
蠕化率對鑄件內部疏松缺陷的影響
2021-05-13 01:18:20楊永來
金屬加工(熱加工) 2021年4期
楊永來
辛集市辛缸汽缸蓋有限公司 河北石家莊 052360
1 序言
柴油機應用廣泛,工作環境差,工作時間長。由于柴油機汽缸蓋長時間承受高壓和高溫燃氣的作用,所以要求汽缸蓋不能變形和開裂,同時出于對成本的考慮,汽缸蓋重量需要控制,這就對汽缸蓋的材質要求越來越高,尤其是大功率段轉速高的柴油機汽缸蓋,灰鑄鐵材質已不能適應使用要求。在這種情況下,我公司著手試制蠕墨鑄鐵材質的汽缸蓋,首先選定的品種為ZC170汽缸蓋。
ZC170汽缸蓋廣泛用于船用大功率發動機、發電機組等,其長時間運行條件下不允許開裂。灰鑄鐵達到HT300牌號后力學性能很難再有所提升,且灰鑄鐵沒有韌性,易開裂,而蠕墨鑄鐵具有良好的塑韌性、導熱性和耐疲勞性。我公司經過幾次的試制,開始并不理想,但經過調整,最后終于能夠批量生產蠕墨鑄鐵汽缸蓋,滿足了客戶要求。
2 汽缸蓋特點及試驗條件
Z C170汽缸蓋原材質為H T300,技術要求wCu=0.5%~0.8%、wCr=0.2%~0.4%、wMo=0.2%~0.35%,本體硬度要求190HBW以上。汽缸蓋外形尺寸為355mm×230mm×209mm,毛坯重65kg,主要壁厚8~10mm,最大熱節直徑60mm左右。
試制的蠕墨鑄鐵牌號為RuT300,基體以鐵素體為主,蠕化率>50%,伸長率>2%,抗拉強度>300MPa,硬度>140HBW。
主要設備及試驗條件:7t感應電爐。爐前快速分析設備主要有光譜儀、碳硫分析儀、拉力實驗機、布氏硬度計及顯微鏡等。
3 第一次試制
3.1 前期準備
主要原材料:Q12生鐵、工業廢鋼、蠕化劑(wRe=9%~11%,wMg=4%~6%)、硅鈣孕育劑。蠕化劑粒度為5~25mm,硅鈣及孕育劑粒度為3~8mm,提前稱重并烘干。
缸蓋的鑄造工藝是一模兩件,在灰鑄鐵造型工藝的基礎上增加了部分冒口( 澆注工藝見圖1)。目標化學成分見表1。
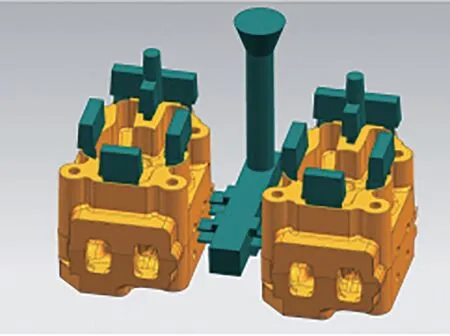
圖1 澆注工藝
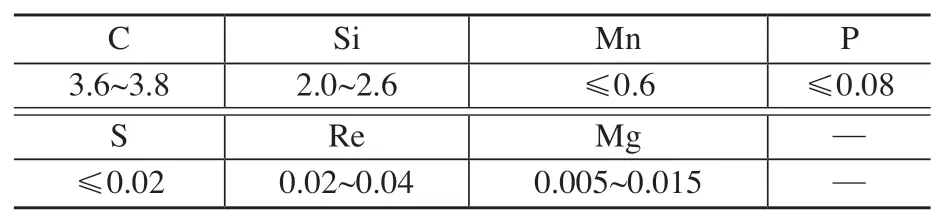
表1 蠕墨鑄鐵目標化學成分(質量分數) (%)
3.2 配料及熔煉處理過程
(1)配料 開始試制時,為保證爐料的純凈,暫不用回爐料和增碳劑,配料為生鐵5200kg、廢鋼800kg、硅鐵65kg及錳鐵33kg。
(2)試驗過程 采用包底沖入法,蠕化包取500kg鐵液,澆包使用前需要烘干、烘透,蠕化劑取2.8kg(0.56%),硅鈣孕育劑取6kg(1.2%),使用前烘干預熱,將蠕化劑均勻平鋪在處理包堤壩內,將約4kg硅鈣孕育劑均勻覆蓋在蠕化劑表面,均勻搗實,表面覆蓋積渣劑(看不到孕育劑顆粒為止),剩余孕育劑在倒包至4/5時用鐵鍬倒入蠕化反應的一側,再倒完剩余的1/5鐵液。倒包時不能沖擊蠕化劑的一側,一包澆注3箱,共6件ZC170缸蓋,出爐溫度1520℃,蠕化處理溫度1470~1480℃,試塊采用單鑄,每包鐵液單鑄一個試塊,并在澆注完缸蓋后澆試塊,澆注時間控制在處理結束后8min內,一爐鐵液共澆注72件毛坯。
3.3 結果分析
(1)爐前三角試片 孕育后的三角試片斷口呈銀白色,兩側有稍微凹陷,與灰鐵爐前三角試片明顯不同,如圖2所示。

