電流及電壓對電弧噴涂NiAl/3Cr18Mo復合涂層組織與性能影響
2021-05-14 02:39:48周辰孫會來侯保振常文杰公彥剛
機械制造文摘(焊接分冊) 2021年2期
周辰, 孫會來, 侯保振, 常文杰, 公彥剛
(齊魯工業(yè)大學(山東省科學院),山東 濟南 250353)
0 前言
電弧噴涂是噴涂技術(shù)[1-2]的常用方式,在工農(nóng)業(yè)中應用廣泛,特別是裝飾、耐磨和防腐方面應用頻繁。對于磨損嚴重、無法繼續(xù)使用的花鍵、電機轉(zhuǎn)子軸以及汽車曲軸[3]等機械零部件,通過電弧噴涂方式進行修復的效果良好,費用占直接換新件費用的30%左右。噴涂選用耐磨性較好的材質(zhì),不僅能保證工件在修復后再次應用,其生命周期也有所延長,具有明顯的經(jīng)濟效益,因此研究電弧噴涂技術(shù),對提高其組織性能有十分重要的意義。
目前對電弧噴涂技術(shù)往往集中在不同材質(zhì)的選用及原材料的創(chuàng)新上。如黃杰等人[4]在鋁鎂涂層中加入微量的Zr元素,對AlMg5及 AlMg5-Zr 電弧噴涂涂層的組織和性能進行了對比研究;羅靜等人[5]研究了鋼制汽車零部件表面電弧噴涂鋁涂層的工藝,設備及涂層的性能,并和火焰噴涂鋁方法進行了性能及經(jīng)濟性對比;田浩亮等人[6]分析了發(fā)動機曲軸的使用工況和失效形式,噴涂材料的選擇直接影響再制造曲軸的涂層性能和使用壽命[7],探討了不同粉芯填充物和稀土元素對提高涂層結(jié)合強度和耐磨性,對研制新型電弧噴涂絲材有理論指導意義[8]。
該試驗采用不同的電流以及電壓噴涂相同的線材,制備NiAl/3Cr18Mo復合涂層,并利用超景深三維顯微系統(tǒng)觀察組織結(jié)構(gòu)、對性能進行分析。探討電流和電壓的變化對涂層組織及性能變化的影響。
1 試驗材料及方法
該試驗采用的QD8-D-400型電弧噴涂設備是由上海噴涂機械廠所制造的,其組成部分有噴涂電源、電弧噴槍、送絲機構(gòu)和空氣壓縮機等;采用低碳鋼作為基體材料,其試樣的長寬高分別為60 mm×30 mm×3 mm;將直徑為2 mm的實心NiAl,3Cr18Mo作為噴涂線材,成分見表1。具體成分如下:結(jié)合層絲材為NiAl成分,其中鎳(Ni)占95%、余量為鋁(Al)。

表1 3Cr18Mo成分(質(zhì)量分數(shù),%)
