注塑機(jī)艙門(mén)散熱器后蓋注射模設(shè)計(jì)
2021-05-20 07:13:04王華金
模具工業(yè) 2021年5期
王華金,封 旭,楊 娟
(1.北海職業(yè)學(xué)院,廣西 北海 536009;2.柳州城市職業(yè)學(xué)院,廣西 柳州 545036;3.百色職業(yè)學(xué)院,廣西 百色 533000)
0 引 言
電器塑件的外殼特點(diǎn)一般是螺釘柱及加強(qiáng)筋較多,其模具設(shè)計(jì)及加工的難點(diǎn)在于澆注系統(tǒng)的合理設(shè)置、成型塑件的自動(dòng)化脫模等。圖1所示為某注塑機(jī)艙門(mén)散熱器后蓋,材料為ABS+PC,塑件內(nèi)壁有較多的螺釘柱及1 mm高的加強(qiáng)筋,中央部位為環(huán)套圈式散熱格柵風(fēng)孔,外壁上有較多的凹槽造型,左端的側(cè)邊有多處側(cè)孔。對(duì)于此類格柵較多的塑件,成型其模具設(shè)計(jì)的難點(diǎn)為:①塑件的加強(qiáng)筋較多,且中心部位格柵為圓環(huán)套圓環(huán),熔體流動(dòng)路徑在格柵區(qū)域方向變化多,熔體前鋒容易冷卻,造成型腔充填困難;②側(cè)邊有2處側(cè)孔需要采用側(cè)抽芯脫模機(jī)構(gòu)脫模;③有多處較深的加強(qiáng)筋,型芯難以從成型塑件中拔出;④內(nèi)壁上有多處倒扣特征,需要設(shè)計(jì)斜推桿機(jī)構(gòu)進(jìn)行側(cè)抽芯脫模。
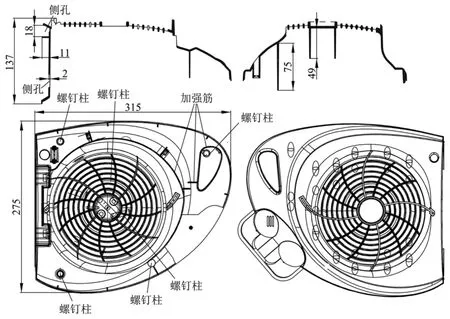
圖1 塑件結(jié)構(gòu)
1 成型方案分析
塑件成型的首要問(wèn)題是型腔的充填,如圖2所示。考慮熔體在待成型塑件中央格柵及內(nèi)壁上深筋處流動(dòng)困難的問(wèn)題,擬在待成型塑件的G1、G2位置開(kāi)設(shè)澆口,以縮短熔體流動(dòng)長(zhǎng)度,采用潛伏式澆口進(jìn)料,以提高熔體流經(jīng)澆口后的流動(dòng)溫度。為保證熔體在流動(dòng)通道上有足夠的波前溫度,G1、G2澆口的普通流道盡可能短,流道的前段采用熱流道噴嘴送料。
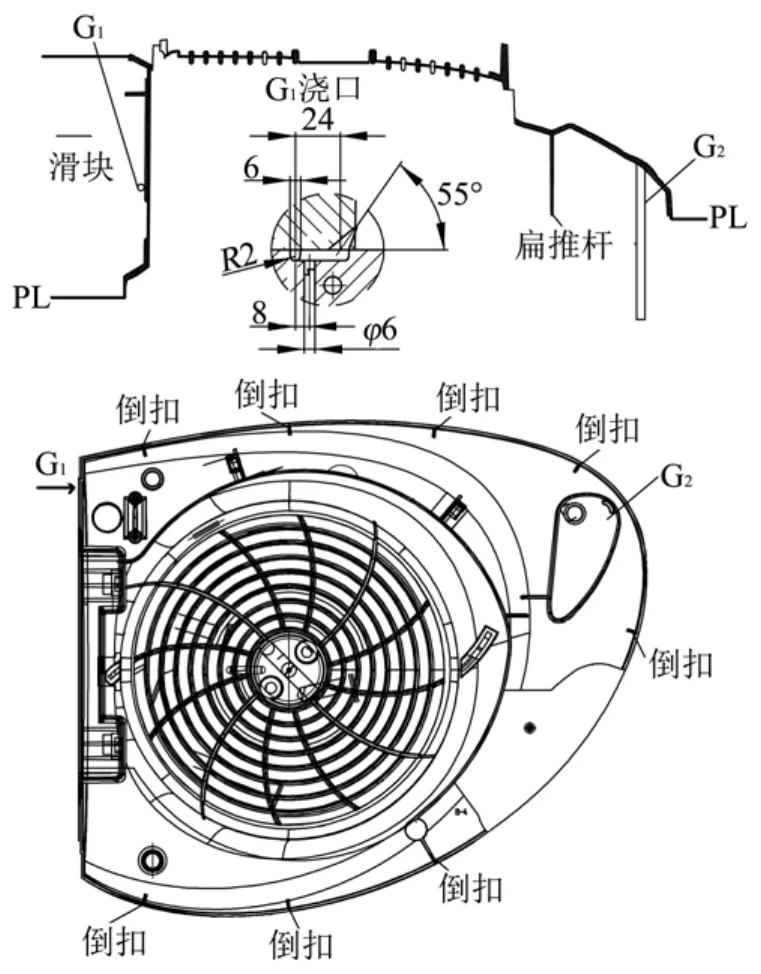
