多模式下不銹鋼管固溶熱處理工藝研究與實踐*
2021-05-19 09:30:28陳澤民高江君翟麗麗沈衛(wèi)強姜云山
現(xiàn)代冶金 2021年1期
高 虹, 劉 濤, 陳澤民, 高江君, 翟麗麗, 沈衛(wèi)強, 姜云山
(江蘇武進不銹股份有限公司,江蘇 常州 213111)
引 言
不銹鋼管固溶熱處理的作用是在于提高和控制材料的性能,充分發(fā)揮不銹鋼管的耐高溫、耐腐蝕等特性在特定應用環(huán)境中的潛力。冷軋管前的軟化或消除冷軋/拔加工應力,可提高產(chǎn)品的塑性、韌性及抗蝕性能,從而提高國家重大裝備制造基礎不銹鋼管材的性能、可靠性和使用壽命。因此,固溶熱處理技術的先進程度是保證石油采取、儲運、煉化,超超臨界火電,核電,海工(含LNG)和高技術船舶,煤制油,軍工等裝備制造技術先進與否和保證產(chǎn)品質(zhì)量的最關鍵因素[1]。固溶熱處理過程就是通過加熱(爐窯各溫段的升溫速度)、保溫(溫度和時間)及冷卻(快速冷卻過敏化區(qū)至室溫)三個基本要素的匹配與結合[2],基于不銹鋼管的合金元素種類多、合金元素含量高,相對的固溶熱處理溫度相應提高,將不銹鋼管加熱至高溫單相區(qū)恒溫保持,使中間相充分溶解到固溶體中后快速冷卻,以得到飽和固溶體,從而改變其組織和性能。目前,不銹鋼管固溶熱處理工藝需要處理的鋼種有:奧氏體不銹鋼、超級奧氏體不銹鋼、奧氏體鐵素體雙相不銹鋼、超級奧氏體鐵素體雙相不銹鋼、鎳鉻鐵合金、鎳基合金、鎳銅合金等無縫管、焊接鋼管;規(guī)格組距外徑為Φ6-1524 mm,壁厚為0.5-88 mm;固溶熱處理加熱溫度從常規(guī)1000 ℃左右,提升到1250 ℃,甚至更高。為滿足各類不銹鋼管材在不同規(guī)格組距、加熱溫度變化跨度大的條件下滿足固溶熱處理工藝要求,采用單一固溶熱處理工藝技術已不能適應多規(guī)格、多牌號不銹鋼管熱處理要求。為此,本文通過不同類別爐型及工藝,切合滿足固溶熱處理工藝要求進行研究,建立滿足固溶熱處理工藝要求的爐型選擇及工藝改進,形成全系列的不銹鋼管固溶熱處理的工藝制度。
1 工藝方案
1.1 工藝設計思想
固溶熱處理工藝是將不銹鋼管材加熱至高溫單相區(qū)950-1180℃左右,保溫一段時間,使碳化物和各種合金元素充分均勻地溶解于奧氏體中,然后快速冷卻到室溫,以得到飽和固溶體的工藝。目前普遍采用的是輥底式連續(xù)固溶熱處理工藝、臺車式箱式爐加熱工藝和連續(xù)式保護氣氛光亮退火工藝,來適應不同規(guī)格組距、鋼牌號以及相對應的加熱溫度、保溫和快速冷卻固溶熱處理的工藝要求。由于不銹鋼管的加熱溫度較常規(guī)碳鋼管高,一般加熱方式采用燃氣和電加熱,還有節(jié)能減排、環(huán)保要求持續(xù)提高,普遍采用天然氣作為加熱的燃料[3]。以上三種固溶熱處理工藝由于其使用范圍的局限性,難以滿足多規(guī)格組距、鋼牌號以及加熱溫度的基本工藝要求。
