微凹版涂布技術的應用
2021-05-12 07:08:48安志全何偉楠
信息記錄材料 2021年3期
安志全,何偉楠
(樂凱膠片股份有限公司 河北 保定 071054)
1 引言
微凹版涂布是凹版涂布的一種,屬于輥式涂布,適用于溶劑型低粘度單層涂布。微凹版涂布使用一個凹版輥,凹版輥表面有網狀線紋,網狀線的多少決定了涂布的厚度。凹版輥兩端安裝有軸承,由支架上下拖動進入料槽,料槽中打滿物料,物料進入凹版輥的網紋中,旋轉時帶起物料,通過柔性鋼刀施加一定壓力,將網紋輥上物料刮勻,與反向運動的基材接觸,物料均勻轉移到基材上,實現均勻薄層涂布。
2 微凹版涂布原理
微凹版涂布是從印刷工業演變過來的技術。這個技術用于低粘度流體薄層高速涂布。一般的條件涂布厚度為1~50μm,粘度1~2000mPa·s,速度5~50m/min,涂布精度高達2%。微凹版涂布的最重要特征是雕花鍍鉻輥,輥表面的雕花可以用機械雕刻、化學蝕刻或機電雕刻,機械雕刻是最常用的。微凹版涂布時,過量的涂布液涂到凹版輥上,然后用撓性刮刀定厚,定量格中部分的充滿了涂布液,在格子通過輥之間的間隙時,格中的一部分涂液被轉移到片幅上,一部分則仍留在凹版輥的凹槽內,微凹版涂布如圖1所示。微凹版涂布的主要優勢是在高速時,借助于格子的容積和均勻度實現有一定厚度和均勻度的薄層涂布。
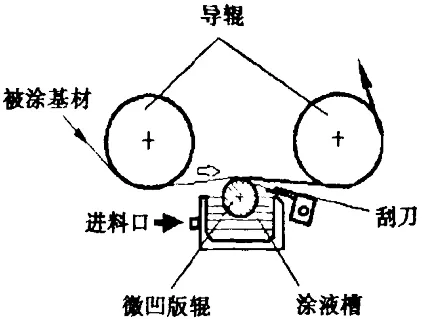
圖1 微凹版涂布示意Figure 1 Micro gravure coating diagram
3 微凹版涂層厚度與轉速比(S)的對應關系
微凹版的涂層厚度主要由凹版輥的網孔容積和轉移率來決定。凹版輥網孔容積的影響要素有:網紋輥線數、網穴形狀、網穴深度、網穴表面光潔度,這些跟網紋輥的型號相關,通常線數越多,網孔容積越小。凹版輥轉移率的影響因素有:網線角度和物料粘度,目前常見的網線角度為45°和65°,網線角度不變的條件下,物料粘度越低轉移率越高。
在凹版輥的型號和物料的物理特性不變的條件下,微凹版輥的線速度與被涂基材運行速度的比值,稱作轉速比(S),轉速比(S)決定涂層厚度的大小。涂層厚度大小與轉速比(S)之間的相互關系如圖2所示。一般情況下,當微凹版輥的轉速比(S)達到0.6時,可以開始進行涂布上料,但膠層表觀較差,涂層厚度偏低;當轉速比達到1.0~1.3時,涂層厚度逐漸增加,膠層表面光滑均勻;當轉速比(S)為1.3~2.0時,涂層厚度進一步增加;轉速比(S)超過2.0時,涂布呈不穩定狀態涂層厚度反而會降低。如圖2所示,直線部分的轉速比(S)為1.0~2.0,但通常1.0~1.3是最好的操作區間,既可以達到最好的膠層表觀,又可適當調節涂層厚度,保證涂布維持在最佳狀態[1]。
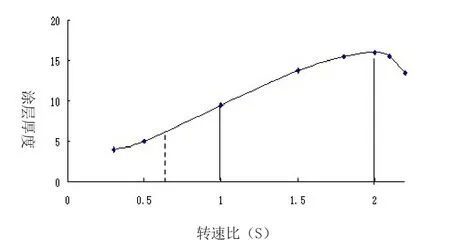
圖2 涂層厚度與轉速比(S)的對應關系Figure 2 relationship between coating thickness and speed ratio (s)
