提高梗絲結構合格率
2021-05-24 01:11:28楊清濤
卷宗 2021年12期
楊清濤
(河南中煙工業有限責任公司安陽卷煙廠,河南 安陽 455000)
梗絲結構包括整絲率、碎絲率、填充值和純凈度。梗絲具有焦油、煙堿含量較低,填充性能好的特點,是卷煙配方中的重要填充料,在卷煙配方中起著重要的作用。在制絲生產過程中,發現梗絲結構合格率均值為90.8%,低于產品工藝要求值,嚴重影響梗絲質量,無法滿足產品質量目標要求。
1 現狀調查
影響梗絲結構合格率的主要因素
為找出影響梗絲結構的根本原因,對品質控制部的質量報表查閱,對2020年第四季度的梗絲結構情況進行統計:
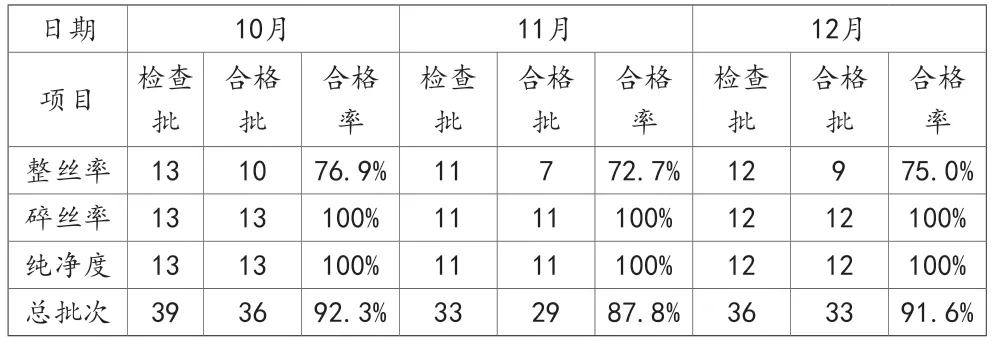
表1 2020年第四季度梗絲結構統計表
從上述統計數據可以看出,造成梗絲結構合格率低的主要原因是梗絲整絲率合格率低。
1.2 影響梗絲結構合格率的主要因素
查閱文獻,發現整絲率與壓梗厚度、切梗絲厚度呈顯著的正相關關系。因此,統計2020年10月份梗絲厚度情況(每個批次測量20個數據,共13批),并生成時間序列圖:

圖1 梗絲厚度時間序列圖
從上述圖中可知:經切梗機切削后,梗絲厚薄不均,雖然批次均值都在標準范圍內,但厚度合格率僅為60.7%,極易在后續處理中產生造碎,造成整絲率降低,進而影響梗絲結構合格率。
對切梗絲厚度影響因素的分析
針對切梗絲厚薄不均的問題進行分析,找到了9條末端影響因素:銅排鏈結垢、刀片與刀門基準偏移、來料溫度高、來料水分大、刀門壓力大、磨刀參數設置不合理、金剛石磨損、撥料輥位置高、光電開關精度低,并對每個末端影響因素進行調查分析,最終得出影響切梗絲厚度的主要原因為:切梗機進料光電開關探測精度低、切梗機磨刀參數設置不合理。
3 提高梗絲厚度合格率的方法
3.1 加裝超聲波探測儀
由于原有光電開關探測精度較低,且探測距離無法數據化,因此在原有光電開關基礎上加裝一組超聲波探測儀,實現料位的精確探測。經在現場進行實地測量,繪制了改造示意圖。
