
緊固件金相制樣的開裂判別
2021-05-13 01:18:18陸柯杰張玉煥
金屬加工(熱加工) 2021年4期
陸柯杰,張玉煥
威睿電動汽車技術(寧波)有限公司 浙江寧波 315336
1 序言
高強度緊固件需要經過熱處理達到性能要求,通常使用網帶爐進行熱處理,作為質量控制,淬火件和回火件都需要檢測。淬火件一般需要檢測馬氏體級別、馬氏體量、淬火硬度;回火件一般需要檢測回火硬度、表面硬度、抗拉強度、屈服強度以及螺紋未脫碳層高度、全脫碳層深度等[1]。金相檢測需要對試樣進行切割和鑲嵌,切割過程會使用虎鉗夾持試樣,如果夾持力過大會使試樣變形甚至開裂。本文通過對一個具體開裂試樣的分析,闡述了分析裂紋的過程及方法。
2 問題描述
緊固件材料為SCr440(對應國產牌號:40Cr)的一批次M8×20的螺栓,熱處理前已經滾絲,檢驗員例行檢查淬火件金相,經切割、鑲嵌、拋光后發現有裂紋。切割方法為沿徑向截取一段圓柱,再沿軸向切割4等分,然后鑲嵌觀察軸向狀況,開裂試樣在鑲塊上的形態如圖1所示。
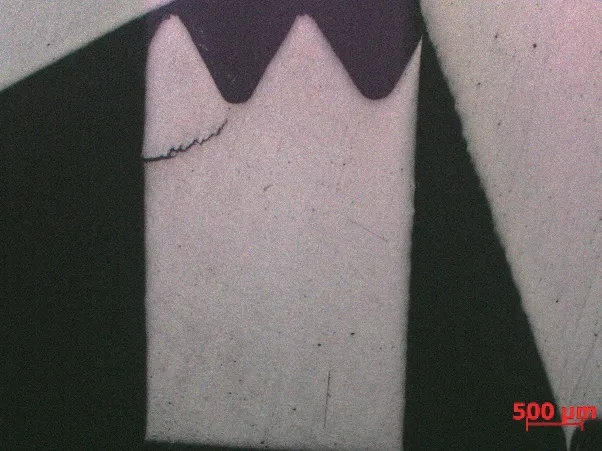
圖1 開裂試樣(25×)
3 初步分析
觀察裂紋形態,與淬火裂紋特有的紋路和尾端尖細的特征相符。
使用3%的硝酸酒精溶液腐蝕試樣,觀察裂紋處的開裂形態,如圖2所示。

圖2 開裂形態(200×)
