雙相不銹鋼換熱板片回彈變形模擬與實驗研究
2021-05-23 05:01:23李官耿國鋒何海瀾
河北科技大學學報 2021年2期
李官 耿國鋒 何海瀾
摘 要:針對雙相不銹鋼板片顯著回彈變形使得其在可拆卸板式熱交換器行業中的開發變得非常困難的問題,采用顯/隱式相結合的方法對高強度雙相不銹鋼FDX27板片進行沖壓成形回彈預測。首先,采用顯式求解法對板料進行沖壓成形分析;其次,移除上下模具后采用隱式求解法對板料的回彈變形進行預測,通過數值模擬對比分析不同模具圓角半徑和摩擦系數對FDX27板片回彈變形高度的影響規律,同時選取3種不同材料板片進行對比分析;最后,設計不同的產品工藝試驗對回彈數值模擬結果進行驗證。結果表明,模具圓角半徑對板片回彈變形高度效果影響不顯著,而摩擦系數的影響效果顯著;材料強度性能和硬化指數N值對板片回彈變形高度的影響效果均很顯著;驗證結果顯示兩者具有很好的一致性,證明了回彈數值分析方法是可靠的。研究結果對推動新材料在可拆卸板式熱交換器行業中的開發應用具有實際意義。
關鍵詞:彈塑性力學;雙相不銹鋼;板式熱交換器;摩擦系數;材料強度性能
中圖分類號:TG249.2 文獻標識碼:A
doi:10.7535/hbkd.2021yx02009
Simulation and experimental study on springback deformation of
duplex stainless steel heat exchanger sheet
LI Guan1,GENG Guofeng2,3,HE Hailan1
(1.Shanghai Heat Transfer Equipment Company Limited,Shanghai 201508,China; 2.School of Material Science and Engineering,Hebei University of Science and Technology,Shijiazhuang,Hebei050018,China; 3.Hebei Key Laboratory of Material Near-net Forming Technology,Shijiazhuang,Hebei 050018,China)
Abstract:
The significant springback deformation of metal sheet makes the development of plate and frame heat exchanger extremely difficult for duplex stainless steel.In this paper,a coupled explicit to implicit finite element methods was adopted to predict springback deformation in forming processes of metal sheet for high strength duplex stainless steel FDX27 sheet.Firstly,the explicit method was utilized to analyze the contact-based forming operation of a production stamping process.Then,an implicit method was performed to simulate the springback deformation after the forming die was removed.By using numerical simulation method,the effects of different mold radius and friction coefficients on springback deformation of FDX27 sheet were analyzed.Meanwhile,the effect of material strength property on springback deformation was studied by choosing three different sheets.Finally,different product experiments were performed to verify the accuracy of springback simulation results.The results show that the die fillet radius is not sensitive to the springback deformation height,but affects the friction coefficients remarkably.The material strength properties and hardening index N have a significant effect on the springback demormation height.The experimental results are in good agreement with the simulation results,which shows that the springback numerical analysis method is reliable and the present work provide an instruction when new material was applied on heat exchanger R&D field.
