艦船水幕噴頭結(jié)構(gòu)優(yōu)化設(shè)計及性能分析
2021-05-17 07:18:00蔡愛明沈中祥丁紅瑜曹慧清
艦船科學(xué)技術(shù) 2021年4期
尹 群,蔡愛明,沈中祥,陳 超,丁紅瑜,曹慧清
(1.江蘇科技大學(xué) 船舶與海洋工程學(xué)院,江蘇 鎮(zhèn)江 212003;2.江蘇科技大學(xué) 土木工程與建筑學(xué)院,江蘇 鎮(zhèn)江 212003;3.江蘇科技大學(xué) 海洋裝備研究院,江蘇 鎮(zhèn)江 212003)
0 引 言
實際海戰(zhàn)中,艦船一旦沾染核生化武器襲擊帶來的放射性物質(zhì),如果得不到有效防護(hù)則會迅速喪失戰(zhàn)斗能力[1-2]。早在2011年3月11日,日本福島電站發(fā)生核泄漏擴(kuò)散,導(dǎo)致前來救援的美國“里根”號航母受到了輕微污染,不得不撤出危險地帶并及時進(jìn)行清洗[3]。與此同時,艦船無論是遭受襲擊還是日常訓(xùn)練均極易發(fā)生火災(zāi)。據(jù)統(tǒng)計,美國自擁有航母以來就已經(jīng)發(fā)生過近20起大型火災(zāi)事件[4],造成巨大人員和設(shè)備損失。面對這些突發(fā)危險,目前艦船一般采用水幕系統(tǒng)(CMWDS)進(jìn)行防護(hù),水幕系統(tǒng)通過安裝的水幕噴頭持續(xù)噴水、形成水幕簾覆蓋船身,形成隔離帶,降低艦船沾染核物質(zhì)顆粒物以及火災(zāi)擴(kuò)大的風(fēng)險。而傳統(tǒng)水幕噴頭結(jié)構(gòu)內(nèi)部流道直通,無復(fù)雜形狀,噴口通過在噴頭側(cè)壁切割開口形成,開口數(shù)目為一道或者多道,此結(jié)構(gòu)下的流體流經(jīng)流道,經(jīng)噴口噴射出的水幕射程短、覆蓋面積小、隔離效果差。因此,研制噴射速度快、噴射距離遠(yuǎn)、水幕隔離防護(hù)效果好、性能提高顯著的水幕噴頭顯得尤為重要。
1 噴頭結(jié)構(gòu)優(yōu)化設(shè)計
傳統(tǒng)的艦船水幕噴頭內(nèi)部結(jié)構(gòu)簡圖如圖1 (a)所示。該噴頭內(nèi)部水流道中空,出水口設(shè)置在通道側(cè)壁,采用切割方式在噴頭流道側(cè)壁切割出一道噴口。如圖1(a)中1位置處所示,噴頭采用預(yù)先鑄模和后期切割加工的方式制造,在內(nèi)流道噴口進(jìn)水處與側(cè)壁面形成一個直角。根據(jù)流體流動規(guī)律,當(dāng)噴嘴口突然收窄,流體在該處會形成高速射流,而此結(jié)構(gòu)棱角突出、無法很好給流經(jīng)該處的流體提供速度變化的過渡,高速射流直接在直角處與壁面劇烈摩擦,動能損失劇大,極大降低射流最終離開噴口的速度。故在1位置處預(yù)設(shè)倒角,使得流道內(nèi)流體流動更加平滑,減少流體動能損耗。如圖1(a)中2位置處所示,噴頭流道孔通徑在2位置處突然增大,而實際流體以一定速度運動過程中,從2處位置進(jìn)入一個通徑更大的流道,根據(jù)伯努利原理可知,流體運動速度會在此處發(fā)生突變,從而影響流體最終離開噴嘴時的射流速度。

圖1 水幕噴頭優(yōu)化對比示意圖Fig.1 Comparison diagram of optimization of drencher nozzle
針對上述問題,對其進(jìn)行優(yōu)化后的水幕噴頭內(nèi)部流道結(jié)構(gòu)如圖1(b)所示,即在圖1(a)中1位置處進(jìn)行3 mm的弧形倒角過渡設(shè)計,同時對圖1(a)中2位置處變徑流道作直通處理。基于激光選區(qū)熔化制造技術(shù)(SLM)對噴頭進(jìn)行一體化制造,優(yōu)化成型后的噴頭結(jié)構(gòu)實物模型如圖2所示。
2 數(shù)值模擬與計算
2.1 數(shù)學(xué)模型

