不同電流條件下7075鋁合金TIG焊接接頭力學性能影響
2021-05-24 06:03:30陳今良魯心雨
攀枝花學院學報 2021年2期
陳今良,魯心雨
(攀枝花學院 釩鈦學院,四川 攀枝花 617000)
0 引言
7075鋁合金具有強度高、韌性好等特點,是應用前景較佳的輕質高強航空材料,可采用激光焊、電子束焊、TIG焊等方法,激光焊、電子束焊雖然焊接質量較好,但其成本較高,適應場所具有一定得局限性,而最常用的焊接方法為TIG焊接[1-3](非熔化極惰性氣體保護焊),盡管焊縫的力學性能較高,但依然存在氣孔、組織粗化等問題而影響力學性能,針對此類焊接缺陷帶來得問題,前人開展了部分TIG試驗研究,發現其主要影響因素與焊接熱輸入有關,而焊接電流與熱輸入呈正相關,熱輸入的大小不僅影響微觀晶粒粗細,還能影響α-Al在7075中的固溶關系,但具體焊接電流與接頭質量關系尚未進行描述。本研究針對焊接電流區間110 A-150 A,通過對比不同的電流參數,最終得出最佳的焊接電流,進而為7075航空用鋁合金TIG焊接提供理論指導。
1 實驗材料及參數設置
本次實驗采用的7075鋁合金,尺寸為10.0 cm×4.0 cm×0.5 cm、ER5056直徑為2 mm焊絲,二者的主要化學成分分別如表1、表2所示。TIG焊接電流為110 A-130 A,焊接速度為2 mm/s,保護氣體采用氬氣,氣體流量為(7L/min)[4-5],焊接方案如表3所示,焊接后得到的試樣如圖1所示。

表1 7075鋁合金化學成分質量分數(wt%)

表2 ER5056焊絲化學成分質量分數(wt%)
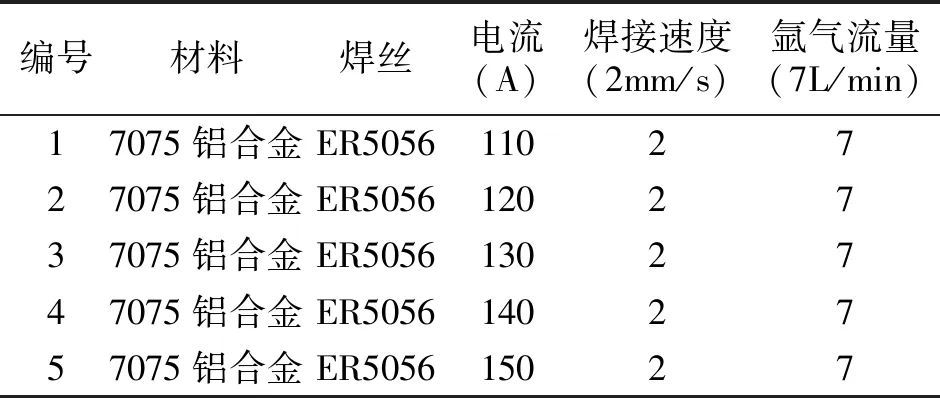
表3 焊接方案
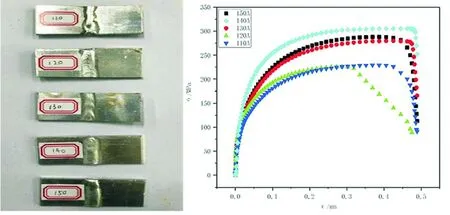
圖1 焊后試樣 圖2 接頭應力應變曲線
2 實驗方法及設備
對焊接接頭進行電火花線切割分塊,再進行相應的硬度測試、拉伸力學性能測試、金相顯微組織觀察及拉伸斷口形貌觀察。對試樣表面打磨光滑后,采用HVS-50數字維氏硬度計對接頭進行硬度測試,載荷為98 N,保載時間為15 s,測量區域為母材、熱影響區和焊縫這三個區域的硬度值,在所測硬度區域取五個點,算平均值。采用INSTRON5582型萬能材料試驗機對接頭進行拉伸試驗,拉伸速率為0.02 mm/s,拉伸后斷口采用保鮮膜封裝以保護斷口,將拉伸數據采用Origin軟件作圖。選用制好的金相試樣,采用王水為腐蝕劑,腐蝕時間為20~25 s,在ZEISS光學顯微鏡下觀察金相組織。將拉伸斷口在INDUSTRIECHNIK型掃描電鏡(SEM)觀察拉伸斷口形貌。