Keywords:
elastic-plastic mechanics;duplex stainless steel;plate and frame heat exchanger;friction coefficient;material strength properties
可拆卸板式熱交換器是由一系列具有一定波紋結構的金屬板片、密封墊片和固定框架組成的一種高效熱交換器,具有結構緊湊、換熱效率高、制造成本低、易于拆裝清洗等優點,廣泛用于化工、醫藥、食品、電力、機械、供暖、船舶、冶金、核電等行業[1]。
過去,用于制造可拆卸板式熱交換器板片的常用材料主要有奧氏體不銹鋼、超級奧氏體不銹鋼、鈦及鈦合金、鎳及鎳基合金、銅及銅合金等。上述材料因強度相對較低,限制了其在較高壓力工況下的推廣應用。
近年來,隨著供暖、機械、化工等行業新工藝的發展,對板式熱交換器承壓能力的要求越來越高,常規可拆卸板式熱交換器的設計壓力不高于3.0 MPa,已不能滿足需求[2]。因此,開發具有更高承壓能力的可拆卸板式熱交換器成為行業內普遍關注的焦點。RAMIN等[3]通過實驗和數值模擬研究,成功開發了2205雙相不銹鋼可拆卸板式換熱器板片。ANDERS等[4]通過CAE優化結構分析,成功實現了FDX27雙相不銹鋼可拆卸板式換熱器板片的沖壓成形。ANDERS等[5]通過數值模擬結合壓力實驗研究,驗證了FDX27雙相不銹鋼高壓力可拆卸板式換熱器板片優良的抗變形能力,實現了設計壓力為3.6 MPa的可拆卸板式換熱器的制造。然而,對于雙相不銹鋼板片的開發,材料強度越高,成形后回彈變形越大,產品的定型性越差,對后續沖裁、組裝等工藝影響越大,甚至降低產品最終的密封性能。
眾所周知,回彈變形是板料沖壓成形中存在的普遍現象,特別是在彎曲和淺拉深問題中回彈現象尤為嚴重,直接影響沖壓工件幾何尺寸的精度和產品的最終形狀[6-12]。沖壓件的回彈變形是整個沖壓成形歷史的累積效應,其與成形過程中的模具幾何形狀、材料性能、壓邊力、接觸摩擦狀態、沖壓速度等諸多因素相關,使得板料回彈預測的精度很難保證。因此,對于回彈的數值模擬預測和實驗研究,一直是工業界和學術界諸多學者長期研究的重要課題。在過去的幾十年里,盡管板料成形數值模擬技術得到了飛速發展,能較為準確地預測起皺、破裂等缺陷(≥90%),但在回彈分析方面,其預測精度仍很低(≤75%),有待進一步研究[13-14]。