圖2 優(yōu)化后的水幕噴頭實物模型Fig.2 Optimized drencher nozzle
目前國內(nèi)外對噴頭射流這類氣液兩相流動過程主要采流體體積(VOF)模型和拉格朗日多相模型進(jìn)行分析[5-9]。水幕噴頭在實際工作狀態(tài)下,射流形成的水幕簾在空氣中的物理形態(tài)更多是一種以連續(xù)相的水幕薄膜存在,而非霧化的離散相液滴存在,而流體體積(VOF)模型較好地描述這一水和空氣互不相容連續(xù)運動的狀態(tài),因此這里采用STAR-CCM+軟件中流體體積(VOF)模型求解射流過程氣液這2種不混溶流體流的控制方程。而流體運動主要遵循質(zhì)量守恒、動量守恒、能量守恒這三大定律,根據(jù)實際工作環(huán)境,把水視作不可壓縮流體,水噴射過程中的熱交換可忽略不計,故可以不考慮能量守恒方程,因此最終采用的流體體積(VOF)模型主要控制方程如下:
質(zhì)量守恒方程為

式中: ρ 為流體密度,本文中液體為水;t為時間;μi為流體速度沿i方向分量;xi為i方向坐標(biāo)。
動量守恒方程為

式中:Fi為體積力; τij為應(yīng)力矢量;P為流體微元體上壓力,其他參數(shù)含義見式(1)。
STAR-CCM+軟件中提供的K-Epsilon 湍流模型有標(biāo)準(zhǔn)、標(biāo)準(zhǔn)兩層、可實現(xiàn)、可實現(xiàn)的兩層等9種類型,其中可實現(xiàn)的K-Epsilon兩層模型可為網(wǎng)格提供最大靈活性,計算更加精確,本文選用可實現(xiàn)的K-Epsilon兩層模型。
2.2 數(shù)值模型
為保證數(shù)值模擬結(jié)果精確,對流體運動變化劇烈的噴頭出口處網(wǎng)格進(jìn)行細(xì)化處理,圖3為計算流體區(qū)域網(wǎng)格劃分示意圖。由圖可看出噴頭流道以及出口處網(wǎng)格較為密集,空氣域網(wǎng)格相對稀疏,最終整個模型網(wǎng)格總數(shù)目為954 452。噴頭的射流模型邊界條件設(shè)置如圖4所示,噴頭進(jìn)口端采用壓力進(jìn)口,流道表面設(shè)置為壁面無速度滑移和質(zhì)量滲透,外部空氣域設(shè)置為壓力出口類型,出口表壓為0 MPa。計算域的網(wǎng)格模型由噴頭內(nèi)部流體域和外部空氣域兩部分組成,空氣域為高1m、半徑5m的圓柱體。為確保運算效率和結(jié)
果精度,軟件采用表面重構(gòu)、基于六面體網(wǎng)格的切割體網(wǎng)格生成器,對于過渡區(qū)域采用棱柱層網(wǎng)格生成器,棱柱層數(shù)為5層。

圖3 計算流體區(qū)域網(wǎng)格劃分Fig.3 Mesh generation computational fluid region

圖4 邊界條件設(shè)置Fig.4 Boundary condition setting
2.3 模型驗證
為確認(rèn)數(shù)值模擬的可靠性,先對不同壓力下的水幕噴頭出口截面處速度進(jìn)行試驗測試和數(shù)值模擬,通過比較試驗和數(shù)值模擬的多組數(shù)據(jù)結(jié)果,驗證數(shù)值模型可靠性,圖5(a)為試驗進(jìn)行時的水壓表、圖5(b)為試驗現(xiàn)場。
圖6為不同壓力下,噴頭出口截面處速度曲線。由圖可知,在不同工作壓力下,噴頭出口截面處,試驗測得的速度值與數(shù)值模擬測得的速度值均隨著壓力的增大而增大,并且兩者的變化趨勢較接近。

