切削加工油霧散發特性及影響因素研究*
2021-05-21 03:34:32李啟東姚鐘瑾薛文彬
潤滑與密封 2021年5期
關鍵詞:實驗
李啟東 王 非,2 黃 晨 姚鐘瑾 薛文彬
(1.上海理工大學環境與建筑學院 上海 200093;2.同濟大學機械與能源工程學院 上海 200092;3.上海理工大學公共實驗中心 上海 200093)
機械加工過程中廣泛使用金屬切削液,其作用主要有:對切削刀具進行潤滑,對切削過程中產生的高溫進行冷卻,沖洗切削產生的金屬碎屑[1]。金屬切削液主要分為礦物油、乳化液、合成油和半合成油等[2]。金屬切削液在使用過程中會產生大量油霧顆粒,油霧的形成機制主要有3種[3]:(1)金屬切削液經過旋轉的刀具或工件時,會被離心力作用霧化成細小的油霧顆粒;(2)金屬切削液與刀具的相對速度較大,因撞擊產生了細小的油霧顆粒;(3)加工產生的熱量使金屬切削液蒸發成蒸汽,然后與空氣中的水蒸汽、粉塵、VOC等共同冷凝形成油霧顆粒。
油霧顆粒可以通過空氣擴散,現場操作人員吸入油霧顆粒可能會導致呼吸系統疾病和肺癌的產生,接觸油霧顆粒可能會導致皮膚病的產生[4-5]。2001年美國政府工業衛生學家會議(ACGIH)提出了礦物油霧暴露的限值(TLV)為0.2 mg/m3;職業安全與健康研究所(NIOSH)[6]的允許濃度為0.5 mg/m3(PC-TWA時間加權平均值)。而我國目前還沒有針對室內工業油霧顆粒濃度的標準。然而,暴露在濃度低于0.2 mg/m3的油霧顆粒下時,工人發生哮喘、慢性支氣管炎、慢性鼻炎和眼睛刺激的概率仍然較高[7]。因此控制機械加工車間中的油霧顆粒濃度十分重要,而獲得油霧顆粒的散發率及粒徑分布是這項工作的重要基礎。

DASCH等[11-13]研究了金屬切削液的黏度、種類、稀釋比、揮發性、流體流速和刀具類型、刀具直徑、刀具轉速以及切削和進給深度等的影響,指出金屬切削液產生油霧顆粒的因素中,從大到小的影響順序是刀具轉速、切削液特性(黏度、類型、稀釋比、揮發性和流體速度)和切削條件。
