
楔形塊補貼在汽車離合器飛輪鑄造工藝上的應用
2021-05-13 01:18:22任現偉
金屬加工(熱加工) 2021年4期
關鍵詞:工藝
任現偉
洛陽古城機械有限公司 河南洛陽 471023
1 序言
離合器飛輪是汽車傳動機構的主要部件之一,是發動機與傳動系之間正常切斷與傳遞動力的關鍵。它是被安裝在車輛回轉軸上的具有較大轉動慣量的輪狀蓄能器,是具有適當轉動慣量、起貯存和釋放動能作用的轉動構件。當車輛轉速增高時,飛輪的動能增加,把能量貯蓄起來;當車輛轉速降低時,飛輪動能減少,把能量釋放出去。同時,離合器飛輪也可以用來減少車輛轉動過程的速度波動。
離合器飛輪的綜合性能直接影響著傳動系統的安全性和整車運行的平穩性,這就要求鑄件必須組織致密,無縮松、縮孔和夾雜等孔洞類缺陷;上下壁厚差也必須控制在合理區間內,從而在滿足力學性能要求的前提下,確保鑄件在轉動過程中實現盡可能小的不平衡量。
目前,在我公司離合器飛輪全部采用垂直造型線潮膜砂鑄造,生產線的型板尺寸為長650mm、寬535mm。結合現有生產設備,筆者運用均衡凝固原理,結合DISA應用手冊的指導,通過在鑄件上增加一楔形塊,在保證鑄件力學性能的前提下,實現消除離合器飛輪鑄件外圓與盤面連接處的縮松缺陷,徹底解決鑄件動平衡超差問題。
2 鑄件的結構特點及產品要求
離合器飛輪鑄件結構如圖1所示,屬于典型的盤式小型鑄件,直徑為280m m、高50m m,單件重4.6kg,材質為蠕墨鑄鐵RuT300,抗拉強度≥300MPa, 伸長率≥3%,蠕化率60%~80%,硬度160~200HBW。為了保證鑄件動平衡的最大不平衡量<10g,鑄件內部不允許有縮松缺陷,鑄件上下壁厚差不允許超過±0.3mm。
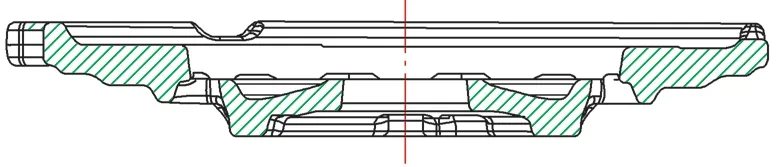
圖1 離合器飛輪結構
3 技術難點
鑄件內部縮松和鑄件上下壁厚與重量差異大,造成鑄件動平衡超差。
1)由于鑄件內圓要與壓盤等其他零件采用螺紋、鉚接方式進行聯接,局部設計的比較厚大,而外部盤面考慮到減重和散熱通風的條件,因此都設計的偏薄,過大的壁厚懸殊差,就會造成鑄造過程中補縮通道不暢,導致離合器飛輪鑄件外圓與盤面連接處出現大量的縮松缺陷。
2)目前,行業內的盤式鑄件多采用水平分型造型線生產,然而為了提高單位時間內的生產效率,客戶要求我公司采用DISA垂直分型造型線潮膜砂鑄造。垂直分型造型線與水平分型造型線的最大區別是:相對于澆口杯不同高度的鑄件由于受到重力加速度的作用不同,因此鑄件上下壁厚和重量差異大,鑄造工藝受到造型設備局限。
4 原鑄造工藝方案說明及缺陷分析
原工藝方案如圖2所示,采用DISA線垂直造型機,設計為階梯式澆注系統,不設置砂芯。澆注系統由澆口杯、冒口、橫澆道、直澆道、環形澆道等組成,分別位于正壓板和反壓板相應位置。該澆注系統具有充型平穩、冒口補縮效率高等優點,但是由于放置冒口位置的鑄件邊緣結構偏薄,冒口中的金屬液不能實現順序補縮,因此鑄件內部縮松嚴重,如圖3所示。
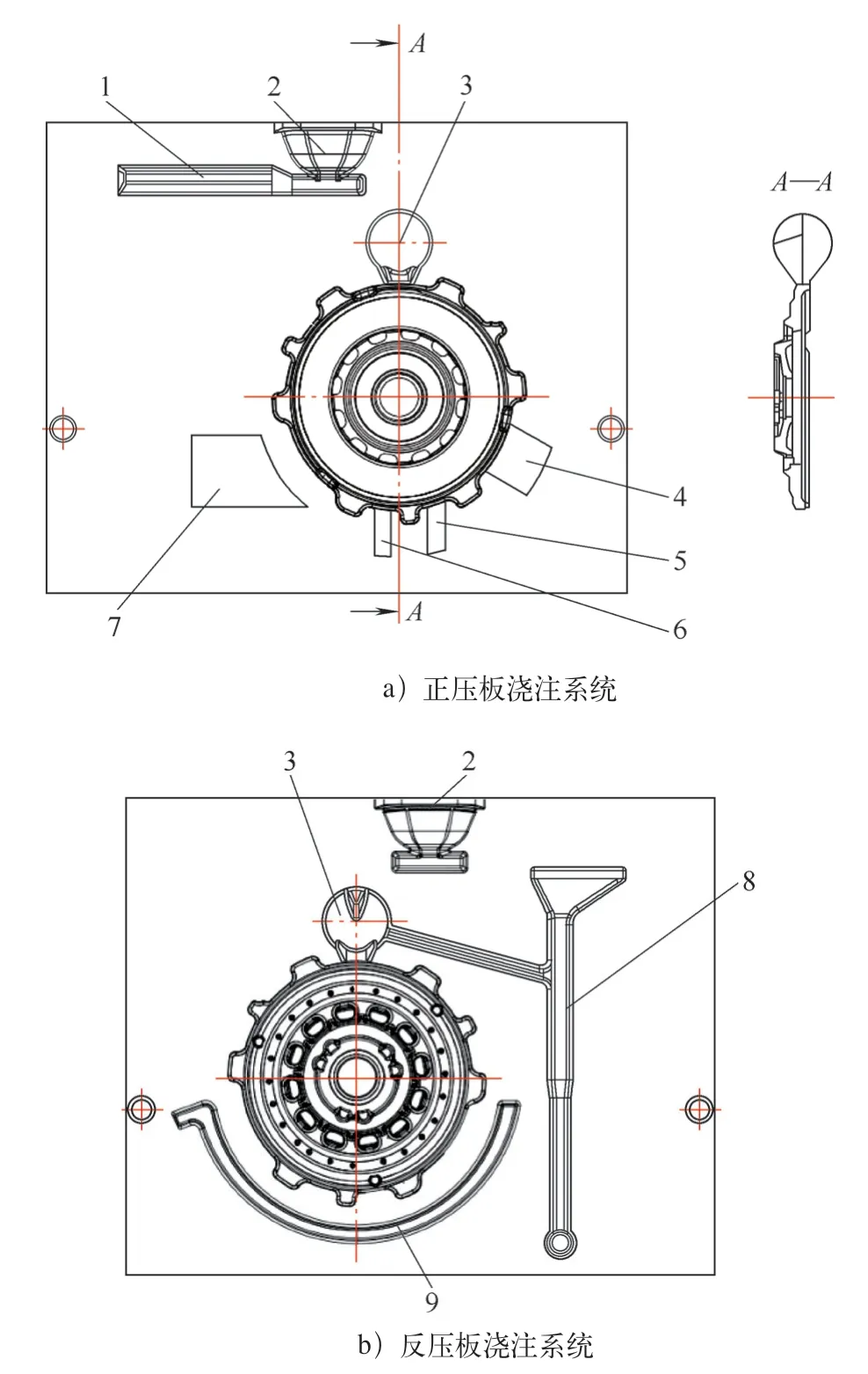
圖2 原鑄造工藝方案