目前,模擬板料成形回彈的有限元算法有:顯式算法、隱式算法和顯/隱式相結合的方法。WANG [15]在板料回彈預測、測量可靠性及補償技術研究現狀中指出,顯/隱式相結合的方法是處理板料成形回彈問題的有效方法。陳喜娣等[16]采用顯/隱式算法,對多點成形中的圓柱面、球面及馬鞍面彎曲回彈進行有限元模擬,研究了板厚、變形量和曲率半徑對回彈量的影響。LI等[17]利用 DYNAFORM軟件,采用顯/隱式算法,分析了材料參數(各向異性系數R,硬化指數N)、凸模圓角半徑、摩擦系數、模具間隙和壓邊力對板料回彈量的影響。SAMUEL[18]通過實驗和數值模擬研究摩擦系數、硬化指數N等因素對U型拉深件回彈的影響,得出提高摩擦系數、增加硬化指數N能有效減小U型拉伸件的回彈變形。
本文以高強度雙相不銹鋼FDX27板片為主要研究對象,研究不同模具圓角半徑對回彈變形的影響規律;對比分析潤滑工藝實驗和數值模擬計算結果,研究摩擦狀態對板料回彈變形的影響規律,同時驗證了數值分析方法的可靠性,并對3種不同板料進行了數值模擬和實驗研究,對比分析了材料性能與回彈變形的相互關系。
1 有限元分析模型與實驗方案
選取產品型號為D3A的板片,采用仿真模擬軟件Dynaform對墊片式板式熱交換器板片進行有限元數值模擬。模擬分2步進行,第1步,
采用動力顯示算法對板料進行沖壓成形模擬;第2步,導入成形板片,使用靜力隱式算法對已成形板片進行回彈數值模擬。
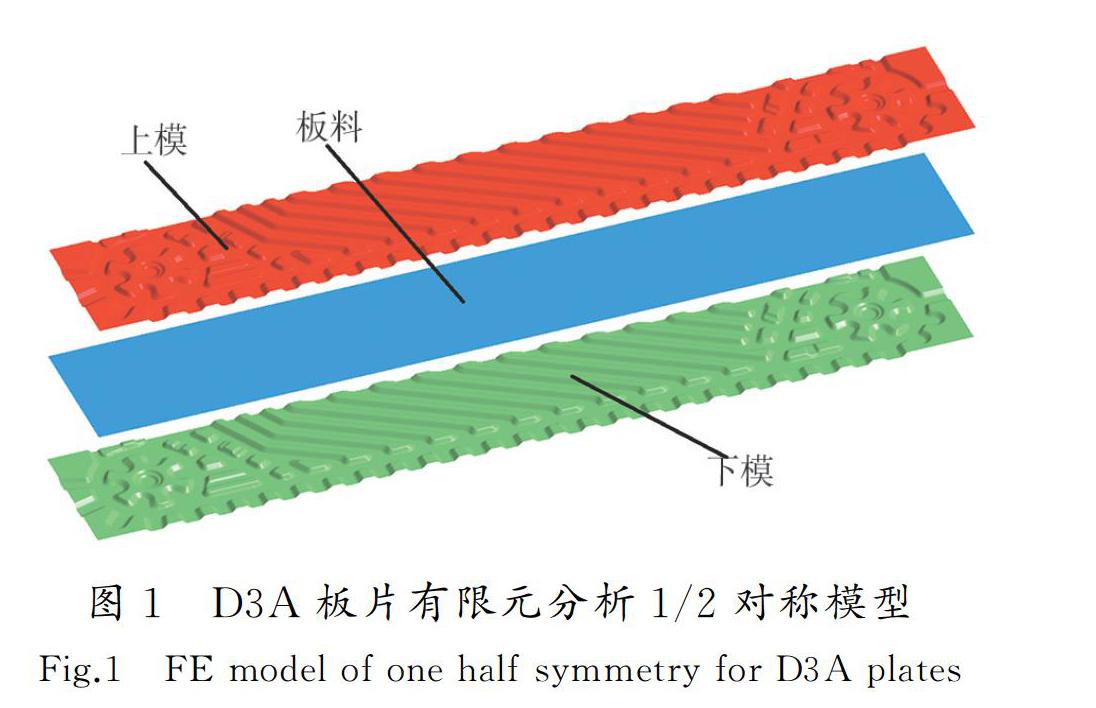
板片結構的對稱性,選取板料的1/2對稱模型進行模擬,并設置對應的對稱邊界條件。圖1為數值模擬的有限元模型。
有限元分析模型采用上下模具圓角半徑分別為R1,R2,R3 3組模型。板料單元采用成形數值模擬中應用非常廣泛的6號殼單元(S/R HUGHES-LIU),材料模型選用36#(MAT_3-PARAMETER_BARLAT)屈服模型。摩擦條件為庫侖摩擦,接觸類型為成形單向面-面接觸,板料與上下模的摩擦系數均設置為0.05,0.14,0.23共3組值[19-20],不同數值模擬模型的計算編號見表1。板片材料選用雙相不銹鋼FDX27、超級不銹鋼654SMO、不銹鋼304 L 3種板料,厚度均為0.6 mm,板料的主要力學性能參數見表2。