CHEN等[3,14]、王非等人[15]、MICHALEK等[16]采用數學模型的方法對離心力機制作用下的油霧顆粒散發進行了研究,表明基于模型的研究可以預測離心力機制下的油霧顆粒的粒徑分布和粒徑大小。
綜上所述,現有的研究可分為3類。(1)對加工中有大量油霧顆粒物的工廠進行現場實測研究。但該研究結果并不能直接得到油霧顆粒源散發的強度。(2)影響油霧顆粒形成的因素研究,該類研究是在實驗室進行的,重點是比較影響油霧顆粒形成的不同因素。這些研究只測了油霧顆粒的濃度,仍然無法得到油霧顆粒的散發率。(3)油霧顆粒形成的數學模型研究。基于模型的研究主要集中在離心力機制的作用上,用來預測油霧顆粒的粒徑分布和粒徑大小及油霧顆粒的散發率。雖然建立數學模型的方法能夠得到油霧顆粒的散發率,但建立數學模型的方法主要是研究中值粒徑為100 μm左右的顆粒,對于可吸入粒徑段精度不夠。
油霧顆粒散發率和粒徑分布是預測工廠空氣質量的重要參數。然而,很少有研究機械加工過程中油霧顆粒總散發率和各粒徑散發率的相關報道。因此,本文作者通過對2種不同物性的礦物油切削液在不同切削轉速下的散發特性實驗,得到了各個顆粒的散發率及粒徑分布,為機械加工廠房的油霧顆粒濃度控制提供理論依據。
1 實驗材料與方法
1.1 實驗材料和裝置
選取2種不同物性的礦物潤滑油作為切削液,使用加工中常用的冷卻模式。由于冷卻模式下,離心力作用是油霧顆粒產生的最主要機制[17-19],因此在實驗過程中沒有進行實際的金屬切削。
為了獲得機床運轉時各個粒徑油霧顆粒的散發率,采用質量平衡的實驗原理進行散發率的測量。實驗裝置如圖1所示。
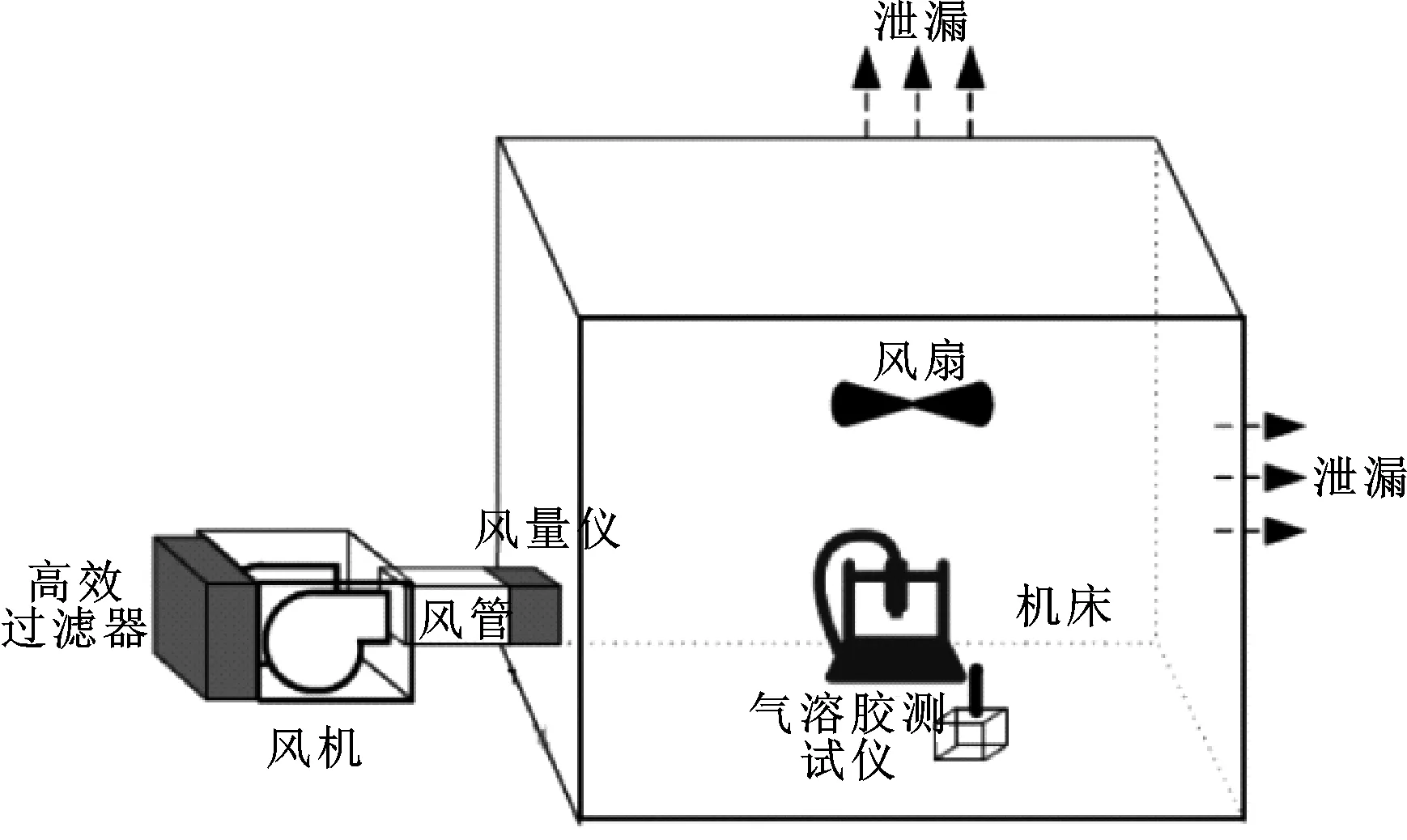
圖1 環境艙測試原理
切削數控機床(2033VMC)被置于環境艙中,數控機床運行時向環境倉中散發由切削液霧化形成的油霧顆粒。環境艙外部連接一套由風機和高效過濾器組成的空氣凈化裝置,該裝置由風管連接至環境艙,風管安裝孔板式風量儀(DG-700),用于測量潔凈空氣的輸入量。排風由縫隙排出環境艙,形成環境艙對外的正壓,這樣避免了環境艙外部的顆粒由縫隙滲入,影響實驗結果。環境艙內不同位置安裝多個攪拌風扇,使油霧顆粒與空氣完全混合。使用氣溶膠檢測儀(Grimm 1.108)測試環境艙內各個粒徑油霧顆粒濃度。現場實測照片如圖 2所示。