裂紋兩側無氧化增碳、脫碳現象,符合淬火開裂的特征。因為開裂發生在奧氏體向馬氏體轉變的過程中,SCr440的Ms點為355℃,在此溫度下,即使產生裂紋,也不會發生增碳、脫碳和明顯氧化,所以淬火開裂的兩側不會有氧化、增碳、脫碳現象,否則肯定不是淬火裂紋。
再對鑲塊上的試樣進行尺寸確認,發現試樣夾持的兩面不平行,靠近螺紋邊緣厚度為2491μm,中心部位厚度為2382μm(見圖3),說明夾持時受力不均勻,螺紋端受力大。
此產品為常規件,之前生產過程未發現過開裂。
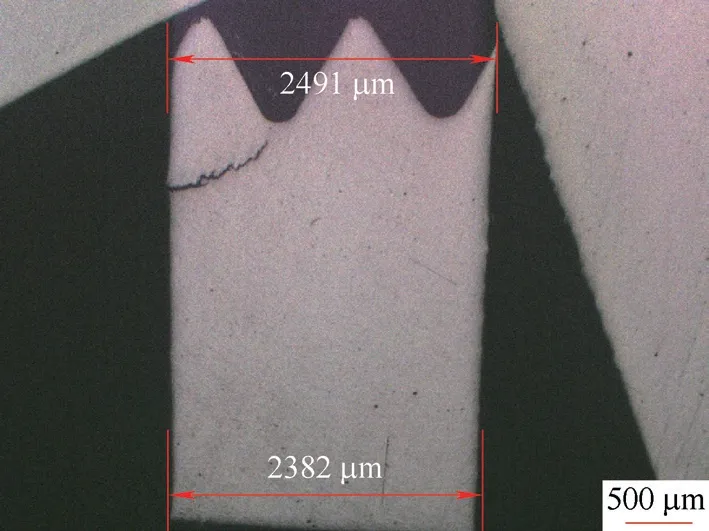
圖3 試樣尺寸測量
4 熱處理工藝回顧
熱處理前材料經過球化退火,組織為球狀珠光體。使用三永SY-805-6型加熱爐,其共分6個區,獨立控溫,甲醇滴注,爐內裂解后作為稀釋氣,丙烷為富碳氣,通過氧探頭控制碳勢。淬火冷卻介質使用德潤寶 ISOMAX 169淬火油,具體熱處理工藝見表1。
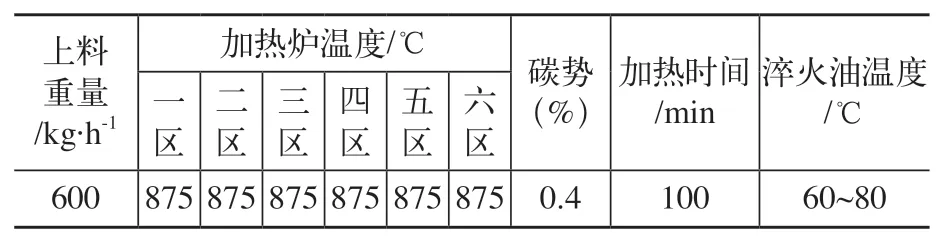
表1 熱處理工藝
5 淬火開裂常見原因分析
5.1 低溫冷卻速度過快
淬火過程中的組織應力對產品的變形和開裂影響明顯,在奧氏體轉變為馬氏體組織時,體積膨脹,冷卻速度過快使應力得不到釋放,從而使產品變形甚至開裂。按GB/T 30823—2014(同ISO 9950:1995)標準,對淬火油的冷卻速度進行測量,未發現異常,見圖4、表2。