三種固溶熱處理工藝的對比:1)輥底式連續(xù)固溶熱處理工藝,爐輥在高溫中不斷旋轉(zhuǎn)送進和承載,高溫段加熱最高爐溫≤1200 ℃,超(超)臨界火電用耐熱不銹鋼管需要高溫軟化溫度提升到≥1250 ℃左右[4-5],Cr28Ni48W5耐熱鋼爐輥已超出其承載的最高溫度。同樣大口徑厚壁管每米單位重量大,使爐輥(Cr28Ni48W5)在高溫均熱段使用時超出承載載荷[6],時常發(fā)生高溫段爐輥斷裂現(xiàn)象。因此,輥底式連續(xù)固溶熱處理工藝一般在溫度≤1150 ℃條件下、一般載荷條件下使用。2)臺車式天然氣箱式爐是在密閉爐膛內(nèi)通過對流和輻射方式加熱,也接受爐氣傳給爐襯后再由爐襯反射回來的部分熱量,使管子逐漸加熱到需要溫度,最高加熱爐溫1350 ℃。可以滿足所有的不銹鋼管的固溶熱處理要求[7-9],主要針對升溫到≥1150 ℃以上的管子的高溫軟化和大口徑厚壁管的固溶熱處理,由于箱式爐滿足了高溫狀態(tài)下的長時保溫,顯著地提高厚壁管在加熱中的溫度均勻性,切合了不銹鋼管中間品或成品厚壁管固溶熱處理工藝。但高溫加熱管子要從臺車擱架上快速下到水池內(nèi)冷卻,無專用快速下水裝置,要靠人工在高溫中吊運,起不到使高溫管子快速冷卻通過敏化區(qū)間又避免晶間腐蝕傾向的基本工藝要求。3)連續(xù)式保護氣氛光亮固溶熱處理工藝與輥底式連續(xù)固溶熱處理的工作方式類同,進、出爐口增加密封室,使空氣在純氫中燃燒,隔絕空氣進入爐膛,從而使管子在充滿氮氣保護的爐腔中進行高溫熱處理,使其表面不產(chǎn)生氧化,一般通過氣冷或氣液冷轉(zhuǎn)換冷卻,其冷卻效果比水冷差,與水冷相比管子的綜合性能差[10-11],只適合于小口徑不銹鋼管材的固溶熱處理。另外,大口徑薄壁管在輥底式爐窯固溶熱處理時受熱不均及冷卻不合理易造成管體變形,是大口徑薄壁管固溶熱處理工藝的主要難點。
針對不同爐型的固溶熱處理工藝要求,構建了輥底式連續(xù)固溶熱處理爐、臺車式箱式爐+快速下水機構、鋼管夾持旋轉(zhuǎn)裝置+輥底式固溶爐、連續(xù)式保護氣氛光亮退火爐的四種固溶熱處理爐型組成的生產(chǎn)線,滿足各類規(guī)格組距、鋼牌號、工藝溫度的不銹鋼管材的固溶熱處理要求。使管子滿足加熱、保溫、快冷的固溶熱處理工藝基本工藝特性,得到性能合格的奧氏體、奧氏體/鐵素體(α/γ接近50%∶50%的最佳相比例)組織。基于這樣的思路,形成全系列不銹鋼管固溶熱處理的工藝技術,從而滿足多規(guī)格、多品種的不銹鋼管材的基本組織性能要求。