圖3 原工藝鑄件切剖縮松缺陷
5 工藝改進
改進后的鑄造工藝方案如圖4所示,分析原工藝造成鑄件內部縮松,是因為冒口不能通過鑄件薄壁位置向厚壁位置傳遞足夠的金屬液實現有效的順序補縮,導致補縮通道受阻而產生的,所以通過在模具上(鑄件的相應位置)增加一楔形塊,人為地加大補縮通道,實現冒口頸與鑄件縮松部位的橋接,保持補縮通道一直通暢。改進后的鑄造工藝,實現了通過這個楔形塊(加上原有鑄件厚度)順暢地將冒口中的金屬液直接補充到需要補縮的部位。

圖4 改進后的鑄造工藝方案
6 試驗結果
通過模擬分析,鑄件內部無縮松、縮孔類缺陷,且充型平穩,如圖5所示。通過小批試驗和批量生產,在鑄件落砂和拋丸后,采用X射線檢測和破壞性切剖與著色檢測驗證,鑄件內部縮松缺陷已經得到徹底解決(見圖6、圖7),且無任何鑄件動平衡超差。殘留在鑄件加工面上的楔塊,可以在機械加工鑄件摩擦面時一并車削去除,無需額外增加機械加工成本。目前,該離合器飛輪已投入大批量鑄造生產中,質量穩定。

圖5 改進后的工藝方案模擬結果

圖6 X射線檢測結果

圖7 切剖和著色檢測結果
7 結束語
合理的工藝方案可以彌補鑄件設計的不足,從根本上解決鑄件內部的縮松缺陷;避免垂直分型生產的鑄件上下壁厚差偏大和鑄件內部縮松缺陷兩者綜合因素導致的鑄件動平衡超差造成的大量廢品。從批量生產結果來看,鑄件質量大幅提高,產量穩定,為公司創造了較高的經濟效益。該工藝已經成功地復制到了其他多個類似盤式鑄件的生產過程中,有很大的借鑒意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
