定尺剪壓緊裝置液壓系統優化設計*
2021-05-19 09:30:30陳知虎
現代冶金 2021年1期
關鍵詞:系統
陳知虎
(南京寶地梅山產城發展有限公司設備分公司, 江蘇 南京 210039)
引 言
隨著軋鋼產量的提高和生產節奏的加快,定尺剪的使用頻率也越來越高,對定尺剪的控制精度也越來越高。定尺剪壓緊裝置的控制系統由于只設計了一個總的節流控制閥,沒有單獨控制每組壓緊裝置液壓缸的節流量,易造成由于壓緊裝置液壓缸使用周期不同、磨損程度不同而造成每組液壓缸不同步的現象,導致壓緊裝置損傷鋼板表面,影響鋼板表面質量。
1 系統簡介
定尺剪裝置在軋鋼廠中應用極為廣泛,其安裝位置一般在雙邊剪之后,其作用是對帶鋼頭、尾進行剪切,以及對鋼板長度進行精確控制。在鋼板剪切前壓緊裝置處于高位,以使鋼板順利進入剪子,在剪切過程中壓腳落下,使鋼板穩定地固定在剪子下方,不受剪切力影響而發生歪斜,壓腳的穩定對鋼板長度精確控制起到關鍵作用。
定尺剪壓緊裝置液壓控制系統配置情況:定尺壓緊裝置共三組,由六個液壓缸進行控制,每兩個液壓缸控制一組壓緊裝置。液壓系統中相應有三組控制閥,每組控制閥由一臺三位四通電液換向閥、一臺液控單向閥和兩臺單向節流閥組成。
工作情況:優化前壓料工作時,系統中583.1三位四通電液換向閥電磁鐵B得電,壓力油通過換向閥P-A通道供到兩壓緊裝置液壓缸上腔(無桿腔),推動液壓缸活塞向下運動,下腔(有桿腔)內的液壓油受活塞擠壓,經單向節流閥、液控單向閥、換向閥B-T通道流回油箱;此時壓緊裝置運動速度由單項節流閥717.1控制。抬升過程與此相反,在此不再單獨介紹。系統原理圖如圖1所示。
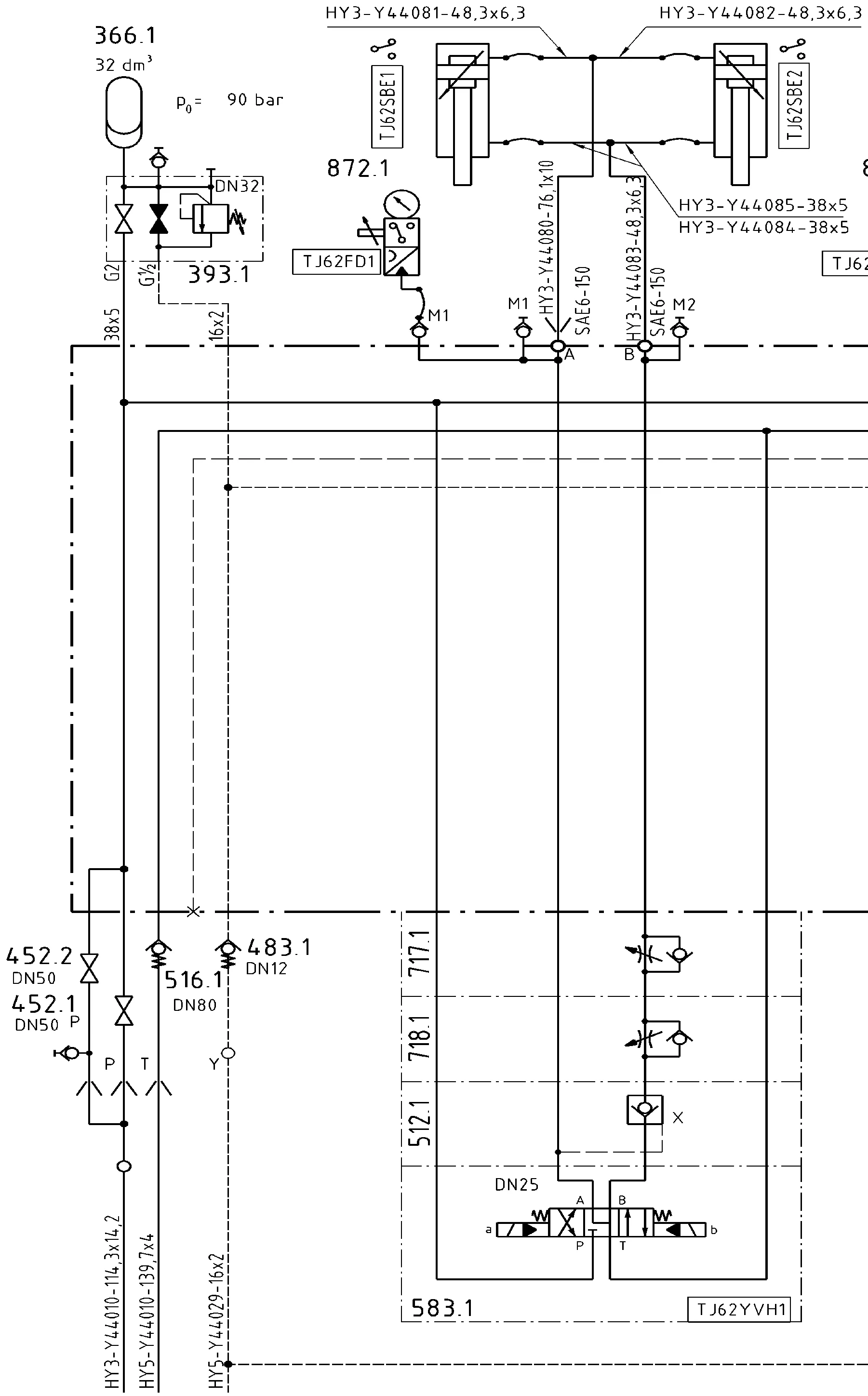
圖1 優化前系統原理圖
2 缺陷原因分析