1.2 工藝特點
在通過對四種爐型進行工藝分析的基礎上,主要解決傳統(tǒng)固溶處理過程容易出現(xiàn)的受熱不均、冷卻不合理等問題導致管子內(nèi)部析出相及組織難以調(diào)控的現(xiàn)象,繼而存在無法提升管材品質(zhì)、不便于后續(xù)加工的問題。根據(jù)外徑、壁厚的不同狀態(tài)采取相應熱處理方式的制備技術;針對不同口徑管材研究出不同形式的固溶處理工藝。
1.2.1 輥底式連續(xù)固溶熱處理工藝
對≤Φ150 mm的小口徑管以及≤Φ600 mm、壁厚≤20 mm管子,最高加熱溫度≤1150 ℃,采用輥底式連續(xù)固溶熱處理工藝,上位采用工控電腦+下位采用PLC對溫度、壓力、氣氛檢測、變頻等過程模擬量操控和監(jiān)控,空燃比精確匹配的自反饋燃燒控制技術優(yōu)化,高性能纖維墻體保溫材料的應用,以及上下料、輥道變頻調(diào)控和高效換熱控制技術,使爐內(nèi)氣氛流動性好,溫度場均勻;冷卻段采用五段式上下冷卻水噴簾系統(tǒng),滿足快速冷卻的基礎冷卻工藝要求[12-15],如圖1所示。

圖1 輥底式連續(xù)固溶熱處理爐窯示意圖
1.2.2 保護氣氛不銹鋼管光亮固溶熱處理工藝
對≤Φ60 mm的小口徑管,最高加熱溫度≤1150 ℃,采用保護氣氛(氨分解或純氫、純氮)光亮不銹鋼管固溶熱處理工藝,進出口加有密封室,通過氫與空氣燃燒隔絕空氣進入爐膛,加熱系統(tǒng):燃氣加熱式采用陶瓷輻射管燃燒系統(tǒng),脈沖式空燃比自反饋燃燒控制;電熱式是直接采用高溫電阻絲。采用氮氣保護環(huán)境進行熱處理,避免了在大氣環(huán)境下的固溶熱處理工藝導致不銹鋼管表面氧化及其它元素污染,熱處理關鍵工藝參數(shù)由計算機自動控制,確保熱處理工藝制度的重復性和再現(xiàn)性[16-17]。冷卻采用氣流式冷卻裝置使管子快速降溫,再經(jīng)過緩冷裝置使管子冷卻至≤60 ℃出爐,管子的表面呈無氧化光亮狀態(tài)。
1.2.3 臺車式箱式爐+快速下水機構的固溶熱處理工藝