圖2 成型方案
針對(duì)塑件側(cè)邊的孔特征,設(shè)置一個(gè)側(cè)抽芯滑塊實(shí)現(xiàn)此處特征的成型與脫模。針對(duì)塑件多處螺釘柱特征,采用推管推出機(jī)構(gòu)實(shí)現(xiàn)脫模,而對(duì)于深筋特征,采用扁推桿實(shí)現(xiàn)脫模。對(duì)于塑件內(nèi)壁多處倒扣特征,采用斜推桿機(jī)構(gòu)實(shí)現(xiàn)側(cè)抽芯脫模。綜合塑件上述脫模機(jī)構(gòu)及澆注系統(tǒng)的設(shè)置要求,成型塑件的分型面如圖2所示PL處,這樣可通過(guò)兩板模結(jié)構(gòu)實(shí)現(xiàn)塑件的自動(dòng)化注射生產(chǎn),有利于簡(jiǎn)化模具結(jié)構(gòu),降低模具的制造成本。
型腔板采用鑲拼式,如圖3所示,型腔板鑲件采用整體鑲件+難加工位置小鑲件的結(jié)構(gòu)方式,型芯結(jié)構(gòu)設(shè)計(jì)為3個(gè)鑲件嵌套組合的形式,3個(gè)嵌套件分別為型芯鑲件、套邊鑲件和內(nèi)核鑲件。
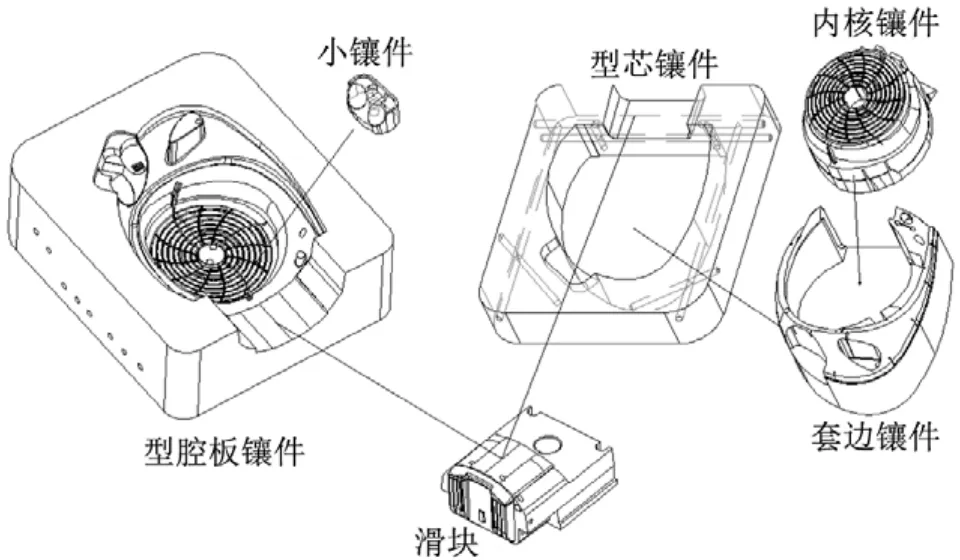
圖3 成型零件設(shè)計(jì)
2 模具結(jié)構(gòu)設(shè)計(jì)
2.1 整體結(jié)構(gòu)及布局
模具整體結(jié)構(gòu)設(shè)計(jì)如圖4所示,采用兩板模1模1腔的布局方式。
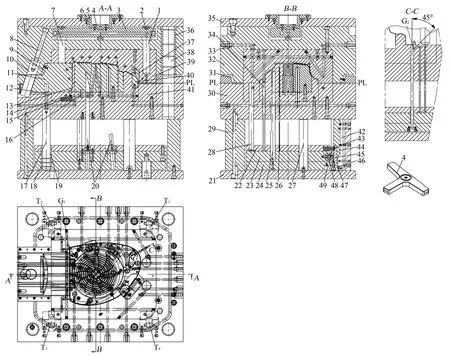
圖4 模具結(jié)構(gòu)
2.2 澆注系統(tǒng)設(shè)計(jì)
澆注系統(tǒng)構(gòu)成如圖4所示,包括2條主流道,第一條為熱流道噴嘴7對(duì)應(yīng)的潛伏式澆口G1,開(kāi)設(shè)于型腔一側(cè),第二條為熱流道噴嘴1對(duì)應(yīng)的潛伏式澆口G2,開(kāi)設(shè)于型芯一側(cè)。2條澆注通道都通過(guò)澆口套5對(duì)應(yīng)的主澆道進(jìn)料,由熱流道板3上所構(gòu)建的熱流道通道進(jìn)行熔體加熱和輸送。
2.3 冷卻系統(tǒng)設(shè)計(jì)