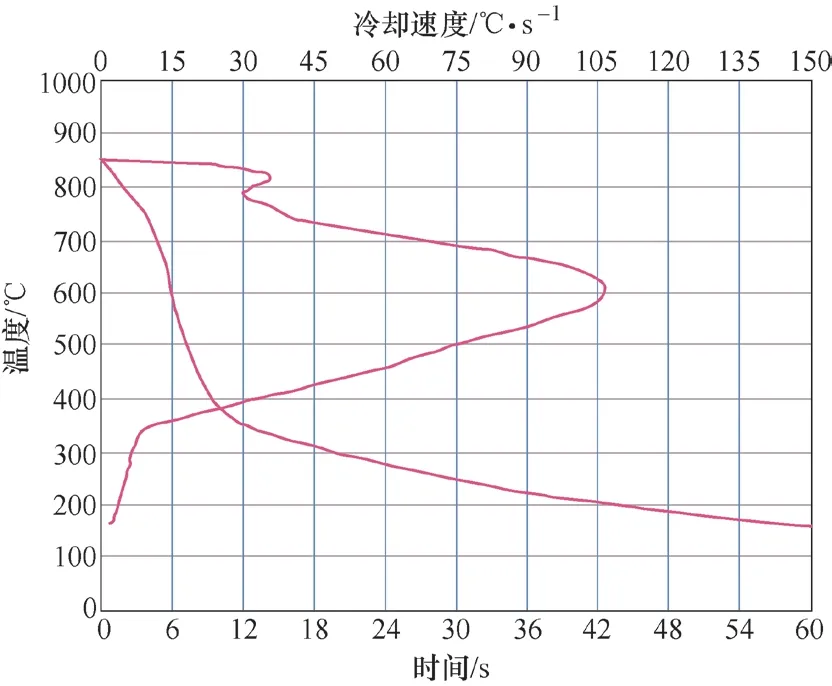
圖4 冷卻曲線
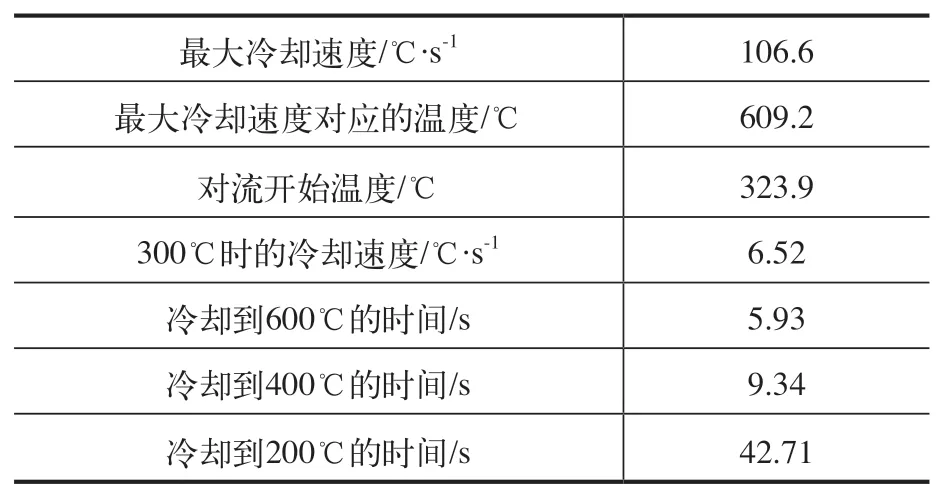
表2 冷卻曲線數據
5.2 淬火冷卻介質中水含量過高
水的冷卻速度遠大于淬火油,油中含水時會導致產品軟點、開裂。檢測淬火油運動黏度及水分,未發現異常,見表3。
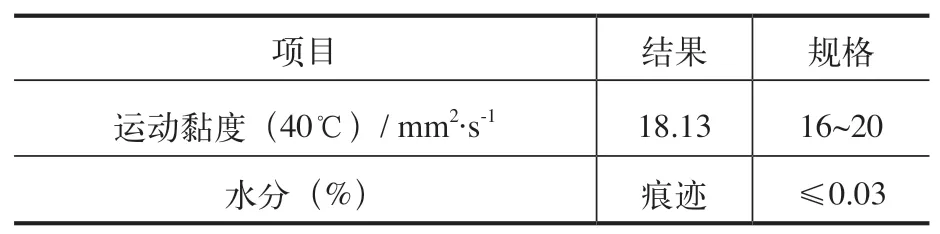
表3 淬火油中黏度及水分
5.3 原材料缺陷
鋼件內部存在的發紋、皮下氣泡,以及較嚴重的偏析、帶狀非金屬夾雜等,在淬火過程中易在缺陷處產生裂紋。檢查開裂處未發現異常材料缺陷。
5.4 熱處理前原始金相組織
鋼件的原始組織對加熱的奧氏體晶粒度及其長大有影響,與球狀珠光體相比,片狀珠光體在加熱溫度偏高時易引起奧氏體晶粒粗化,傾向于過熱,得到粗大馬氏體。查找熱處理前的檢測記錄,材料為球狀珠光體組織,球化5級,如圖5所示。
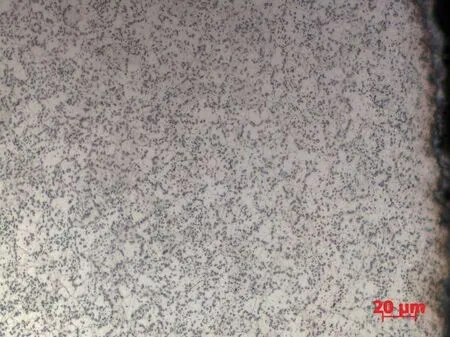
圖5 球化組織
5.5 表面脫碳
脫碳后的組織強度低,同時表面脫碳層的馬氏體比體積小,會形成較大拉應力,使表面開裂。檢查產品表面組織,未見脫碳現象,如圖6所示。

圖6 表面金相組織