根據板式換熱器成熟的潤滑工藝,本文設置了3種常見的潤滑工藝進行對應的壓型實驗研究。第1種為干壓,即模具與板料之間直接接觸;第2種為流體摩擦,采用20#機械油;第3種為固體潤滑,采用厚度為0.06 mm的PVC薄膜,包覆到板料的上下表面。表3所示為板片實驗材料、潤滑材質和對應的潤滑工藝參數編號。實驗采用的上下模具加工圓角均為R2。
采用杭州先臨三維科技股份有限公司開發的型號為OpticScan-DM-Plus的三維掃描儀對實驗板片進行掃描測量,掃描前后的板片分別如圖2、圖3所示。由圖2可知,根據板片的結構特征,可將板片劃分為頭部區域1、頭部區域3,以及具有規則人字形波紋的中間部區域2。如圖3所示,在板片中選取5點進行回彈變形高度測量,其中測量點1和5位于板片長度兩側底面邊沿,接近于板片平放于平臺時的最低基準點,測量點2,3,4沿著板片密封槽均勻分布。
2 模具圓角半徑對回彈影響數值研究
圖4為FDX27板片(編號為FSR2-05)各測量點回彈變形高度的數值模擬結果。由圖4可知,回彈變形高度由板片的底面向上弓起,最大弓起高度為中間區域2的測量點3的位置,其值在以兩邊為底面基準后達到12.6 mm,弓起變形高度由中間向兩邊接近對稱逐漸降低。
圖5為FDX27板片分別在圓角半徑R1(計算參考FSR1-05,FSR1-14,FSR1-23),R2(計算編號FSR2-05,FSR2-14,FSR2-23),R3(計算編號FSR3-05,FSR3-14,FSR3-23)時不同摩擦系數條件下的數值分析結果。由圖5可知,圓角半徑越大,回彈變形越大,回彈變形最大在測量點3位置。在圓角半徑為R1,R2時回彈變形結果差異很小,在圓角半徑為R3時,回彈變形高度結果略有增加。比較圖5中R1,R3的最大回彈變形數值可知,在測量點3位置的最大變形差異不超過10%,由此可知,對于D3A產品,板片回彈變形對圓角半徑并不敏感,改變圓角半徑并不能有效消除回彈變形,改善產品最終成形尺寸的精度。
3 不同摩擦條件對回彈變形的影響
