗結果
①將H06-1012H底漆、H06-1012H底漆+S04-60面漆在不同烘烤時間(0.5h/1h/1.5h/2h)的涂覆試片按照GJB150.9A-2009《軍用裝備實驗室環境試驗方法濕熱試驗》。底漆以及底漆+面漆涂層系統的漆膜性能均未發生變化,涂膜脫落為0級,附著力測試結果均合格。試驗結果說明選用的各涂層體系在試驗周期內的耐濕熱性能良好。
②將H06-1012H底漆、H06-1012H底漆+S04-60面漆在不同烘烤時間(0.5h/1h/1.5h/2h)的涂覆試片涂覆試片按照GJB150.11A-2009《軍用裝備實驗室環境試驗方法鹽霧試驗》,外觀均無明顯變化,涂膜脫落為0級,附著力測試結果均合格。試驗結果說明選用各涂層體系在試驗周期內的耐鹽霧性能良好具體試驗。
③將H06-1012H底漆、H06-1012H底漆+S04-60面漆在不同烘烤時間(0.5h/1h/1.5h/2h)的涂覆試片按照ISO2409-2013,將各涂覆層系統的試驗件進行漆膜外觀檢驗,漆膜外觀均為優;涂層系統附著力測試采用劃格法,四個時間段的附著力均為0級。
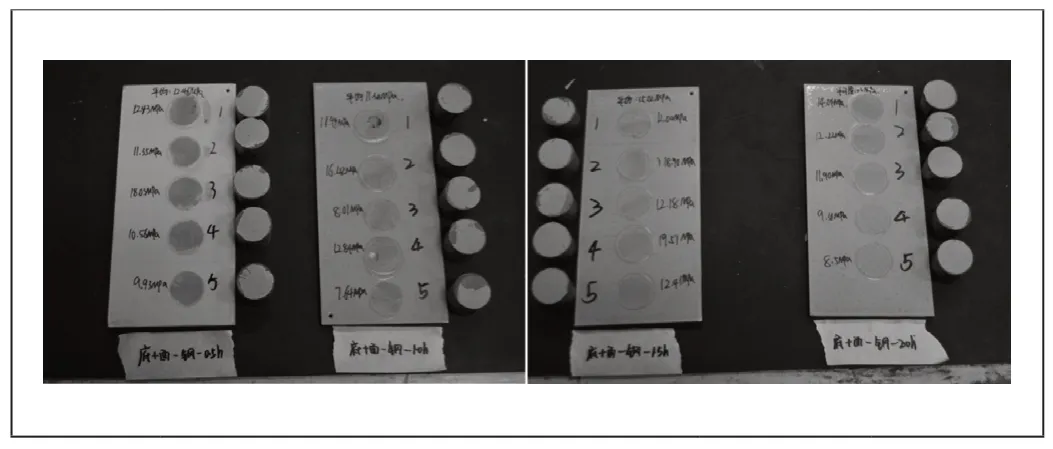
④將H06-1012H底漆、H06-1012H底漆+S04-60面漆在不同烘烤時間(0.5h/1h/1.5h/2h)的涂覆試片按照GB/T5210《色漆和清漆拉開法附著力》以及參考相關文獻,測試結果為漆膜干燥0.5h和2h時,在鋼和鋁基材上的拉拔力均≥5MPa。具體數據見(表1-表4)。

表1 噴涂底漆-測試底漆與基材的拉拔力(鋁)試片基材:Al/Ct·Ocd
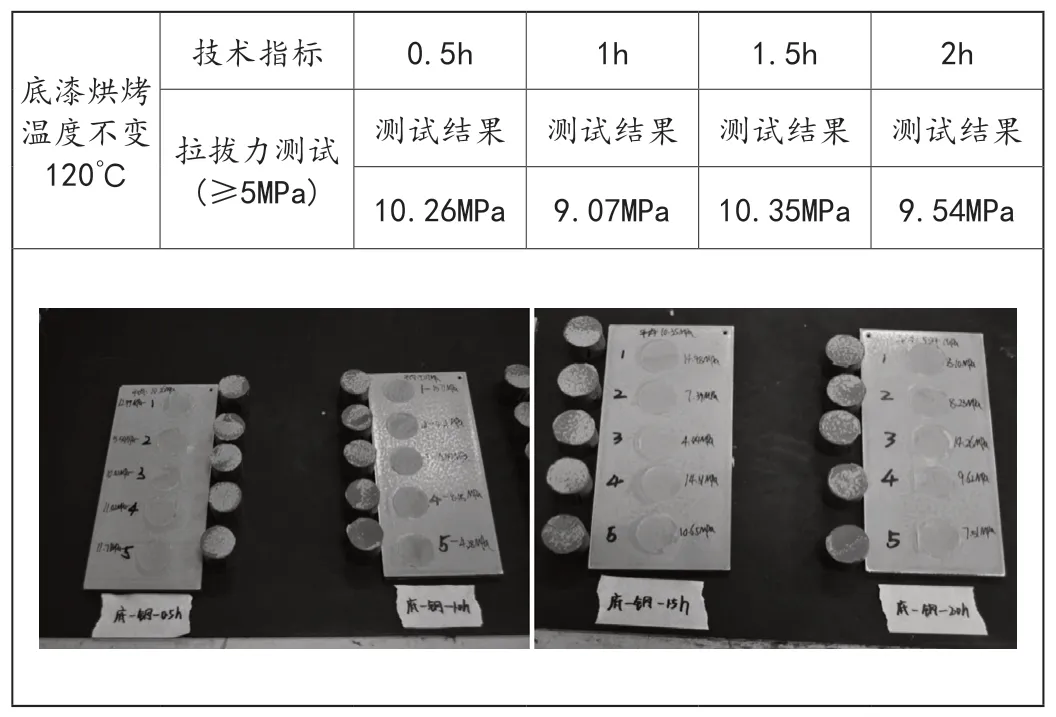
表2 噴涂底漆-測試底漆與基材的拉拔力(鋼)試片基材:Fe/Ep·Zn12c2C

表3 噴涂面漆-測試底漆與面漆的拉拔力(鋁)試片基材:Al/Ct·Ocd

表4 噴涂面漆-測試底漆與面漆的拉拔力(鋼)試片基材:Fe/Ep·Zn12c2C
3.結語
(1)各涂覆試片按照GJB150.9A-2009《軍用裝備實驗室環境試驗方法濕熱試驗》,經過10個周期的濕熱試驗,漆膜外觀均無明顯變化,并且試驗后測試附著力結果均合格。漆膜脫落為0級,試驗結果說明選用的各涂層體系在試驗周期內的耐濕熱性能良好。各涂覆試片按照GJB150.11A-2009《軍用裝備實驗室環境試驗方法鹽霧試驗》,經過10個周期的鹽霧試驗,漆膜外觀均無明顯變化,并且試驗后測試附著力結果均合格。漆膜脫落為0級,試驗結果說明選用的各涂層體系在試驗周期內的耐鹽霧性能良好。
(2)各涂覆試片按照0.5h/1h/1.5h/2h進行梯度拉拔力對比試驗,漆膜干燥0.5h和2h時,在鋼和鋁基材上的拉拔力均≥5MPa。烘烤0.5h與烘烤2h的漆膜的拉拔力數據幾乎沒有差別。
(3)生產試運行結果:目前在生產上已經進行了四個多月的試運行,底漆烘烤時間由原來的2h縮短至0.5h后,時間節省1.5h,漆膜性能依然很好,并且底漆烘烤時間縮短至0.5h與面漆烘烤時間一致,可以有效的保證生產節拍的一致性,效率提前300%,達到節能增效的目的。