經過對工件產生淬火開裂的原因分析,未發現熱處理過程異常,懷疑裂紋不是淬火時產生的。同時,分析試樣裂紋的形態,此裂紋與螺栓外徑接近相切,不符合淬火應力導致的開裂形態。工件淬火冷卻時,如果瞬時應力超過工件的斷裂強度,將產生淬火裂紋。如在工件完全淬透的情況下,因組織應力過大,在表面拉應力作用下會產生沿軸向由表面向心部的縱向裂紋;在未淬透的大型工件上,常由熱應力引起由內往外的橫向裂紋或弧形裂紋,這是由于在淬透層向非淬透層的過渡區出現最大拉應力所致[2]。此產品組織完全淬透,若是淬火開裂,形態應沿軸向從外到內,如圖7所示。因此,懷疑開裂可能是切割時夾具夾持力過大引起的。

圖7 經磁粉檢測的淬火開裂
6 試樣表面觀察
把試樣從鑲塊中取出觀察被夾持的2個面,發現2個面都有明顯的變形和開裂,如圖8、圖9所示。
觀察圖8、圖9,證實了開裂為切割時造成。金相試樣切割時,為防止試樣移動,使用虎鉗夾持住試樣,由于不能設定夾持力,至手柄擰到不能轉動為止,因此導致壓力過大而開裂。
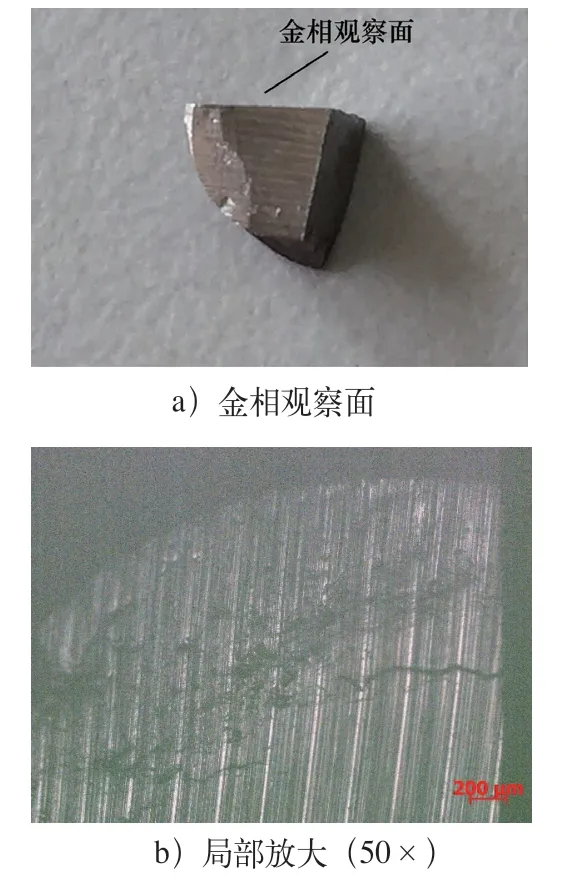
圖8 一個夾持面
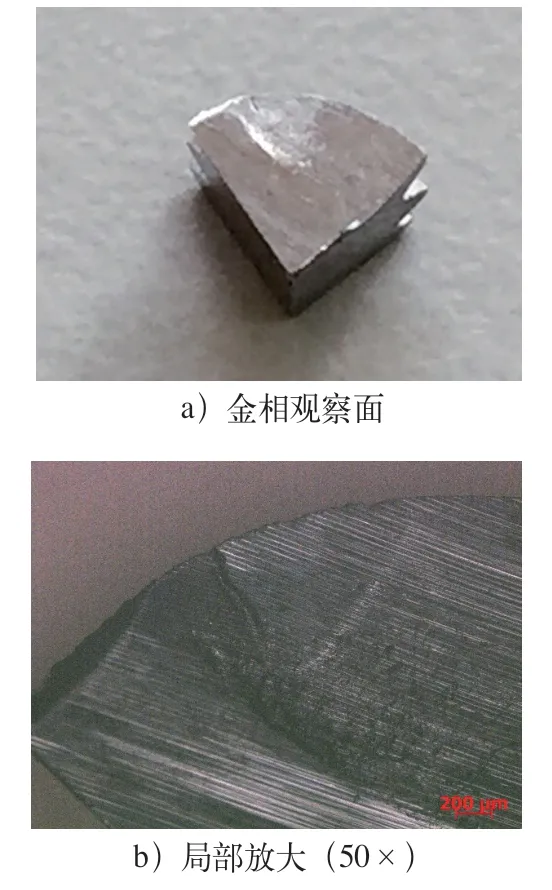
圖9 另一個夾持面
7 結束語
開裂形態多種多樣,有些具有迷惑性,但都會遵循規律,用理論知識去分析問題,善于觀察,就能快速解決問題。淬火件切割時夾持力要適當,淬火速度不能快,振動要小,冷卻要充分,才能制備出反映真實組織的試樣。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12