在相同圓角半徑下,摩擦系數越小,回彈變形越大,回彈變形與摩擦系數變化基本呈反比例增長的趨勢,并且在不同圓角半徑時改變摩擦系數,回彈變化率也基本一致。因此可知,摩擦系數是影響D3A產品回彈變形高度的顯著因素,尤其在具有規則人字形波紋分布的中間區域2的位置。
圖6所示為FDX27板片在不同摩擦系數下的數值模擬與對應的工藝實驗結果對比,其中編號FSR2-05,FSR2-14,FSR2-23分別代表不同摩擦系數下數值計算結果,編號FER2-P,FER2-O,FER2-G分別為不同潤滑工藝下實驗結果。由圖6可知,對于覆膜工藝,數值模擬與實驗結果趨勢一致性較好,但模擬結果偏小,最大偏差為測量點2位置,約為16%;對于涂油和干壓工藝,實驗和數值分析結果趨勢也基本一致,與前者不同的是,計算結果均較實驗結果偏大,最大偏差為涂油工藝測量點4位置,偏差達到約35%。通過分析工藝特點可知,對于覆膜工藝,由于模具和板料被薄膜隔離,因此模具和板料的表面狀態對回彈計算結果影響較小,實驗潤滑效果優于計算設定的摩擦效果,對于涂油和干壓工藝,涂油的潤滑效果在整個工藝過程中變化較大,而干壓工藝對模具表面粗糙度、精度更敏感,因此,實驗的潤滑效果比數值計算給出的摩擦效果要差。
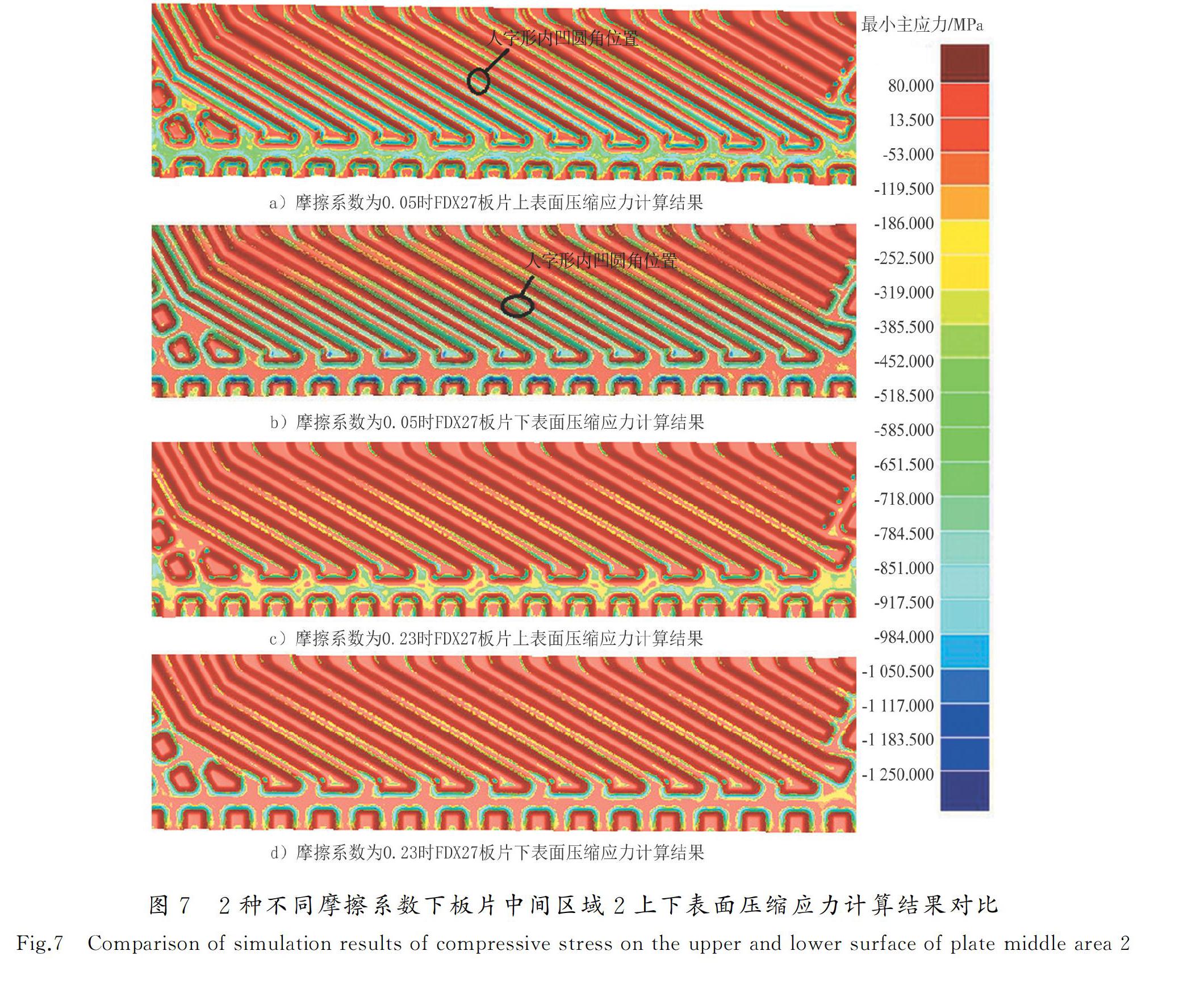
圖7為在圓角半徑為R2時,2種不同摩擦系數下板片中間區域2上下表面壓縮能力計算結果對比圖。如圖7 a)、如圖7 b)人字形內凹圓角位置應力分布所示,當摩擦系數為0.05時,板片上下表面該區域位置壓縮應力絕對值接近900 MPa。而當摩擦系數為0.23時,對應位置的壓縮應力絕對值小于400 MPa。結果表明,摩擦系數越小,板片上表面內凹圓角區域的最小主應力即彎曲壓縮應力絕對值越大。在摩擦系數為0.05時,其壓縮應力分布從板片寬度邊緣順著波紋內凹圓角一直延伸到對稱中心區域,越靠近板片邊沿,其絕對值越大。此外,當摩擦系數為0.23時,在板片上表面內凹圓角壓縮應力整體分布明顯減小,并且越靠近板片對稱中心,壓縮應力逐漸消除。
綜上所述,摩擦系數越小,中間區域2人字形波紋內凹圓角的壓縮應力越大,產生壓縮應力的區域也越大,對應的平面彎曲壓縮應變絕對值和分布區域也越大,并且這些壓縮應力應變順著人字形波紋內凹圓角,由板片中心向邊沿呈減小規律分布。因此可以推斷,摩擦系數越小,中間區域2規則人字形波紋因流動變形過大引起的內凹圓角壓縮應力過大是導致板片回彈變形高度過大的主要原因之一。