4 微凹版涂布常見弊病及解決方法
微凹版涂布過程中常見的涂布弊病主要有橫紋、縱條道(豎紋)、涂層不均或厚度難以保證、點子等。
4.1 橫紋
產生的原因主要有:
(1)Arm臂顫動或電機本身發生震動。
(2)片基或凹版輥的轉速過低。
(3)凹版輥本身網紋堵塞,異物造成規律性的橫紋。
(4)片基本身抖動傳到涂布頭或涂層在干燥過程中造成的。
針對橫紋產生,可采取以下方法進行處理與解決:
(5)通過設備調整Arm臂或電機,減少機械本身或電機本身的影響,消除橫紋。
(6)根據不同涂層或物料選取合適的輥速比,減少橫紋的產生。
(7)間距規律性橫紋,通過徹底清洗凹版輥,保證凹版輥網紋衛生,防止規律性橫紋的產生。
(8)調整片路張力與干燥箱的送回、風量的平衡,減少片基本身的顫動,防止橫紋產生。
4.2 縱條道(豎紋)
產生的原因主要有[2]:
(1)車速與凹版輥轉速不匹配。
(2)支持體運行時張力偏小。
(3)微凹版刮刀壓力不合適或刀片安裝兩端不平整。
(4)物料中有氣泡夾在刮刀與凹版輥之間。
(5)微凹版輥表面附著有異物。
針對縱條道(豎紋)的產生,可采取以下方法進行處理與解決:
(1)調整微凹版輥的轉速比率與基材的速度比,不同片種應用不同輥速比。
(2)通過對KISS輥及生產線張力的調整,解決張力對縱條道的影響。
(3)操作時正確安裝刮刀刀片,從中間開始向外按順序進行安裝,并使用力矩扳手緊固螺絲。保證各點受力均勻,防止刮刀刀片本身受力不均產生波紋。生產過程中調節好刮刀的壓力,在保證涂層厚度的情況下,刮刀壓力以最小為適宜。
(4)調整擋板位置,開車前涂布物料打循環時間要大于15min,消除物料中夾雜的微小氣泡。
(5)生產前嚴格檢查微凹版輥表面有無異物,開車前根據不同片種用無塵紙沾乙醇或其它溶劑,將微凹版輥表面擦拭干凈。
4.3 涂層不均或厚度難以保證
產生的原因主要有[2]:
(1)涂布物料粘度、固含量發生變化,不均勻。
(2)微凹版輥的目數選擇錯誤。
(3)微凹版輥的包角大小不合適。
(4)隨著涂布時間延長,刮刀刀片縫隙之間有物料滲入,造成刮刀刀片對微凹版輥的壓力增大,使涂布量難于保證。
(5)微凹版輥本身磨損嚴重,帶料量不足。
針對縱涂層不均或厚度難以保證,可采取以下方法進行處理與解決:
(1)物料使用前充分攪拌均勻后再供料,使用過程中要低速、勻速對物料進行攪拌,防止物料沉積造成粘度、固含量統一性差。
(2)根據涂層厚度要求,選擇合適目數的微凹版輥。
(3)調整KISS輥的包角。
(4)更換新刮刀刀片,消除因刮刀刀片內物料聚集,造成的刮刀壓力增大,對涂層厚度的影響。連續涂布過程中,涂層厚度隨著涂布軸數的增加,有逐漸下降的趨勢,涂層厚度的下降趨勢及更換刮刀刀片前后的涂層厚度變化見圖3。
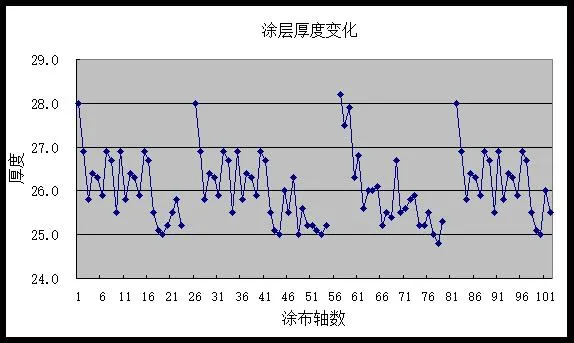