電弧噴涂的工藝參數(shù)包括:噴涂電流、噴涂電壓、噴涂距離、霧化空氣壓力、噴涂角度。表2為該試驗采用的工藝參數(shù)。
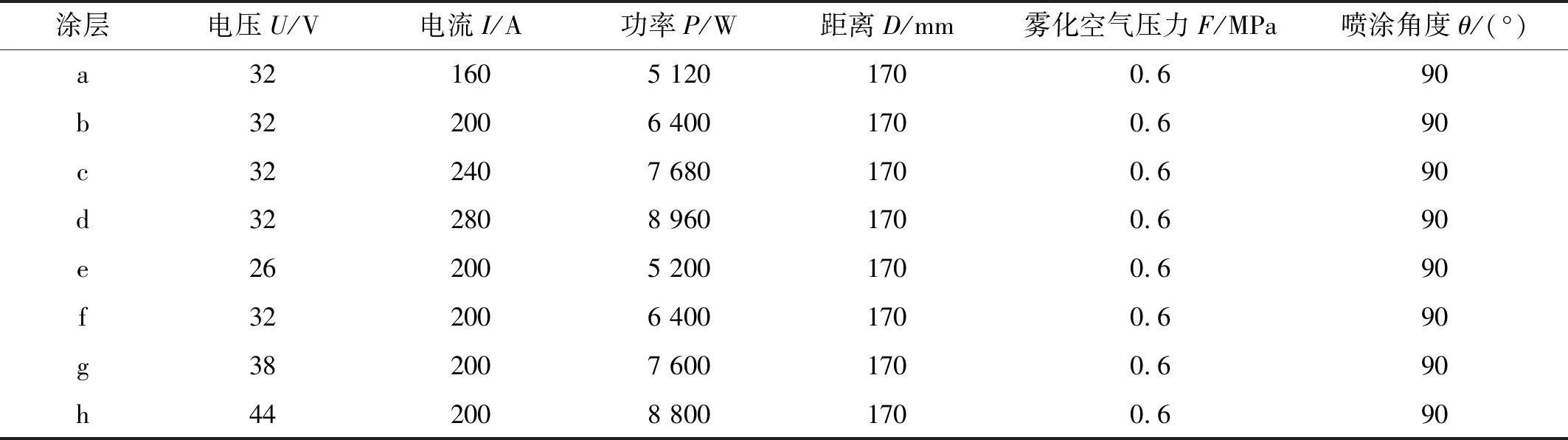
表2 電弧噴涂工藝參數(shù)
利用超景深三維顯微系統(tǒng)觀察分析涂層表面和截面微觀形貌及組織分布,選擇合適的工藝參數(shù);利用電子顯微硬度儀測量涂層硬度,并采集數(shù)據(jù),但需要選擇多個區(qū)域測量多個硬度值,通過求平均值,選擇合適的涂層硬度。
2 試驗結(jié)果與分析
2.1 電弧噴涂涂層表面及截面宏觀形貌
涂層的性能受組織形態(tài)的影響,而涂層的組織結(jié)構(gòu)受電弧噴涂時各個工藝參數(shù)的影響,但噴涂過程中電流和電壓在一定程度上決定了涂層的組織結(jié)構(gòu)。
該試驗分別采用噴涂電流和電壓作為試驗的變量噴涂相同的金屬絲材,噴涂后的表面的宏觀形貌如圖1所示。
圖1a~圖1d涂層的電壓恒定在32 V不變,電流不斷變化。如圖1a所示:當電流較小時,涂層表面的熔滴粒子尺寸較小,且排列均勻無過大的熔滴粒子,涂層表面粗糙度較低;隨著電流的增大,熔化量增多,熔滴粒子在電弧發(fā)生短路時熔化較多的絲材,從而形成較大的熔滴粒子,其在壓縮空氣和熔滴力粒子自身重量的雙重作用下撞擊到基材表面,導致涂層最表層的熔融粒子間隔較大,排列較松散,表面粗糙度升高。

圖1 NiAl/3Cr18Mo涂層的表面形貌
圖1e~圖1h涂層的電流恒定在200 A不變,電壓不斷變化。從圖1f可以看出:噴涂電壓在32 V時熔融粒子具有較為良好的熔化效果及較高的沉積率。如圖1e所示:當電壓較小時,絲材不能穩(wěn)定燃燒,熔化效果不佳,熔滴粒子撞擊涂層表面時無法黏著,因此涂層的表面粗糙度較低;隨著電壓的增大,情況有所改善,但噴涂電壓值不能過大,如圖1h所示:過大的噴涂電壓會嚴重燒損絲材中的元素,當金屬液滴含氣量過高時,凝固時氣體析出,導致孔隙率提高,粗糙度升高。因此在保證電弧穩(wěn)定燃燒和工作效率的情況下,應該盡量選擇盡可能低的噴涂電壓進行噴涂。