圖2 三角試片
(2)化學成分 經檢驗,終鐵液化學成分見表2。

表2 終鐵液化學成分(質量分數) (%)
從表2可以看出,C、Si、Mn、P、S符合目標成分要求,RE較目標高出0.004%~0.024%,Mg較目標值高出0.012%~0.022%,可見加入的蠕化劑偏多了。硫與所有蠕化元素都有很大的親和力,蠕化劑加入鐵液中首先消耗于脫硫、脫氧,鐵液中wS≤0.03%時,剩余蠕化元素才能使石墨蠕化,如果原鐵液硫含量較低,除用于脫硫、脫氧外,剩余的蠕化元素較多,會使石墨過渡蠕化,從而形成球狀石墨的概率加大[1]。
(3)金相分析 通過金相組織觀察,得到的結論確實是石墨球偏多,蠕化率只有30%~50%,如圖3所示。
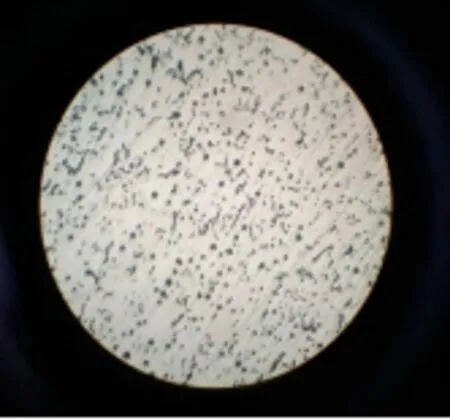
圖3 蠕化率不合格
(4)力學性能 經力學性能試驗,抗拉強度為432~451MPa,伸長率為5.37%~6.41%,硬度為172HBW。抗拉強度比設想的高出很多,金相分析顯示蠕化率低,石墨球多,抗拉強度高,這樣會影響其他性能,如熱導率會下降,對汽缸蓋高溫工作時不利。
(5)外觀質量 第一次澆注的汽缸蓋外觀沒發現大的缺陷,加工后試壓,全部因漏氣報廢。經過解剖發現,缺陷為明顯的疏松。均在鑄件的上半部熱節較集中的位置,如挺桿孔、導管孔、螺紋孔較密集的部位,缺陷形貌如圖4、圖5所示。