圖2 現場實測圖
根據質量平衡的原理,可以根據氣溶膠測試儀(Grimm 1.108)測得的各個粒徑的油霧顆粒濃度,結合潔凈空氣的輸入量來計算機床運行產生的各個粒徑的氣溶膠的散發率。
1.2 實驗步驟
實驗步驟:開啟風機至最大風量(2 800 m3/h),以快速降低房間顆粒物濃度。實時監測氣溶膠測試儀顯示的氣溶膠濃度,直至環境艙內顆粒物濃度不再降低,維持30 min,記錄此時艙內各個粒徑的顆粒物濃度,作為本底環境濃度Cia;調節風量控制器,以保證室內對室外形成不小于3 Pa的正壓,記錄此時的風量q(實驗中此時送風量為1 620 m3/h);運行機床,開始散發油霧顆粒,監測氣溶膠測試儀顯示的油霧顆粒濃度,直至環境艙內顆粒物濃度穩定后,記錄各粒徑的顆粒物濃度Ci。10 min后停止機床進行下一個工況測試。
1.3 數據處理
根據質量平衡原理,油霧顆粒散發率可以根據送風量、本底濃度、穩定濃度計算得到。計算公式為
Ei=(Ci-Cia)×q
(1)
式中:Ei為機床散發的第i種粒徑的顆粒物質量(mg/h);Ci為第i種粒徑的穩定濃度(mg/m3);Cia為第i種粒徑的本底濃度(mg/m3);q為送風量(m3/h)。
按式(2)(3)計算油霧顆粒的質量平均直徑(DMM)和索特平均直徑(DSM)。
質量平均粒徑DMM:
(2)
索特平均直徑DSM:
(3)
式中:Di為第i個粒徑;ni為第i個粒徑下的顆粒物個數。
索特平均直徑(DSM)是在霧化中常用性能評價指標,它的意義是與實際的顆粒具有相同表面積的球體的直徑。
1.4 金屬切削液物性參數
機械加工中使用的金屬切削液種類較多,其中礦物油的使用較為廣泛,文中實驗選取了2種不同物性的礦物油進行實驗,分別編號為EO1、EO2。
文中采用ISO 3675[20]方法、ASTM D2983[21]方法測試2種礦物油切削液的密度和運動黏度。測試結果如表1所示。
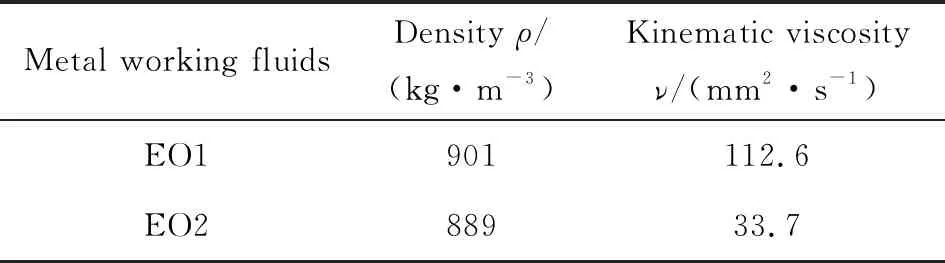
表1 2種加工液物性參數
1.5 實驗工況