圖3 涂層厚度變化Figure 3 variation of coating thickness
(5)微凹版輥涂布總軸數累計達到一定數量時,網紋磨損嚴重,涂層表觀及厚度難以保證。一般含Ti、Si類粒性物料磨損凹版輥要重一些,因此要根據不同的物料特性及產品質量要求,及時更換新微凹版輥。
4.4 點子
產生的原因主要有[2]:
(1)物料分散不佳或物料中有雜質。
(2)基材本身表面張力不均勻或表面不平整(鼓楞),產生的不潤濕點及脫涂點。
(3)凹版輥網紋局部堵塞,造成網穴內物料轉移不均勻。
(4)雜質、異物等造成的脫涂點。
針對點子的產生,可采取以下方法進行處理與解決:
(1)加強物料的分散及過濾,減少物料中的雜質。
(2)涂布過程中,對基材表面在線進行電暈處理,保證基材表面張力均勻;增大涂布張力,緩解基材表面不平整(鼓楞)造成的脫涂點,基材嚴重不平整(鼓楞)脫涂點無法消除的要停止使用。
(3)徹底清洗凹版輥網穴,保證網穴內物料的完全轉移。
(4)加強生產環境的潔凈度控制,減少雜質、異物造成的脫涂點。
5 微凹版輥的清洗
網紋輥的表面均勻分布著許多形狀相同的微小凹孔(網穴),正是這些小凹孔起著儲料、勻料和定量傳料的作用。當網紋輥的長期使用并未及時清洗時,物料會堵住部分網穴,導致網紋輥轉移率下降,涂層厚度下降。因此,清洗網紋輥對于微凹版涂布涂層厚度控制尤為重要。一般情況下,每次涂布完成或者長時間連續涂布達2d以上需及時清洗網紋輥,除去網穴中堵住的物料。目前,微凹版輥的清洗方法有:化學清洗法、超聲波清洗法、激光清洗法等多種,應用最簡易、最廣泛的是化學清洗法。化學清洗法可分為化學溶劑刷洗法和化學溶液浸泡法兩種[3]。
化學溶劑刷洗法是將化學溶劑(通常為乙酸乙酯)噴射在網紋輥表面,迅速用刷子反復刷洗。刷子選型原則為毛刷的硬度小于網紋輥鍍層材料的硬度。通常陶瓷網紋輥用不銹鋼絲刷,金屬網紋輥用銅絲刷子。缺點為這種方法只適于清洗網穴偏大的網紋輥,毛刷可以將網穴清洗干凈,但對于高網線數的網紋輥,網穴小,毛刷無法伸到小的網穴中,殘留物料無法被清理,堵塞網穴。優點為操作方便,成本偏低,時間短。
化學溶液浸泡法是將網紋輥放到裝有化學清洗劑的槽子中浸泡,溶解網穴中殘留的物料,然后再用自來水或酒精沖掉已溶解的殘留物。通常為將網紋輥全部或部分浸入PH值較高的堿液中(Na2CO3與NaOH或Na2CO3與NaHCO3的混合物),讓強堿溶解、軟化網中的物料,最后用清水或酒精洗去腐蝕性堿液及軟化的物料。缺點為清洗時間長,堿液成本偏高。優點為可以保護網穴的結構不被破壞。采取堿液浸泡法,可以清洗高線數、小網穴的網紋輥(線數在1000線/英寸以上)。
6 結語
涂布生產過程極為復雜,微凹版涂布是樂凱膠片服務有限公司最新引進的新技術。通過對其關鍵技術包括凹版輥的制作、清洗和涂布工藝技術的深入研究,掌握了微凹版涂布應用的關鍵控制點。隨著太陽能電池背膜及防眩光膜、硬化涂層保護膜等功能膜的日趨發展,微凹版涂布工藝將會得到廣泛應用。