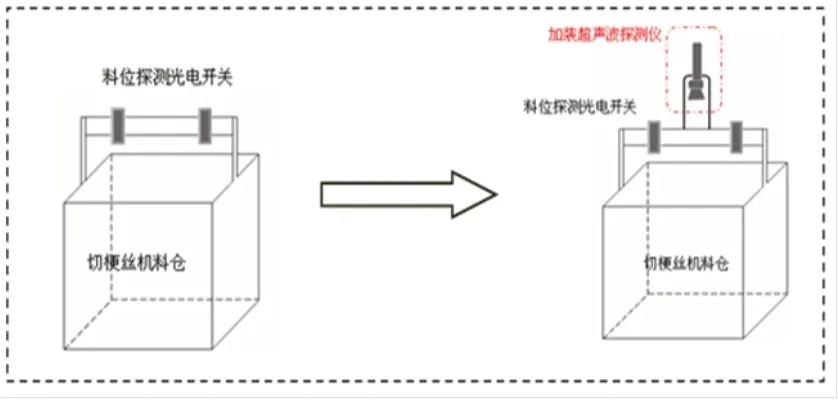
圖2 光電開關改造示意圖
3.2 優化磨刀參數
對影響磨刀效果的三個因素:刀片進給量(轉/次)、砂輪進給量(格/次)、往復停頓時間(秒),選取不同水平,選用L9(34)正交法進行試驗并用極差進行分析。
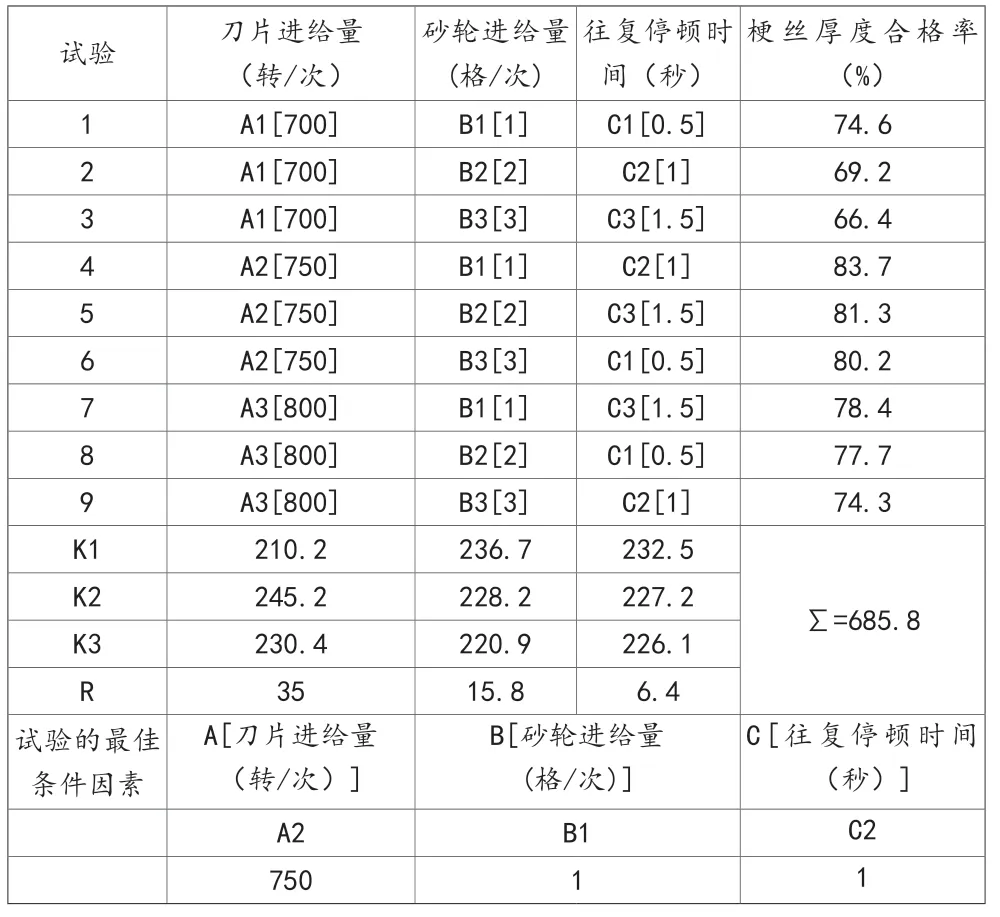
表2 L9(34)正交試驗數據統計表
由上表數據通過看一看和算一算可知:各因素的最佳水平為A2B1C2,因此,小組確定最佳參數為:刀片進給量750轉/次,砂輪進給量1格/次,往復停頓時間1秒。
4 結論
所有對策實施完畢后,經過一段時間的穩定運行,查閱質量報表,統計2021年1月的13批數據和2月的17批數據進行分析,發現梗絲結構合格率分別達到了97.4%和96.1%,兩個月的梗絲結構合格率平均值達到96.75%,即通過加裝超聲波探測儀和優化磨刀參數,提高了梗絲結構的合格率,提升了梗絲質量。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
現代畜牧科技(2021年9期)2021-10-13 06:38:48
哲學評論(2021年2期)2021-08-22 01:53:34
當代陜西(2021年2期)2021-03-29 07:41:24
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國塑料(2016年3期)2016-06-15 20:30:00
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
現代企業(2015年9期)2015-02-28 18:56:50
現代企業(2015年8期)2015-02-28 18:55:23