對≤Φ110 mm,加熱爐溫1080-1280 ℃管的小口徑管;外徑≥Φ200 mm以上,外徑與壁厚之比5-13.3的厚壁管,單位自重大,采用臺車式箱式爐[18-19]及快速下水機構進行固溶熱處理工藝集成,管材快速下水裝置由PLC電腦對伺服系統(tǒng)實現(xiàn)精確控制,與箱式爐電控聯(lián)鎖,形成柔性生產(chǎn)線。利用爐窯PLC接口與爐窯臺車進出料電控聯(lián)鎖,實現(xiàn)高溫管的自動裝填料、快速下水冷卻的閉環(huán)控制。通過縮短從臺車到水池的移動時間,滿足固溶快速下水工藝要求,使高溫管子下水速度控制在30-50 s,還把循環(huán)冷卻水量提高到250 t/h、水溫≤60 ℃,使管子冷卻快速通過敏化區(qū)間,避免晶間腐蝕傾向,如圖2所示。
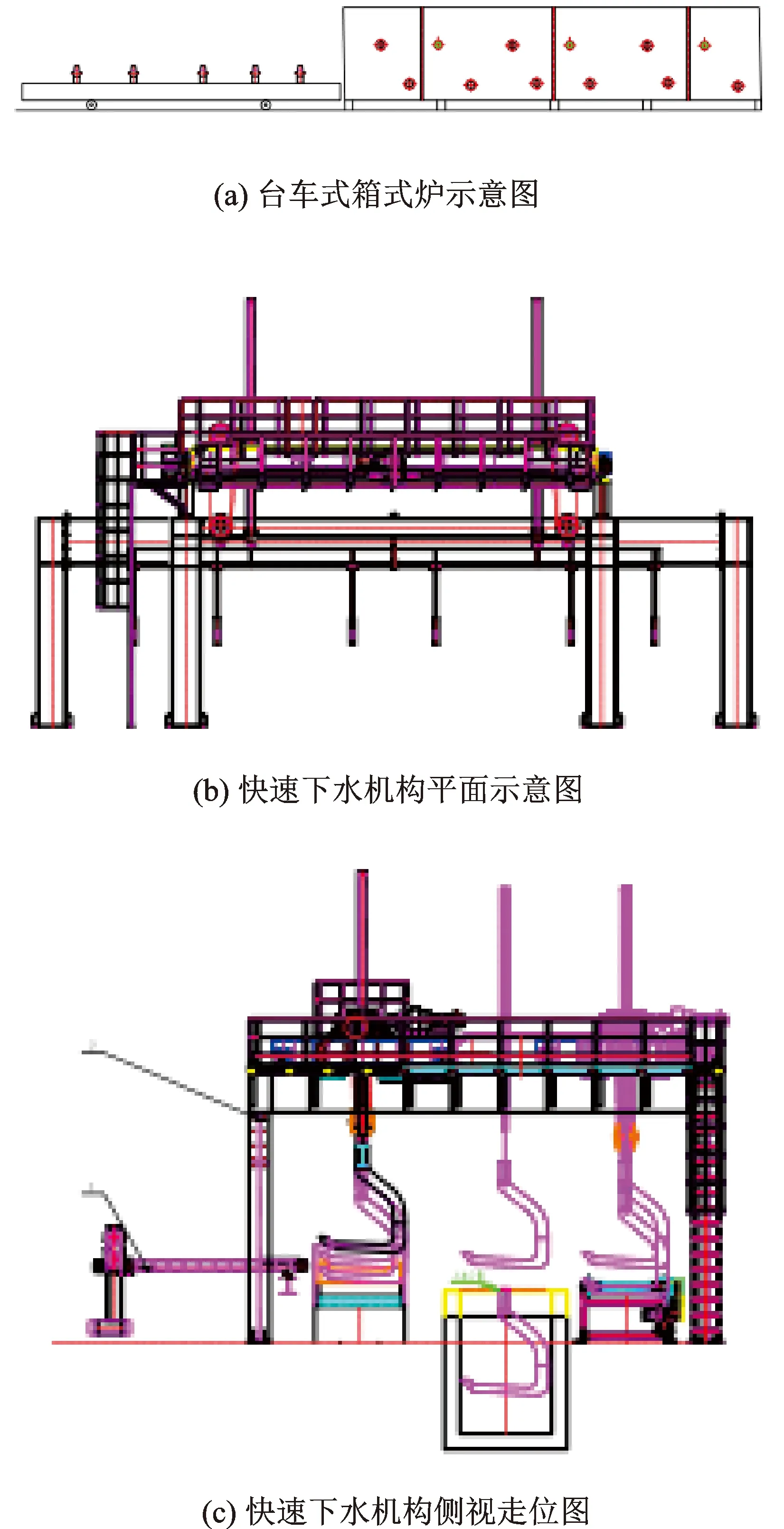
圖2 臺車式箱式爐+快速下水機構
1.2.4 鋼管夾持旋轉(zhuǎn)裝置+天然氣固溶爐的熱處理工藝
因常規(guī)天然氣固溶爐的快速燃燒燒嘴不能完全環(huán)繞圓周的設置,使爐膛內(nèi)溫度場不均勻,導致管體整體受熱時受熱不均勻問題,易造成管子嚴重變形,影響后續(xù)冷拔加工,甚至產(chǎn)生管子報廢。對外徑≥Φ300 mm以上,壁厚≤16 mm,采用天然氣旋轉(zhuǎn)輥道式固溶爐與鋼管夾持旋轉(zhuǎn)裝置,具有進、出料端的夾持管子旋轉(zhuǎn)裝置、輥底式加熱爐、快速冷卻段組及溫控系統(tǒng)組成的薄壁大口徑管固溶熱處理生產(chǎn)線,如圖3所示。滿足管材高速夾持旋轉(zhuǎn)輸送加熱、保溫、過水動作快速固溶熱處理的工藝要求,結合快速冷卻定型處理要求,實現(xiàn)管材開展快速下水及冷卻時間的精準控制,使管子快速冷卻通過敏化區(qū),獲得目標需求最優(yōu)的組織結構狀態(tài),避免晶間腐蝕傾向,獲得大口徑薄壁不銹鋼管所需的最優(yōu)組織及性能。
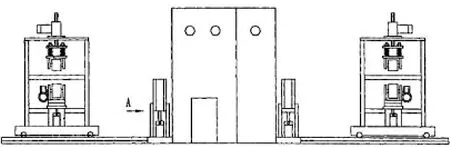
圖3 鋼管夾持旋轉(zhuǎn)裝置+天然氣固溶爐示意圖
以上針對不同規(guī)格、品種的不銹鋼管材的不同工藝裝備及工藝控制應對措施,保證了不同規(guī)格不銹鋼管材均勻的加熱[20-21]、保溫及快速冷卻,保證了無析出相和均勻細小的組織控制,在實現(xiàn)不銹鋼及高鎳合金熱處理裝備及工藝全覆蓋的同時,保證了全系列不銹鋼及高鎳合金綜合性能。
2 工藝實踐
2.1 工藝實踐效果