從庫存鋼板中發現鋼板表面板頭位置寬度方向偶爾有輕微劃痕,影響帶鋼表面質量,通過對劃痕形狀和位置分析可能是定尺剪壓緊裝置本體接觸造成,并且劃痕總是單邊出現。結合現場使用情況分析,影響鋼板表面質量問題主要是由于定尺剪壓緊裝置在剪切使用時,因一組壓緊裝置的兩個液壓缸下降、上升的速度不同,在壓緊裝置接觸鋼板表面的時候一邊先壓到鋼板,一邊還未到位,壓緊裝置繼續下落,壓緊裝置在鋼板表面產生橫向滑動,壓緊裝置本體棱角凸點在鋼板表面滑動,造成鋼板表面劃傷。
經過分析,造成液壓缸不同步的原因主要有幾點:
(1)由于液壓缸的設計生產廠家不同,使得現裝機使用的六個液壓缸中,每一組的兩個液壓缸內部結構都不一樣,例如:導向環材質、密封圈型號等都不一定完全一樣,從而導致每個液壓缸設計時的開啟壓力不同(0.2-0.5 bar),這些設計上的不一致,造成液壓缸運動速度的偏差,致使出廠時同步性就有區別。
(2)因油缸經常出現漏油更換情況,造成每個液壓缸的使用周期不同,油缸導向環、密封圈的磨損程度也不相同,其摩擦力也不一樣,使用中也會造成運動速度偏差。
(3)壓緊裝置由兩個液壓缸控制上、下運動,壓緊裝置的自身重量為385 kg,液壓缸上腔(無桿腔)進油使得活塞向下運動,由于重力作用,啟動壓力較低、摩擦力較低的液壓缸就會先動作。此時由于液壓控制系統中的單向節流閥安裝在主回路中,無法單獨控制某一個液壓缸。這樣就造成了壓緊裝置壓緊時不同步而使得帶鋼表面被劃傷。
(4)壓緊裝置油缸供油管路中節流閥開口度不一致,也會導致壓緊裝置升降不一致。節流閥在檢修過程中頻繁開關,每次開啟關閉后開口度調整不可能完全一致,需要一邊動作一邊對開口度進行調整,極容易造成開口度不一致。
根據上述情況分析,影響定尺剪剪切時鋼板表面劃傷的主要因素為:定尺剪壓緊裝置不同步,原系統控制閥組只能調節每組液壓缸的運動速度,不能控制每個液壓缸的運動速度,因此解決不了壓腳液壓缸的不同步現象。