塑件體積大,熔融塑料多,為保證成型周期,需要對(duì)模具零件進(jìn)行冷卻,特別是格柵處的冷卻,需要保證冷卻的均衡性以避免因冷卻收縮不均而產(chǎn)生變形,故型腔一側(cè)的成型零件設(shè)置了11條冷卻水道,型芯一側(cè)設(shè)計(jì)10條冷卻水道。
2.4 側(cè)抽芯機(jī)構(gòu)
針對(duì)塑件側(cè)面兩孔的脫模,設(shè)計(jì)了一個(gè)斜導(dǎo)柱滑塊機(jī)構(gòu),機(jī)構(gòu)組件包括件8~件14,斜導(dǎo)柱10采用螺釘緊固,滑塊11為整體式,滑塊11的定位由彈簧14推動(dòng)滑塊11緊靠限位螺釘12實(shí)現(xiàn)。模具在PL面打開(kāi)時(shí),斜導(dǎo)柱10驅(qū)動(dòng)滑塊11向外抽芯,在彈簧14的輔助驅(qū)動(dòng)下,完成塑件側(cè)孔的側(cè)抽芯脫模,模具完全打開(kāi)后,彈簧14推動(dòng)滑塊11停留在限位螺釘12限定的位置,等待斜導(dǎo)柱10的再次進(jìn)入驅(qū)動(dòng)滑塊11復(fù)位。
2.5 推出脫模機(jī)構(gòu)
塑件的推出分二次進(jìn)行,加強(qiáng)筋的推出元件扁推桿25為第1次推出,下推板24為第1次推出板,推桿34、26等為第2次推出,件22、23組合為第2次推出板,。第1、2次推出板的閉合和分離通過(guò)4個(gè)結(jié)構(gòu)相同位置不同的翹板式控制機(jī)構(gòu)進(jìn)行控制,4個(gè)機(jī)構(gòu)分別為T(mén)1~T4。以機(jī)構(gòu)T1為例,其構(gòu)成包括件42~件49,導(dǎo)向條44通過(guò)導(dǎo)向板42組合在一起后安裝在模具的墊塊29的側(cè)壁,對(duì)導(dǎo)向銷47進(jìn)行導(dǎo)向,導(dǎo)向銷47安裝于鎖鉤46右端,鎖鉤46安裝于翹板45的下端,翹板45的上端由彈簧43進(jìn)行驅(qū)動(dòng),翹板45通過(guò)轉(zhuǎn)動(dòng)銷安裝在支撐柱48上,支撐柱48通過(guò)螺釘緊固安裝在上推板23上,鎖鉤耐磨板49安裝于下推板24的底面。導(dǎo)向條44上設(shè)有控制導(dǎo)向銷47運(yùn)動(dòng)軌跡的導(dǎo)向槽。