采用超景深三維觀察顯微系統(tǒng)觀察NiAl3Crl8Mo截面形貌如圖2所示。從圖2a涂層和圖2e涂層的截面可觀察到有未熔及半熔顆粒黏在涂層表面,這是因為當電壓和電流較小時,絲材不能穩(wěn)定熔化,且噴涂絲材熔化不充分,熔滴尺寸較小冷凝速度快造成的。可以通過對比圖2中的圖2a~圖2d涂層可看到,涂層最表層的熔融粒子間隔逐漸變大,且排列較松散,表面粗糙度變大;這是因為當電壓恒定時,隨著電流的增大,熔化量增大,熔滴粒子在電弧發(fā)生短路時熔化較多的絲材,導致熔滴粒子尺寸變大所造成的;同時,對比圖2中的圖2e~圖2h涂層可看到,當電流恒定時,隨著電壓的增大,絲材的燃燒逐漸趨于穩(wěn)定,熔滴粒子的尺寸也逐漸變大,導致涂層表面突出粒子增多,表面粗糙度升高。

圖2 NiAl/3Cr18Mo涂層的截面形貌
2.2 電弧噴涂電流及電壓對顯微組織的影響
圖3為6組不同工藝參數(shù)條件下制備的NiAl/3Cr18Mo復合涂層的微觀組織結(jié)構(gòu),通過比較可以發(fā)現(xiàn)當噴涂電壓為32 V、電流為200 A時復合涂層組織較致密、孔隙較少、涂層與基體之間的結(jié)合較好。
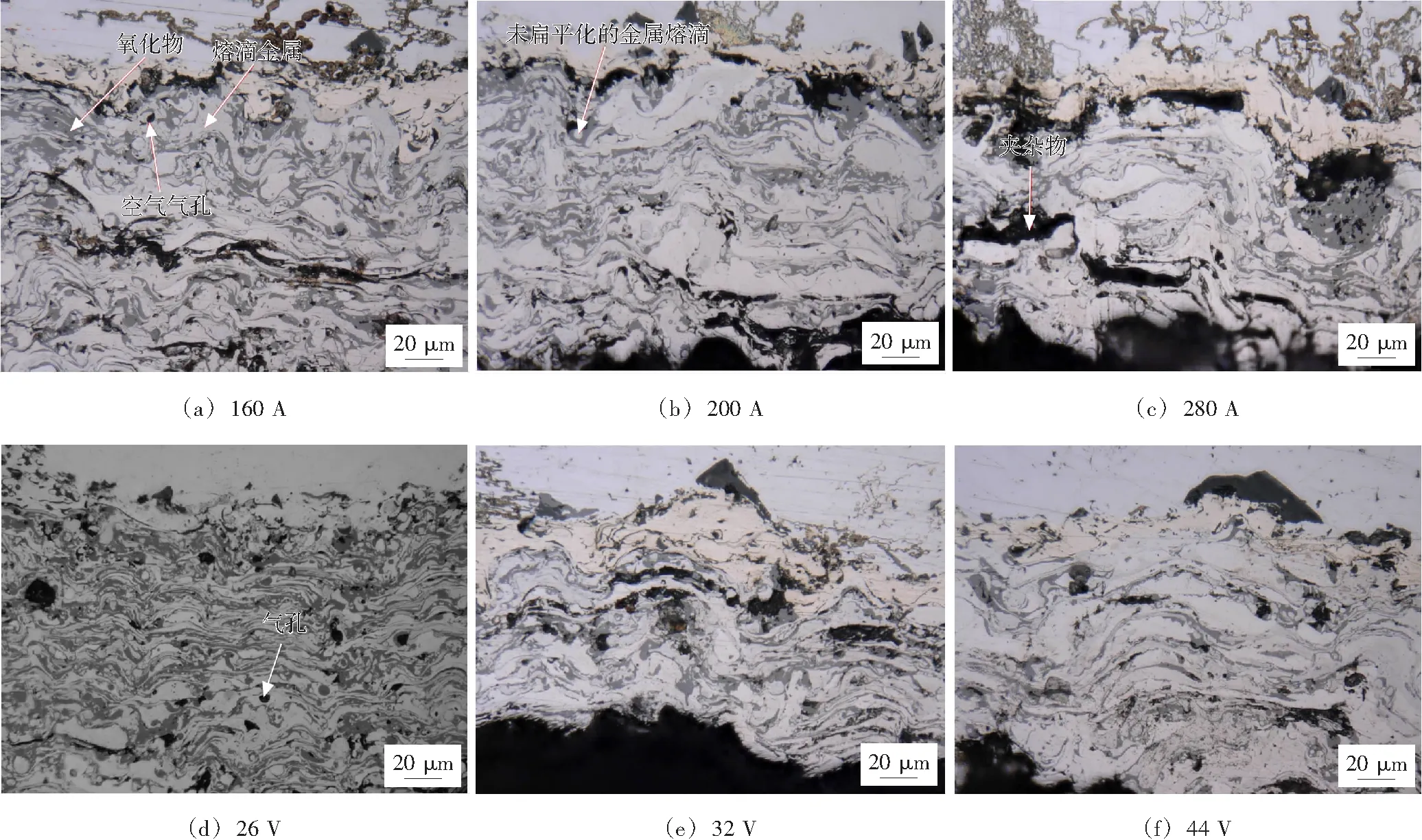
圖3 涂層微觀組織形貌
在電壓恒定的情況下,從圖3a可以明顯的看出,涂層呈現(xiàn)出典型的層狀結(jié)構(gòu)特征,其中嵌有呈深灰色的條狀組織,該組織中含氧量較高,為Cr的氧化物;黑色層狀為碳化物,是由于碳化物燒損嚴重而產(chǎn)生的;還有部分深黑色孔狀組織,該組織為空氣氣孔;然后從超景深三維觀察顯微系統(tǒng)拍得的圖3b、圖3d可以看出,隨著噴涂電流的增大,絲材的熔化量增加,霧化的金屬液滴所含的熱量增加,當高速飛行的霧化金屬液滴與基體表面連續(xù)撞擊時,有利于金屬液滴均勻的展開,涂層孔隙減少,涂層的致密性有了很大的提高;但噴涂電流不能過大,當金屬液滴含氣量過高時,凝固時氣體析出,導致孔隙率提高,進而導致硬度下降。
在電流恒定的情況下,從圖3e~圖3h試樣的微觀形貌可以看出,圖3e試樣的孔隙明顯比圖3f和圖3h多,這是因為隨著噴涂電壓的增大,導致金屬液滴的尺寸增大,涂層中氧化物的含量減少,涂層的致密性提高。而涂層中氧化物的多少主要是由金屬熔滴大小所決定的,熔融金屬液滴尺寸越大自身重量也越大,熔融的金屬液滴與基材碰撞的撞擊力增加,與基材的接觸時間縮短,所以產(chǎn)生的氧化物較少。
2.3 電弧噴涂電流及電壓對涂層的顯微硬度的影響