3 實驗結果分析
3.1 硬度分析
通過硬度測量,區域為母材、熱影響區和焊縫這三個區域的硬度值如下表4所示。從表4中可以看出,當焊接電流為110 A、120 A時,母材到焊縫的硬度顯著降低,較小的電流,產生的熱輸入也小,對于熱影響區母材本身組織的影響也小,故110 A、120 A試樣的熱影響區硬度與焊縫硬度相差不大,當電流增加到130 A時,熱輸入隨之增大,焊縫的硬度也隨著電流的升高而上升,電流繼續增加到140 A時,焊縫的硬度最高,而熱影響區硬度繼續下降,而在150 A時,焊縫區硬度出現下降,熱影響區硬度達到最低值。綜上可知,當焊接電流為140 A時,接頭的硬度最佳。
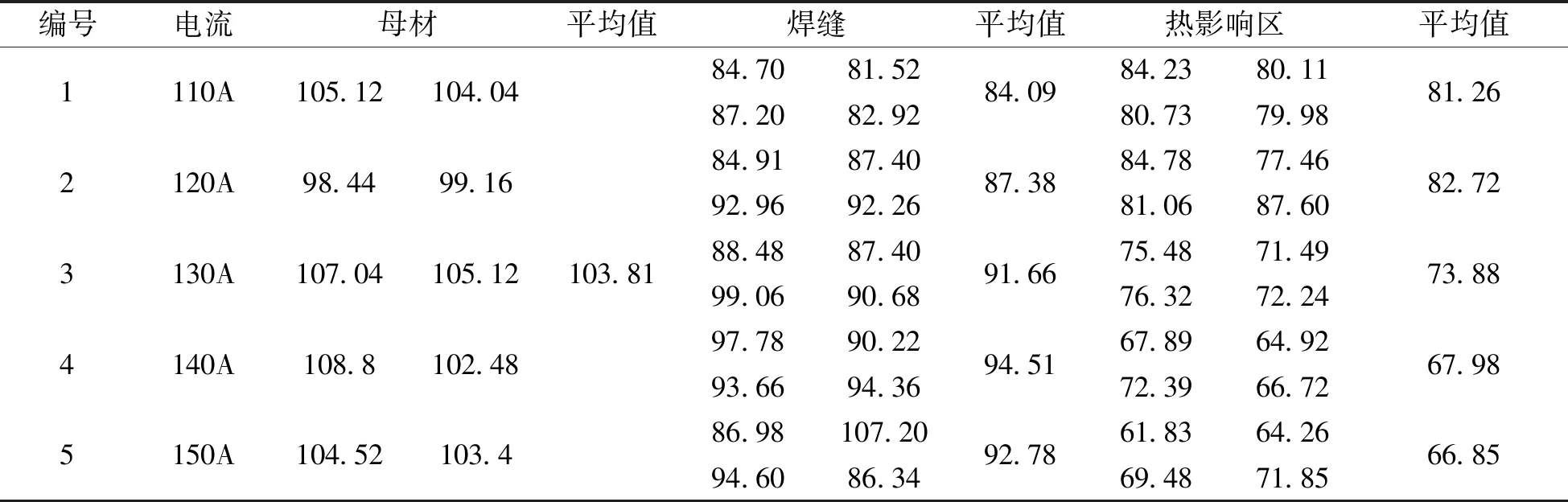
表4 接頭三個區域的維氏硬(HV)值
3.2 拉伸力學性能
將拉伸數據采用Origin作圖,結果如圖2所示,可以看出試樣的最大值拉伸應力隨著電流的增加而升高在達到最高后下降,在140 A電流處達到最高,在120 A處出現下降,這可能是在焊接過程中120A試樣的焊縫出現了夾渣、氣孔等焊接缺陷。ER5056焊絲中的主要元素Mg在焊縫中形成了強化相,但是當電流達到150 A時焊縫最大值拉伸應力下降,這是由于熱量過大,造成組織過熱、晶粒粗大使其性能降低。綜上可知,當焊接電流為140 A時,接頭的拉伸強度最佳。
3.3 焊縫顯微組織
試樣腐蝕后在金相顯微鏡下觀察,得到不同電流條件下焊縫區的金相組織如圖3所示。可以看出焊縫主要是由α-Al固溶體和析出相組成,金相圖中灰白色色組織為被王水腐蝕過的α-Al固溶體,黑色組織為析出相。從110 A與120 A電流焊縫組織圖中可以看出,其白色的α-Al固溶體組織數量較少,且形狀也較小,到了130 A焊縫組織圖,可以看出灰白色α-Al固溶體[6-7]的數量有了明顯的增多,并且其形狀大小也有了增加,當電流達到140 A時,白色組織反而減小,大小也更也變小,這是由于電流達到了最佳狀態,但是到了150 A焊縫組織圖時,從圖中可以看出灰白色α-Al固溶體變成了長條形狀。