圖5 試驗現(xiàn)場Fig.5 Testing site

圖6 不同壓力下出口截面速度曲線Fig.6 Velocity curve of outlet section under different pressure
同時由圖可知,試驗測得的速度值均小于數(shù)值模擬測得的速度值,經(jīng)過分析,這是因為盡管數(shù)值模擬中考慮了金屬壁面粗糙度的影響,將粗糙度設(shè)為3.2 μ m,但實際數(shù)值模擬計算過程中,設(shè)定的網(wǎng)格尺寸最小量級為1 ×10-4m,遠(yuǎn)大于設(shè)定粗糙度量級的1 ×10-6m,故粗糙度的影響在數(shù)值計算過程中無法準(zhǔn)確的反映,導(dǎo)致數(shù)值模擬值與試驗值相比較大。但若將網(wǎng)格尺寸設(shè)定為粗糙度的量級,則將極大增加計算時間,最終考慮到計算效率和計算精度,網(wǎng)格尺寸量級仍設(shè)為1×10-4m。由表1可知,試驗和數(shù)值模擬值之間的誤差均小于7%,表明該數(shù)值模型計算是可靠的,能夠為下一步準(zhǔn)確模擬噴頭噴射性能提供保證。
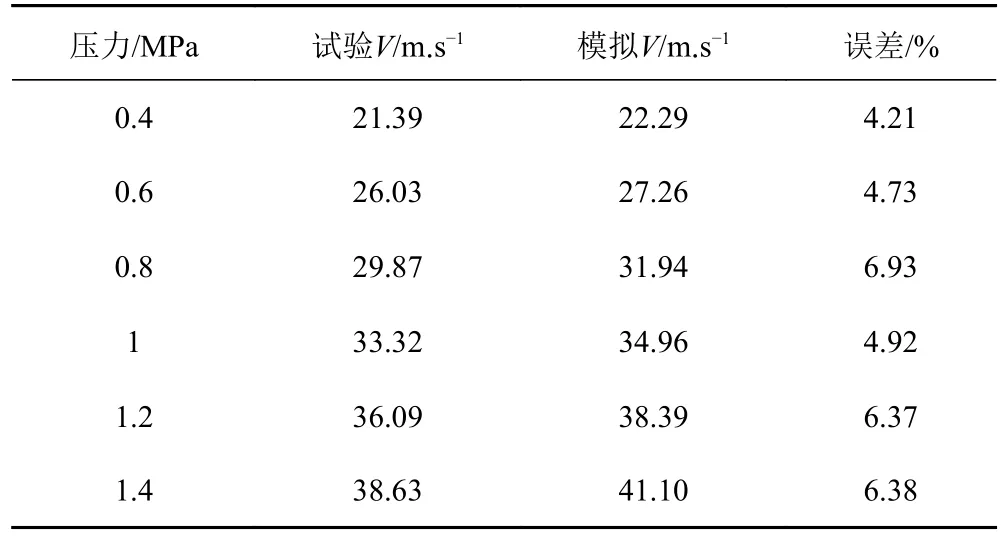
表1 試驗與數(shù)值模擬數(shù)據(jù)誤差對比Tab.1 Comparison of error between test and numerical simulation data
3 結(jié)果與分析
3.1 水幕噴頭水流速度對比分析
圖7和圖8分別為水幕噴頭在同一壓力工況下,其優(yōu)化前后的噴頭射流速度對比。從圖7和圖8的速度分布云圖以及標(biāo)量軸的數(shù)值可知,優(yōu)化后的水幕噴頭射流速度顯著提升,水流速度分布軌跡也更加分散,這是因為噴頭出口截面射流速度越大,與空氣形成的速度差越大,空氣與水之間的剪切力也越大,水流越容易撕裂破碎分散為水滴。
圖9為1 MPa工作壓力下,射流形成的水幕簾在距離噴頭出口截面2 m范圍內(nèi)速度分布情況。由圖可知,優(yōu)化后在2 m范圍區(qū)間內(nèi),水幕噴頭在各測點的速度整體大于優(yōu)化前,這意味著優(yōu)化后的水流離開噴頭獲得了更大的初始動能。隨著噴射距離的增大,因空氣阻力的作用,水流速度逐漸衰減,當(dāng)距離增大到2 m時,水流受到的空氣阻力開始接近重力從而形成動態(tài)平衡,速度變化減緩并趨于穩(wěn)定。