機(jī)構(gòu)工作原理:當(dāng)注塑機(jī)頂桿推動(dòng)第2次推出組件推出時(shí),由于T1~T4的鎖緊,將帶著第1次推出組件一起向上推出,待推出一定距離后,在導(dǎo)向條44上的導(dǎo)向槽控制下,導(dǎo)向槽迫使導(dǎo)向銷47驅(qū)動(dòng)翹板45及鎖鉤46繞安裝圓柱銷轉(zhuǎn)動(dòng),同時(shí)翹板45壓縮其上端的彈簧43,從而鎖鉤46與鎖鉤耐磨板49脫離,第1次推出板和第2次推出板之間分離,第1次推出板不能繼續(xù)上行,注塑機(jī)頂桿推動(dòng)第2次推出組件推出,直到塑件完全從型芯鑲件40上脫離,模具零件復(fù)位過(guò)程完全相反。
3 模具工作過(guò)程
模具工作過(guò)程:注塑機(jī)完成型腔的注射后,經(jīng)保壓、冷卻,模具動(dòng)模在注塑機(jī)頂桿的帶動(dòng)下后退,模具在PL面打開(kāi),斜導(dǎo)柱10驅(qū)動(dòng)滑塊11完成側(cè)抽芯脫模,模具完全打開(kāi)后,注塑機(jī)頂桿推動(dòng)第1、2次推出組件完成塑件的第1、2次脫模。
4 結(jié)束語(yǔ)
結(jié)合注塑機(jī)艙門(mén)散熱器后蓋注射模設(shè)計(jì)存在的難點(diǎn)問(wèn)題,設(shè)計(jì)了1模1腔兩板注射模。針對(duì)塑件的環(huán)形格柵特征充填困難的問(wèn)題,采用熱流道+普通流道進(jìn)行熔融塑料的充填,采用潛伏式澆口提高熔體前沿流動(dòng)溫度,以解決型腔充填困難的問(wèn)題。針對(duì)成型塑件脫模問(wèn)題,設(shè)計(jì)了簡(jiǎn)化式斜導(dǎo)柱驅(qū)動(dòng)側(cè)滑塊對(duì)塑件的側(cè)孔實(shí)現(xiàn)抽芯脫模,采用二次推出的方法,解決了塑件深筋位及螺釘柱特征脫模困難的問(wèn)題,實(shí)現(xiàn)了待成型塑件的自動(dòng)注射生產(chǎn)。二次推出機(jī)構(gòu)中,設(shè)計(jì)了一種導(dǎo)槽控制式翹板鎖閉機(jī)構(gòu)控制二次推出組件的閉合和分離。模具簡(jiǎn)化了成型零件的結(jié)構(gòu)設(shè)計(jì),簡(jiǎn)單實(shí)用,動(dòng)作可靠,可為同類塑件的注射成型提供參考。