這是因為焊接電流在較小的時候,多產生的熱量也較小,熔池中的金屬液體流動性較差,冷卻快。隨著電流的增加,產生的熱量也逐漸增多,金屬焊絲與母材之間的熔合變得更好,金屬熔池的流動性也變得更好,α-Al固溶體也變得更多,更大。隨著電流繼續增大,產生的熱量也變得更大,導致其冷卻速度下降,α-Al固溶體長時間處于高溫下,所以變成了長條形。焊縫區的組織性能不僅和焊縫中的熔池結晶有關,還和焊縫中的相變有關,在焊接過程中焊縫區所收到的熱量是三個區域中最大的,但是即使在焊縫區各個位置的組織所獲得的的熱量也不是完全的相同的,焊縫最中心的熱量是最高的,到兩邊逐漸降低,所以焊縫區組織結晶的先后和結晶的速度也有了差異,先結晶部分的晶粒成分越純,所含溶質濃度越低,由于結晶順序不同,造成成分過冷,溶質濃度不同,冷卻凝固至完全結晶后焊縫組織的成分不均勻。熔池中不同的溫度梯度和成分過冷使晶粒呈現不同的結晶形態,即使在焊縫區也會出現不同的結晶組織。靠近熱影響區的焊縫相對焊縫中心是焊縫區離熱源最遠的位置,溫度梯度也最大,同時該區域附近的母材組織作為現成表面有利于晶粒結晶生長,所以熔池冷卻凝固起始于靠近熱影響區的焊縫處,該區域容易最先結晶,形成柱狀晶,柱狀晶晶粒沿垂直于熔池壁方向生長。因為一般焊接熔池呈橢圓狀,晶體生長方向也在不斷改變。
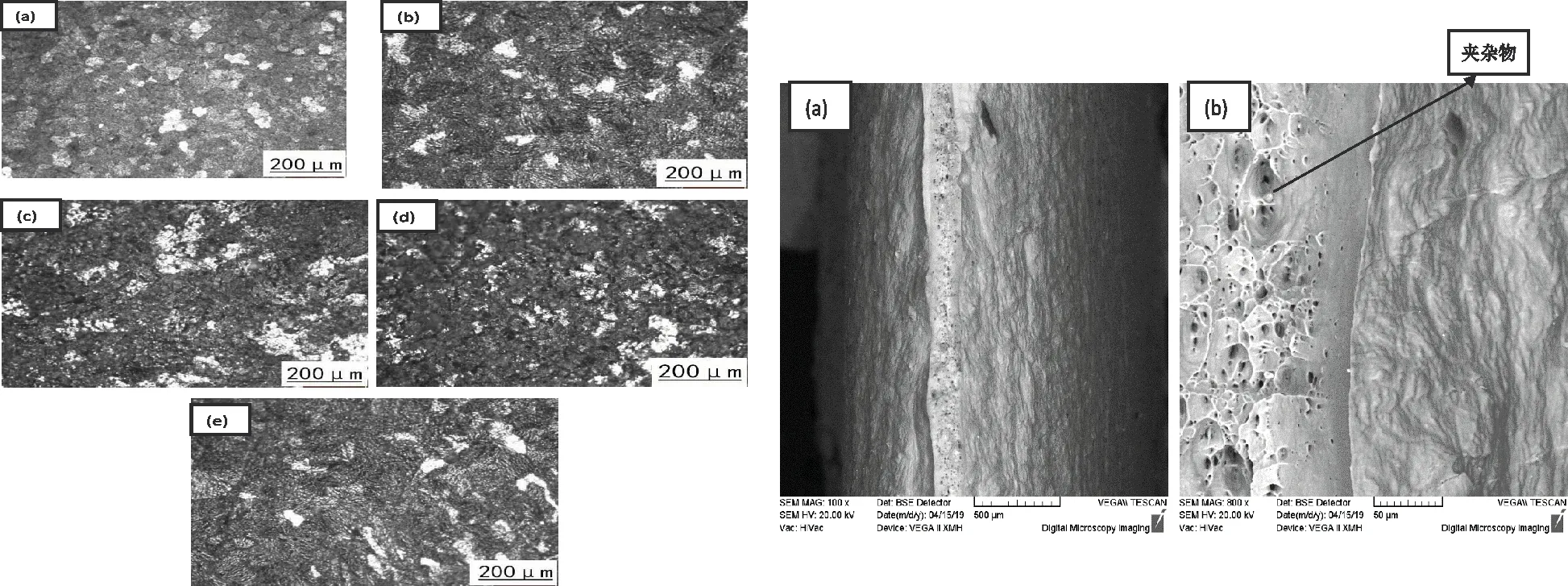
(a)110 A; (b)120 A; (c)130 A; (d)140 A; (e)150 A (a)100倍; (b)800倍
3.4 斷口形貌分析
對焊接電流為140 A時的接頭拉伸斷口進行形貌觀察如下圖4所示,圖中可以看出,焊接接頭在拉伸過程中在熱影響區斷裂。圖中可見明顯的頸縮區和斷口,也能看出明顯的韌窩與頸縮區,韌窩粗細分布不均,左側較大的空洞為焊接時產生的氣孔缺陷,較小的則是斷裂產生的韌窩。在拉伸時,試樣慢慢變形、被拉長,最終在熱影響區的附近產生斷裂。
4 結論
(1)在本課題實驗條件下,通過對比不同焊接電流,當焊接電流為140 A時,接頭的硬度最佳,具有最高抗拉強度,拉伸斷口屬于韌性斷裂,韌窩中出現夾雜顆粒。
(2)電流增加,熱輸入增加,組織中α-Al固溶體增加,形狀變長,主要由于熔池時間變長,結晶出現柱狀晶所致。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38