根據WANG等[17]的研究,在機械過程中,不同刀具直徑和轉速對油霧顆粒的散發率和散發特性影響較大。因此,文中實驗采用的刀具直徑為25 mm,并選取機械加工中較為常用轉速區間1 000~5 000 r/min,對應的刀具表面線速度為1.31~6.54 m/s。在切削液EO1、EO2流量為400 mL/h的條件下,分別進行1 000、2 000、3 000、4 000、5 000 r/min 5種轉速下的切削實驗。
2 結果與討論
2.1 散發率
實驗得到的2種金屬切削液在主軸轉速為1 000~5 000 r/min時的油霧顆粒總散發率如圖 3所示。
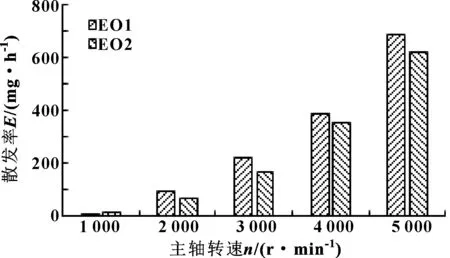
圖3 不同轉速下2種切削液的總散發率
由圖3可知,EO1切削液的油霧顆粒總散發率在6.53~684.07 mg/h之間,EO2切削液的油霧顆粒總散發率在14.85~620.96 mg/h之間;隨主軸轉速升高,油霧散發率增加,主軸轉速越高,油霧散發率越高。原因是主軸轉速越高,刀具表面具有更高的線速度,導致刀具邊緣的離心力增加,切削液更易被通過離心作用形成油霧顆粒,致使散發率增大。
2種切削液在不同轉速下的各粒徑的散發率大小如圖4所示。
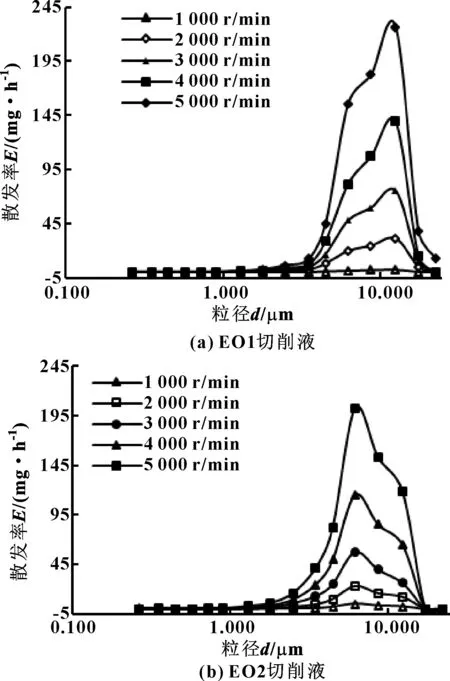
圖4 不同轉速下2種切削液各粒徑的散發率
由圖4可知,主軸轉速越高,各粒徑的散發率越大。EO1切削液加工時產生的油霧顆粒的粒徑分布在0.265~22.5 μm之間,其中12.5 μm的油霧顆粒散發率最大。主軸轉速在1 000~5 000 r/min之間時,12.5 μm的油霧顆粒散發率范圍為2.60~226.27 mg/h。EO2切削液加工時產生的油霧顆粒粒徑分布在0.265~22.5 μm之間,其中6.25 μm的油霧顆粒散發率最大。主軸轉速在1 000~5 000 r/min之間時,6.25 μm的油霧顆粒散發率范圍為4.93~202.76 mg/h。
2.2 粒徑分布
2種切削液在1 000~5 000 r/min主軸轉速下各粒徑的占比如圖5所示。