分別對四種爐型在不同規(guī)格組距、不同品種條件下的固溶熱處理工藝試驗和分析總結,確定了各類規(guī)格組距、品種的批量化生產(chǎn)的基礎工藝參數(shù),建立了基本的固溶熱處理制度及數(shù)據(jù)庫,并按此工藝范圍生產(chǎn)的不銹鋼及高鎳合金管材,管材的理化性能、加工性能等均達到或超過相關標準要求,熱處理一次合格率達到100%,工藝控制穩(wěn)定;與單一熱處理制度工藝相比,其質(zhì)量穩(wěn)定性、一貫性等方面顯著提高,節(jié)能降耗明顯。經(jīng)四種爐型進行固溶熱處理所有批次的力學性能均合格,如圖4所示;晶間腐蝕性能按照GB/T4334-2008《金屬和合金的腐蝕 不銹鋼的晶間腐蝕試驗方法》中的E方法,試樣表面未發(fā)現(xiàn)因晶間腐蝕而產(chǎn)生裂紋。鋼管的晶間腐蝕試驗均合格。
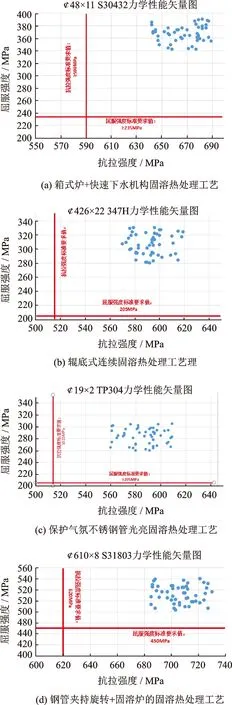
圖4 不同固溶熱處理工藝處理后的部分批次的力學性能
2.2 推廣應用
針對各類規(guī)格組距、鋼牌號、工藝溫度不銹鋼管固溶熱處理的工藝要求,采取多模式熱處理工藝技術、路線與控制措施,達到固溶熱處理加熱、保溫和快冷的基本固溶熱處理制度的要求,以保證獲得奧氏體或奧氏體/鐵素體(α/γ接近50%∶50%的最佳相比例)組織。該組合工藝技術應用以來,批量處理管材性能穩(wěn)定,完全滿足美標、歐標、日標、國標等對不銹鋼管標準要求,固溶后的不銹鋼管組織均為奧氏體或奧氏體/鐵素體,如圖5所示。
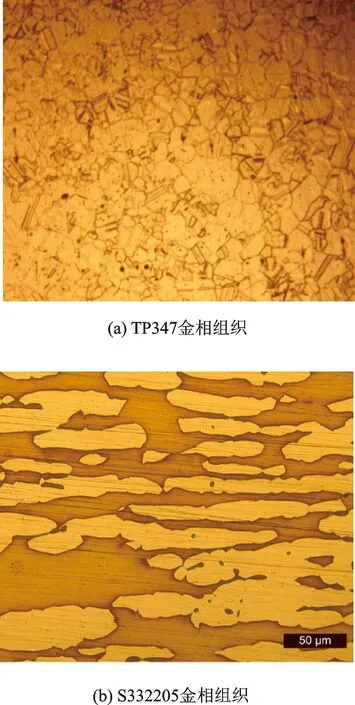
圖5 固溶后的不銹鋼管金相組織
2.3 數(shù)字化控制技術
不銹鋼管固溶熱處理工藝是決定裝備制造業(yè)產(chǎn)品使用壽命和可靠性的關鍵工序,為了提高不銹鋼管固溶熱處理的質(zhì)量和提高控制水平,開發(fā)了固溶熱處理過程中溫度場—冷卻速率計算機控制技術—組織性能[22-24],以上位工業(yè)控制計算機+下位PLC程序控制器為基礎實現(xiàn)爐窯智能化控制,保證了不銹鋼管固溶熱處理的性能、穩(wěn)定性、一致性和重現(xiàn)性;已成為國內(nèi)不銹鋼管企業(yè)打造智能工廠的關鍵環(huán)節(jié)之一。
3 結束語
(1)由輥底式連續(xù)固溶熱處理爐、臺車式箱式爐+快速下水機構、鋼管夾持旋轉(zhuǎn)裝置+輥底式固溶爐、連續(xù)式保護氣氛光亮退火爐組成的不銹鋼管固熱熱處理工藝組成生產(chǎn)線,滿足基本的控制加熱、保溫和冷卻速率的固溶熱處理制度,實現(xiàn)不銹鋼規(guī)格系列固溶熱處理全覆蓋。
(2)生產(chǎn)實踐表明,針對不同規(guī)格組距、品種的全系列不銹鋼管熱處理工藝,滿足了管材的綜合性能要求,節(jié)能降耗明顯,具有推廣應用價值。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00