4 材料強度對回彈變形的影響
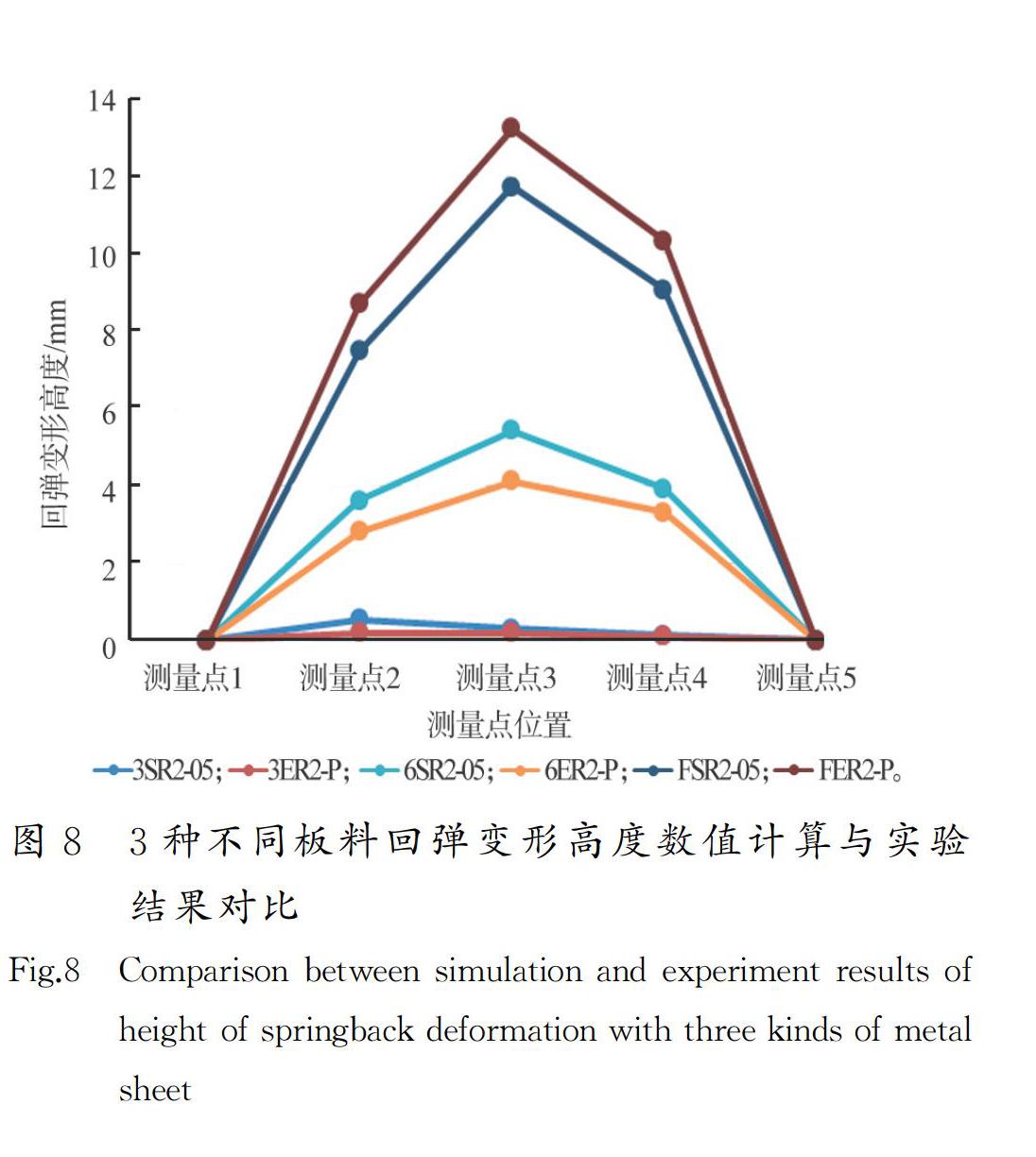
圖8所示為3種不同板料在覆膜工藝實驗下的回彈變形高度實驗與數值模擬結果對比,其中編號3SR2-05,6SR2-05,FSR2-05分別代表材料為304L,654SMO,FDX27的計算結果,編號3ER2-9,6ER2-P,FER2-P分別表示對應于3種材料的實驗結果。圖8結果顯示,不同材料的回彈變形量差異顯著,FDX27回彈變形最大,其次是654SMO,明顯低于FDX27,而304L回彈變形量最小。比較圖8結果知,實驗和數值模擬回彈變化趨勢一致性較高,對于FDX27和654SMO板片,回彈變形均為測量點3最大,向兩邊逐漸減小。對于304L板片,數值模擬最大變形點轉移到測量點2位置,與實驗結果略有偏差,但兩者結果一致性很高,均可看出304L板片基本無回彈。對于654SMO板片,實驗結果較數值結果偏小,最大偏差為測量點3位置,達到32%。而對于FDX27板片,實驗結果較數值結果偏大,最大偏差為測量點2位置,約為16%。分析幾種板片產生回彈偏差不同的原因可能是:1)實驗和數值分析給出摩擦狀態有較大偏差;2)計算模型產生的偏差;3)實驗模具加工精度引起的偏差。
圖9所示為圓角半徑為R2、摩擦系數為0.05時,3種不同材料板片回彈前的最大Von Mises屈服應力分布。圖9結果顯示304L板片成形后最大Von Mises屈服應力明顯小于另外2種板片。比較654SMO和FDX27的最大Von Mises應力分布發現,在板片整個波紋尖角位置,654SMO板片的最大Von Mises屈服應力明顯高于FDX27板片,而在中間區域2規則排布的人字形波紋位置,654SMO板片的屈服應力與FDX27板片相當。
結合表2中3種板料的硬化指數N、材料屈服強度,以及圖8、圖9結果分析可知:首先,對于304L和 654SMO板片,在硬化指數N相近時,屈服強度越高,成形后零件的回彈變形越大,由此可知,硬化指數N值對板料的回彈變形影響是敏感的;其次,比較654SMO和FDX27的回彈變形可知,2組板料屈服強度的偏差不大,但硬化指數N值卻相差很大,回彈變形量相差也很大,由此可知,屈服強度相當時,材料的硬化指數N值對回彈變形的影響是敏感的。