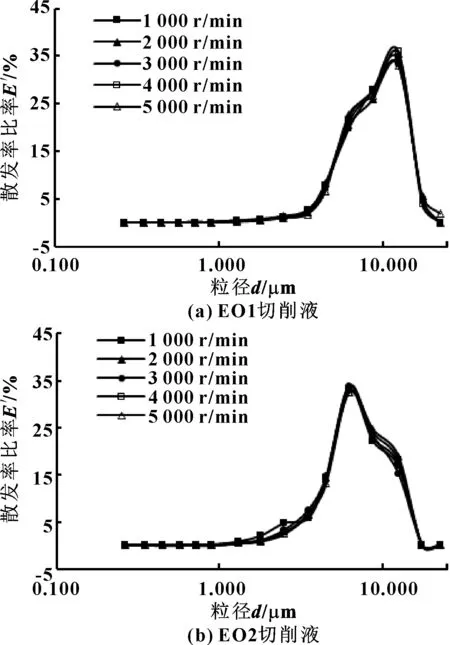
圖5 不同轉速下2種切削液各粒徑的占比
從圖5可以看出,在不同主軸轉速下,各粒徑占比非常接近。可見各粒徑占比與主軸轉速相關性不大。
對于不同種類的切削液,油霧顆粒的粒徑分布有較大區別,其中EO1切削液在0.265~3.5 μm之間的油霧顆粒占比接近于0,最大散發率占比對應的油霧顆粒粒徑段為8.75~12.5 μm,為33.08%;EO2切削液在0.265~1.8 μm之間的油霧顆粒占比接近于0,最大散發率占比對應的油霧顆粒粒徑段為4.5~6.25 μm,為32.65%。可見,當切削液黏度越大時,通過離心作用產生的油霧顆粒粒徑越大。
圖6顯示了2種切削液的總散發率與主軸轉速的關系。
從圖6可以看出,隨著主軸轉速增加,總散發率也增加。當主軸轉速從1 000 r/min增加到5 000 r/min時,EO1切削液總散發率從6.53 mg/h增加到684.07 mg/h,EO2切削液散發率從14.85 mg/h增加到620.96 mg/h。分別通過最小二乘法進行了線性擬合和二次多項式擬合,結果顯示二次多項式相關系數大于0.99,剩余標準差遠小于線性方程。因此,文中采用二次多項式擬合,得到散發率與主軸轉速呈二次函數關系,擬合曲線如圖6所示。并對擬合函數進行了誤差分析,得出剩余標準差分別為29.51和11.77。具體的關系式及相關系數詳見表3。
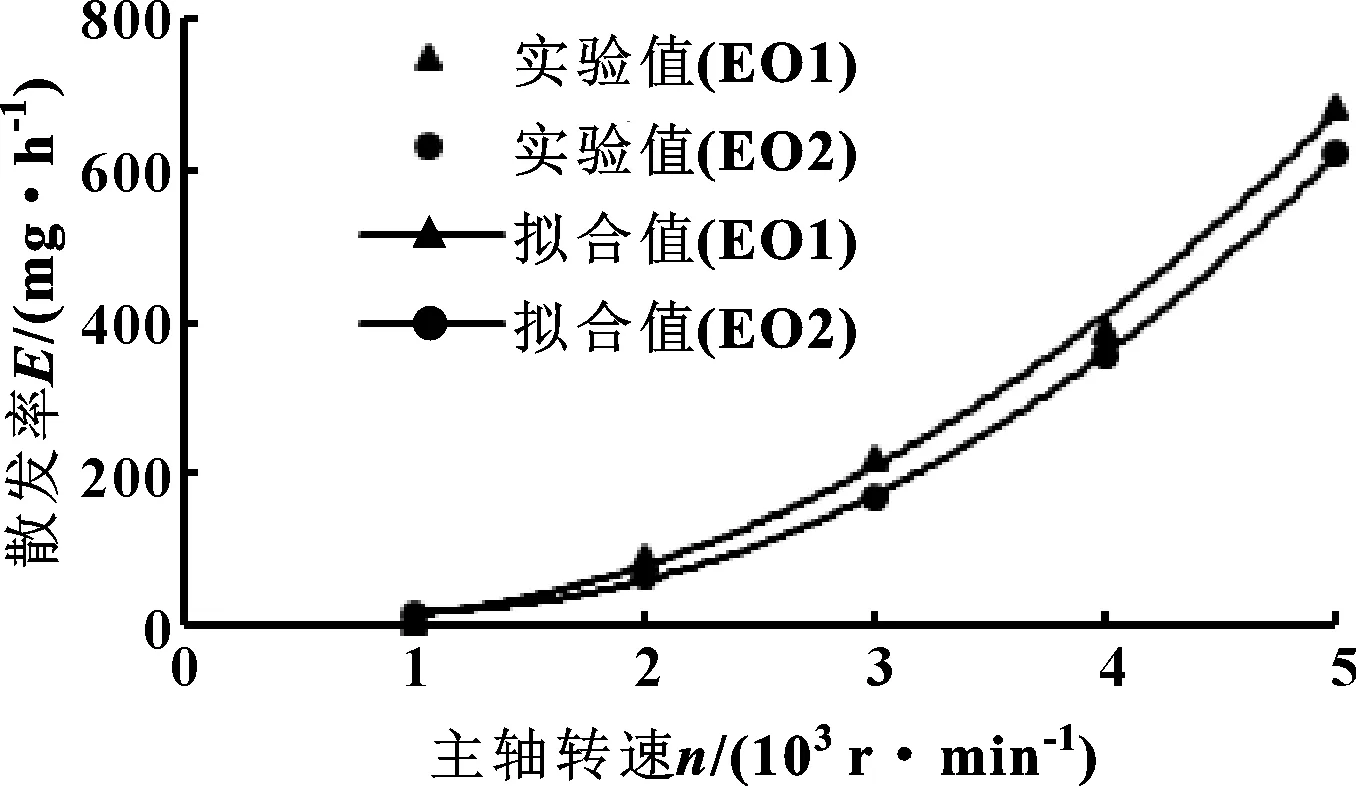
圖6 總散發率與轉速的關系
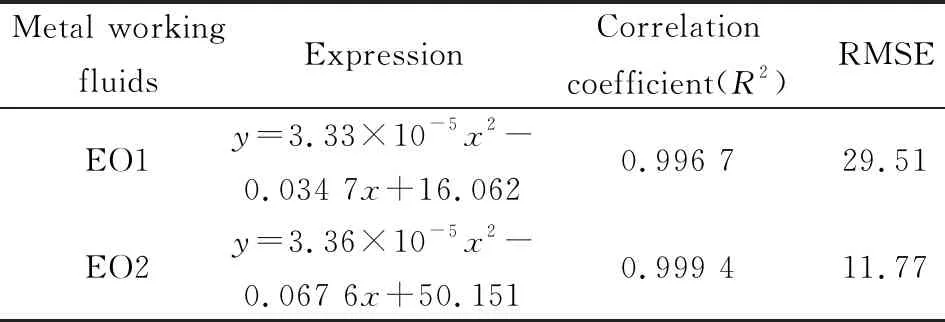
表3 總散發率與轉速關系式
2.3 平均粒徑
使用公式(2)、公式(3),可以計算出DMM和DSM。2種切削液的DMM和DSM隨主軸轉速的關系如圖7和圖8所示。
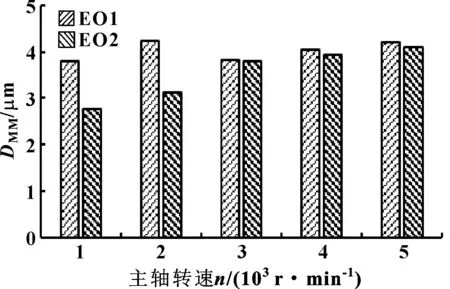
圖7 DMM與主軸轉速的關系

圖8 DSM與主軸轉速的關系