由于電弧噴涂涂層相對于大塊材料來說,涂厚度比較薄,該次試驗采用不同的噴涂電流及電壓,分別測量涂層橫截面的顯微硬度[9]。利用電子顯微硬度儀觀察將制備好的金相試樣,但需要測量多個區(qū)域的硬度值,然后取平均數(shù)作為該涂層的硬度值。在不同工藝參數(shù)下得到的涂層表面顯微硬度值如圖4所示。
該試驗選用的3Cr18Mo硬度在HV493以上,但涂層硬度不會與噴涂材料硬度相同,因為熔融顆粒到達基體表面形成涂層的過程中,其孔率等增加,所以涂層硬度低于顆粒硬度。
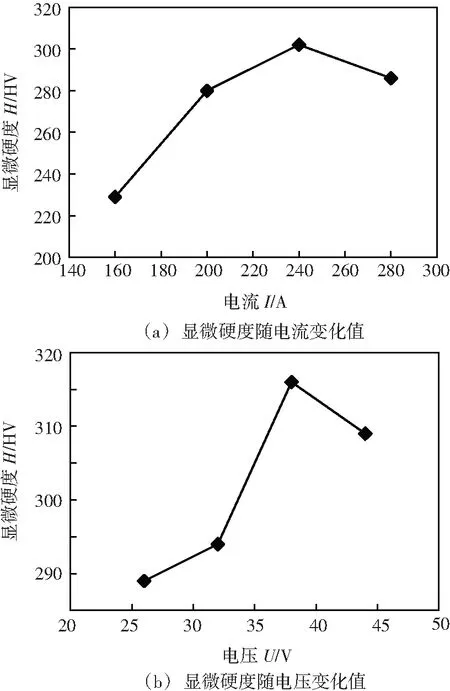
圖4 涂層的顯微硬度
從圖4a中可以看出電流在160A時硬度與絲材硬度相比下降很大,但是隨著電流的增加硬度也隨之增加,這是因為:隨著電流的增大,熔化溫度逐漸增高,使絲材得到充分的熔化,獲得的能量增加,熔滴粒子在基體表面可以得到充分的鋪展,使涂層的致密性提高,顆粒間的內(nèi)聚力提高,從而涂層的結(jié)合強度上升,涂層硬度提高。但電流也不能過大,過大會導致絲材燒損嚴重,因此,在保證涂層質(zhì)量的前提下,應盡量選用大的噴涂電流。
噴涂電壓的大小一定程度上決定了絲材能否穩(wěn)定燃燒,當噴涂電壓較低時, 電弧就不能穩(wěn)定的燃燒,不能得到質(zhì)量良好的涂層;隨著電壓的增大,電弧的燃燒逐漸趨于穩(wěn)定,在絲材接觸的瞬間產(chǎn)生的熱量增加,絲材熔化較充分。但是從圖4b中可以看出,不能把噴涂電壓值設定的過大,過大的電壓會使絲材中的元素燒損嚴重,當金屬液滴含氣量過高時,凝固時氣體析出,導致孔隙率提高,進而導致硬度下降[10]。
3 結(jié)論
(1)隨著噴涂電流的不斷增大,熔融溫度升高,熔滴粒子熔融的更加充分、尺寸更大,熔滴顆粒間的內(nèi)聚力提高,因此涂層的結(jié)合力上升,氧化物減少,涂層硬度提高;但噴涂電流不能過大,過大會導致絲材中的元素嚴重燒損,洞孔增多,硬度下降。
(2)隨著噴涂電壓的不斷增大,絲材的燃燒逐漸趨于穩(wěn)定,絲材被充分熔化,而熔滴的冷凝速率有所減慢,基體表面的熔滴可以充分展開,提高扁平化程度,使其致密性有所增加,同時熔滴粒子粘聚力逐步增強,提升了涂層的結(jié)合力;但是噴涂電壓不能過大,過大會導致絲材中的元素嚴重燒損,當金屬液滴含氣量過高時,凝固時氣體析出,導致孔隙率提高,進而導致硬度下降。
(3)為得到致密的涂層,減少涂層中的氧化物,控制涂層的碳元素燒損,得到硬度高的涂層,建議采用合適的噴涂電流和電壓,近的噴涂距離和穩(wěn)定的噴涂壓力。