綜上所述,材料屈服強度性能、硬化指數N值對回彈變形的影響很顯著,是引起產品回彈變形的重要因素。
5 結 語
本文以新開發的高強度雙相不銹鋼FDX27為主要研究對象,針對型號為D3A的新產品板片在不同模具、不同圓角半徑和不同摩擦系數下的回彈變形效果進行數值分析,并進行相應的工藝實驗驗證,同時,選取3種不同的板料,通過數值分析和實驗,對比了不同材料的屈服強度、硬化指數N值對回彈變形的影響,得出以下結論:
1)模具的圓角半徑對FDX27板片的回彈變形高度影響不明顯,改變圓角半徑不能有效改善產品的最終成形尺寸精度。
2)對于FDX27板片,摩擦系數是影響回彈變形高度的顯著因素,摩擦系數越小回彈變形高度越大。另外,分析板料中間區域2的應力應變規律可知,具有規則人字形波紋的中間區域2在摩擦系數改變時內凹圓角壓縮應力變化顯著是引起回彈的主要因素之一。
3)比較不同摩擦狀態下數值計算和工藝實驗結果發現,覆膜工藝結果略高于數值計算結果,涂油和干壓工藝低于數值計算結果。
4)材料屈服強度性能和硬化指數N值是影響回彈變形的顯著因素,硬化指數越小,屈服強度越高,回彈變形效果越顯著。
5)數值分析和實驗結果兩者的一致性很好,證明采用的數值計算方法是可靠的,對推動新材料在可拆卸板式熱交換器行業中的開發應用具有很好的指導意義。
對于薄板沖壓成形工藝,不同摩擦狀態對產品沖壓成形的回彈影響是顯著的,然而,在產品的實際沖壓成形中,影響摩擦狀態的因素是復雜多變的,因此摩擦系數的測試和確定是困難的。今后將加強對工藝實驗中摩擦狀態的研究,修正數值分析中給定的摩擦系數值。此外,規則人字形波紋對于回彈的影響也是敏感的,進一步探索不同人字形波紋設計結構將有助于改善產品的成形精度。
參考文獻/References:
常春梅.國內可拆卸板式換熱器現狀及發展趨勢[J].石油化工設備,2008,37(5):58-61.CHANG Chunmei.Current status and development trend of dismountable plate and frame heat exchanger in China[J].Petro-Chemical Equipment,2008,37(5):58-61.