如圖7、8所示,在主軸轉速1 000~5 000 r/min下,EO1切削液的DMM在3.81~4.24 μm之間,DSM在7.35~10.12 μm之間;EO2切削液的DMM在2.78~4.09之間,DSM在5.28~6.19 μm之間。可見,不同轉速下種切削液的DMM和DSM的波動較小,并沒有隨著轉速的升高單調的上升或者下降。從粒徑分布圖5來看,轉速對油霧顆粒粒徑分布的影響較小,因此從理論上分析DMM和DSM也不會隨主軸轉速產生很大的變化,圖7和圖8也同樣說明了這一點。
表4顯示了2種切削液顆粒散發的平均DMM和DSM。

表4 平均粒徑數值
從表4可知,不同的切削液產生的油霧顆粒的DMM和DSM也不相同。EO1切削液的DMM為3.88 μm。大于EO2切削液的3.54 μm。EO1切削液的DSM為7.56 μm,大于EO2切削液的5.86 μm。綜上所述,黏度較高的液體會形成較大的霧滴,主要是因為黏度較高的液體分子之間的作用力較大,霧化時更容易形成較大的油霧顆粒。
3 結論
(1)刀具直徑為25 mm,刀具表面的線速度為1.31~6.54 m/s時,使用運動黏度為112.6 mm2/s的礦物油切削液加工時其油霧顆粒散發率在6.53~684.07 mg/h之間;使用運動黏度為33.7 mm2/s的礦物油切削液加工時其油霧顆粒散發率在14.85~620.96 mg/h之間。黏度越大的切削液在機械加工時其油霧顆粒總散發率越大。
(2)機械加工過程中,產生的油霧顆粒主要分布在0.265~22.5 μm之間。其中黏度為112.6 mm2/s的礦物油切削液的12.5 μm油霧顆粒散發率最大,運動黏度為33.7 mm2/s的礦物油切削液的6.25 μm油霧顆粒散發率最大。可見,黏度越大的切削液產生的油霧顆粒粒徑也越大,并且DMM和DSM的值也越大。
(3)主軸轉速在1 000~5 000 r/min之間變化時,油霧顆粒的粒徑分布、各粒徑占比、DMM和DSM無明顯變化。
(4)由離心作用產生的油霧顆粒總散發率與主軸轉速呈二次方關系;主軸轉速越大各個粒徑的油霧顆粒散發率越大。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