圖7 水幕噴頭出口速度側(cè)視圖Fig.7 Side view of outlet velocity on drencher nozzle

圖8 水幕噴頭出口速度俯視圖Fig.8 Top view of outlet velocity on drencher nozzle
圖10為噴頭出口處表面平均速度隨壓力變化曲線。由圖可知,優(yōu)化后的水幕噴頭出口處表面平均速度遠(yuǎn)高于優(yōu)化前。如表2所示,其速度的提升幅度均值在23%左右。同時,噴頭出口表面平均速度也在隨著壓力的增大而逐漸放緩,可以預(yù)知壓力增大到一定時候,噴頭出口表面平均速度值的增加會趨于收斂。
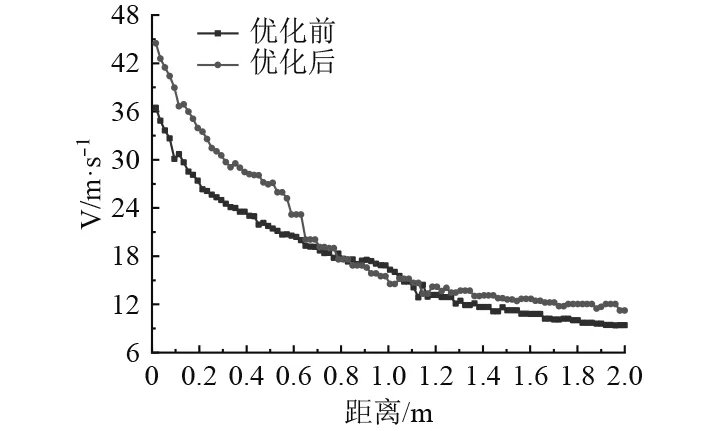
圖9 距離噴口處兩米內(nèi)速度分布曲線Fig.9 Velocity distribution curve within two meters from the outlet

圖10 不同壓力下出口表面平均速度Fig.10 Average surface velocity of the outlet at different pressures

表2 不同工況壓力下出口平均速度提升百分比Tab.2 Percentage of average export speed increase under different working conditions
3.2 水幕噴頭體積流量對比
圖11為不同工況壓力下,優(yōu)化前后水幕噴頭的體積流量曲線。可以看出,隨著壓力增大,優(yōu)化前水幕噴頭的體積流量從39.26 L/min增加到73.64 L/min,而優(yōu)化后該噴頭的體積流量從48.99 L/min增加到91.93 L/min。經(jīng)過對比可知,在各個壓力工況下,優(yōu)化后的噴頭在單位時間內(nèi)射流體積流量均得到顯著增加,這表明優(yōu)化后的噴頭內(nèi)部流道結(jié)構(gòu)噴射性能得到了較好的提升。
3.3 水幕噴頭流量系數(shù)對比
工程中噴頭的流量特性一般采用流量系數(shù)K來表示,已知流量系數(shù)公式:


圖11 不同工況壓力下水幕噴頭體積流量曲線Fig.11 Volume flow curve of drencher nozzle under different working conditions
式中:K為流量系數(shù);Q為體積流量,L/min;P為壓力,MPa;
根據(jù)公式,可以計算求出優(yōu)化前后水幕噴頭的流量系數(shù)K,為減小偏差,表3對不同工況壓力下的流量系數(shù)進(jìn)行求解并取平均值,如表3所示。

表3 優(yōu)化前后水幕噴頭流量系數(shù)K值Tab.3 Optimized K-value of flow coefficient about drencher nozzle
由表3可以看出,不同工況壓力下,優(yōu)化前水幕噴頭的流量系數(shù)為19.71,而優(yōu)化后噴頭的流量系數(shù)為24.54,優(yōu)化后噴頭的流量系數(shù)有明顯的提高,說明提出的優(yōu)化方案可顯著改善噴頭內(nèi)部流道結(jié)構(gòu)的流暢性,減少了水流在離開噴頭出口時的動能損耗,使得水流射程更遠(yuǎn)、水幕簾覆蓋面積更廣泛。
4 結(jié) 語
本文對傳統(tǒng)艦船水幕噴頭進(jìn)行了優(yōu)化設(shè)計,采用數(shù)值模擬研究了水幕噴頭工作過程中氣液兩相流動,同時對優(yōu)化前后的噴頭噴射性能進(jìn)行比較研究,獲得結(jié)論如下:
1)數(shù)值模擬過程中測得的噴頭出口平均速度均大于實際試驗測得,這是因為數(shù)值模擬未能很好考慮粗糙度影響或者粗糙度設(shè)置過小,故實際試驗值會略微小于數(shù)值模擬值。
2)工作壓力一定,沿噴頭出口軸線方向,水流速度隨距離增加而減小,受到的空氣阻力也在減小,當(dāng)水流受到的空氣阻力接近重力時將會處于動態(tài)平衡,速度變化趨于平穩(wěn)。
3)同尺寸大小噴嘴,水流出口速度隨壓力增大而增大,但是速度增加會趨于放緩,可以預(yù)知壓力增大到一定時候,噴頭出口處射流速度的增加會趨于收斂。
基于激光選區(qū)熔化制造技術(shù)(SLM)一體化優(yōu)化成型的噴嘴結(jié)構(gòu),其水流射速、流量、流量系數(shù)等性能指標(biāo)均得到顯著提高,本文研究對艦船水幕噴頭增材優(yōu)化設(shè)計與工程應(yīng)用具有重要的參考價值。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