[2] 鄒同華,劉曉東.板式換熱器設計選型及使用中應注意的問題[J].建筑熱能通風空調,1999(4):54-56.
[3] RAMIN M,LI Guan,HE Hailan,et al.Using duplex grades in demanding forming operations-A CAE based product development[C]//Proc.of 4th China International Duplex Stainless Steel Congress 2012.Beijing:Stainless Steel Council of China Special Steel Enterprises Association,2012:155-167.
[4] ANDERS G,ERIK S,SUN Changqing,et al.Forta FDX 27-duplex stainless steel for high strength gasket plate heat exchangers[J].Physics Conference Series,2017,896(1):12-13.
[5] ANDERS G,SUN Changqing,HE Hailan,et al.Formable duplex stainless steel for high pressure GPHE applications[C]//ASME 2018 Pressure Vessels and Piping Conference,2018.doi:10.1115/PVP2018-84195.
[6] 朱東坡,孫琨等.板料成形回彈問題研究新進展[J].塑性工程學報,2000(7):11-15.
[7] POURBOGHRAT F,CHU E.Prediction of spring-back and side-wall curl in 2-d draw bending[J].Material Processing Technology,1995(50):361-374.
[8] LEU D K.A simplified approach for evaluatingbendability and springback in plastic bending of anisotropic sheets metal[J].Material Processing Technology,1997(66):9-17.
[9] KUWABARA T,TAKAHASHI S,AKIYAMA K,et al.2-D springback analysis for stretch-bending processes based on total strain theory[J].SAE Transections,1995.doi:10.4271/950691.
[10]WU Jianjun,ZHANG Hegang,WANG Junbiao,et al.Mechanical and spring-back analysis for the stretch-bending process of extruded profile[J].Material Science and Technology,2004(4):357-359.
[11]XU W L MA C H LI C H,et al.Sensitive factors in springback simulation for sheet metal forming[J].Material Processing Technology,2004,151:217-222.
[12]PAPELEUX L,PONTHOT J P.Finite element simulation of springback in sheet metal forming[J].Material Processing Technology,2002(126):785-791.
[13]張冬娟.板料沖壓成形回彈理論及有限元數值模擬研究[D].上海:上海交通大學,2006.
ZHANG Dongjuan.Theoretical and Numerical Study on Springback Prediction in Sheet Metal Forming[D].Shanghai:Shanghai Jiao Tong University,2006.
[14]肖華,劉艷,湯禹成,等.高強度鋼沖壓回彈量對板料力學性能參數的靈敏度分析[J].鍛壓裝備與制造技術,2007,42(2):69-72.
[15]WANG Chuantao.An industrial outlook for springback predictability,measurement reliability,and compensation technology[C]//Processing of Numishee.[S.l]:[s.n.],2002:597-604.
[16]陳喜娣,蔡中義,李明哲.板材無壓邊多點成形中回彈的數值模擬[J].塑性工程學報,2003(5):9-13.
[17]LI Dayong,PENG Yinghong.Study on the factons affecting springback and its prediction with dynaform[C]//Processings of NUMISHEET 2002.[S.l]:[s.n.],2002:70-74.
[18]SAMUEL M.Experimental and numerical prediction of springback and side wall curl in U-bendings of anisotropic sheet metals[J].Material Processing Technology,2000,105:382-393.
[19]JURKOVIC M,JURKOVIC Z,BULJAN S.The tribological state test in metal forming processes using experiment and modelling[J].Materials and Manufacturing Engineering,2006,18:383-386.
[20]JURKOVIC M,HRIESIK A,JURKOVIC Z,et al.Modelling of tribological parameters in process of cold drawing and selection of optimal lubricators[J].Metallurgy,1998,37(3):159-163.