圖4 挺桿孔部位缺陷形貌

圖5 導管孔部位缺陷形貌
3.4 第一次試制總結
鑄件因疏松嚴重,全部報廢,從圖4和圖5可以看出,縮孔和疏松較明顯,蠕墨鑄鐵的縮孔率介于球墨鑄鐵和灰鑄鐵之間,蠕墨鑄鐵的體收縮與蠕化率有關,蠕化率越高,體收縮越小,最終接近灰鑄鐵;反之蠕化率越低,體收縮越大,最終接近球墨鑄鐵[1]。從化學成分分析,C、Si、Mn、P、S是符合要求的,配料時未使用增碳劑和回爐料,原鐵液含硫量低(wS<0.02%),加入的蠕化劑占鐵液的0.56%,明顯偏多了,光譜分析顯示殘留的稀土元素和鎂元素與分析的結果是一致的。
4 第二次試制
1) 配料及處理工藝不作變動,只是蠕化劑加入量減少到占處理鐵液的0.35%,即1.75k g,經化驗,鐵液wS為0.013%、wLa為0.006%、wCe為0.017%、wMg為0.015%,達到了預想的目標成分。光譜顯示,蠕化率為85%(見圖6),試棒的抗拉強度為363MPa、370MPa,伸長率為3.39%、4.46%,硬度為154HBW,性能上達到了RuT300的要求。
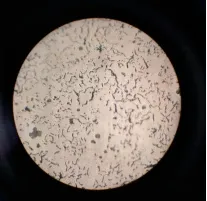
圖6 蠕化率合格
2)第二批共澆注70件缸蓋,轉入機加工67件。經機加工后,有8件仍然有疏松導致漏氣,在挺桿孔靠上約30mm處、螺紋孔集中處有疏松現象,之后從盡可能減小熱節的思路進行改進,挺桿孔搭子直徑在40mm,高度約130mm,熱節較大,在上蓋芯挺桿孔處做出一個砂芯凸起,以減小熱節。另外,在螺紋孔處增加一塊冷鐵(見圖7),并在原來澆口的基礎上設置了澆口杯,增加了約120mm的直澆道高度(壓力頭),補縮能力加強(見圖8)。

圖7 減小熱節措施

圖8 增加壓力頭
5 第三次試制
配料、處理工藝按照第二次試制不變,加之一些減小熱節的改進辦法,進行了第三次試制,試制結果較理想,幾個金相試樣蠕化率都達到了80%以上,鑄件沒發現明顯的疏松現象。
之后進行了2次試生產,中間嘗試用了增碳劑、回爐料等,結果不很理想,又有部分疏松現象發生。分析原因,主要是感應電爐熔煉時,硫主要來自于增碳劑,原鐵液硫含量處于不可控狀態,同時回爐料雜質較多,使得原鐵液存在較多的不確定因素,爐前沒有先進的蠕墨鑄鐵鐵液檢測設備,無法準確地根據鐵液各元素變化進行調整。為此,后來的生產沿用第二次試制的工藝,保證原鐵液各元素相對穩定,經驗證能夠滿足生產的需要,可穩定地批量生產,成品率達到了92%以上。由于取消了原灰鑄鐵中的合金,鑄件成本明顯降低,且蠕墨鑄鐵材質的汽缸蓋有一定的韌性,因此很大程度上降低了使用過程中產生裂紋的風險。
6 結束語
1)生產過程中必須要保證原材料潔凈,嚴格執行各個環節的操作工藝,控制原鐵液wS<0.02%、wRE殘留=0.02%~0.04%、wMg殘留=0.005%~0.015%,蠕化率需要達到80%以上,才能使鑄件的疏松傾向減小。
2)加強檢驗,每包鐵液做一個試塊,鑄件做好標記,便于一旦發現蠕化不好的批次能順利被分檢出,做到蠕化不好的產品堅決不能出廠。
3)如果沒有爐前準確檢測蠕鐵元素及硫元素的儀器,則配料時應盡量少用或不用增碳劑、回爐料等影響鐵液純凈度的原料,防止影響最終的蠕化效果,進而影響鑄件質量。
經過一系列的改進調整,蠕墨鑄鐵材質ZC170汽缸蓋可以批量生產,達到了客戶的要求,降低了生產成本。