3 優化方案
根據上述分析得出的結論,需對壓緊裝置液壓系統進行改造,使每個液壓缸能夠單獨控制運動速度。就液壓控制原理講,節流調速回路可以實現運動速度的控制。在此采用了回油節流調速控制,在定尺剪壓緊裝置的每個液壓缸有桿腔(下腔)增加一組單向節流閥,使壓緊裝置系統每個獨立的液壓缸都能實現單獨控制。在進行壓料動作時,液壓缸下腔(有桿腔)內的液壓油流出液壓缸,通過單向節流閥時產生一定的背壓,油液需克服節流閥阻力,才能流出,此阻力應大于液壓缸的開啟壓力與摩擦力的合力,否則就不能起到調節作用。實際使用過程中在調節單向節流閥時,可根據每個油缸實際情況來調整節流閥開啟量,來控制每個油缸的下降速度,使壓緊裝置系統六個油缸動作基本保持同步,這樣就避免了由于壓腳不同步而造成的鋼板表面劃傷。優化后系統原理圖如圖2所示。
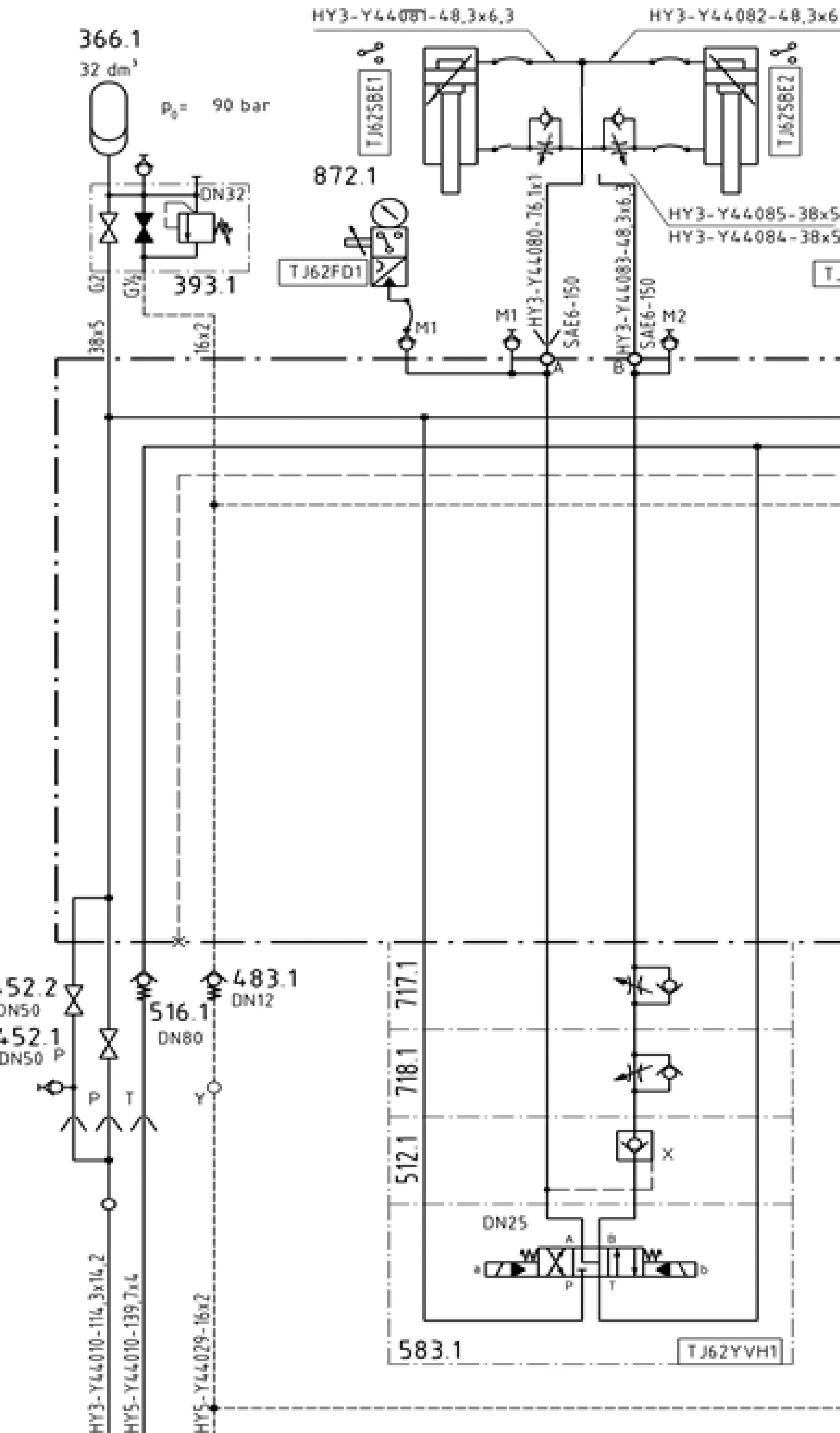
圖2 優化后系統原理圖
4 試車要求
每次檢修更換完新的液壓缸或處理完接頭漏油后,特別是液壓缸下腔的接頭,要空載試車幾次,把管路內進的空氣排出,避免由于缸體進氣引起不同步現象。同時注意觀察壓緊裝置壓腳在下降過程是否同步,如幾次動作后仍不同步,則需對新增節流閥進行調整,使得每組中的油缸達到同步。
5 結束語
通過對定尺剪壓緊裝置液壓系統分析,針對現場鋼板表面質量異議進行徹底研究,對壓緊裝置液壓系統進行了深入剖析,找出了壓緊裝置液壓缸不同步是造成鋼板表面劃傷的主要原因,并對目前現有液壓系統以及機械系統進行改造,對液壓控制系統進行優化,從根本上解決了因壓緊裝置不同步造成的鋼板表面劃傷問題,提高了成品鋼板的表面質量,提升了鋼板直行率,減少了帶出品。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32