
對(duì)25MnB鋼鍛件機(jī)加工痕跡的檢測(cè)分析
2021-05-27 10:53:00劉桂江邢國(guó)成安杰巴帥智王軍敏
金屬加工(熱加工) 2021年5期
關(guān)鍵詞:汽車
劉桂江,邢國(guó)成,安杰,巴帥智,王軍敏
撫順特殊鋼股份有限公司 遼寧撫順 113001
1 序言
汽車對(duì)于人們的日常生產(chǎn)生活具有重要的影響,零部件作為汽車生產(chǎn)過(guò)程中的重要組成部分,與一般的制造業(yè)是不完全相同的,其對(duì)于質(zhì)量的要求更高。在汽車及零部件生產(chǎn)過(guò)程中,需要針對(duì)其全過(guò)程進(jìn)行全面把握[1],因?yàn)檫@直接影響汽車行駛的安全性和可靠性,汽車失效件的檢驗(yàn)分析無(wú)疑是零部件質(zhì)量提升的重要課程之一。無(wú)論是“制動(dòng)門(mén)”、“斷軸門(mén)”,還是其他召回事件,都與其零部件存在質(zhì)量缺陷密切相關(guān),從某種意義上說(shuō),不合格零部件是汽車安全隱患背后的“真兇”[2]。
汽車零部件制造企業(yè)上銜鋼材供應(yīng)商,下接汽車系統(tǒng)組裝廠、整車廠,可以說(shuō)是汽車行業(yè)中比較重要的環(huán)節(jié)[3],因此提高汽車零部件質(zhì)量、根本性解決零部件質(zhì)量問(wèn)題對(duì)汽車安全行駛具有重要意義。
2 取樣過(guò)程及缺陷件宏觀形貌
某零部件鍛造廠在加工25MnB鋼毛坯件時(shí),在經(jīng)過(guò)車削后的零件表面發(fā)現(xiàn)疑似裂紋的“痕跡”,缺陷比例較大,廢品率較高,并對(duì)缺陷進(jìn)行了初步檢驗(yàn),認(rèn)為該“痕跡”產(chǎn)生于原料棒材原始缺陷。本研究針對(duì)此情況,對(duì)缺陷零件進(jìn)行了檢驗(yàn),并到鍛造廠加工現(xiàn)場(chǎng)檢查廢品情況,以觀察宏觀缺陷,確定缺陷產(chǎn)生原因。
零件加工流程:鋸切下料→感應(yīng)加熱→鍛造→機(jī)加工,在精車光表面上發(fā)現(xiàn)此種“痕跡”缺陷。這批棒材下料后鍛造約萬(wàn)余件,鍛后車削過(guò)程發(fā)現(xiàn)25%左右的廢品。實(shí)際到加工現(xiàn)場(chǎng)確認(rèn)后發(fā)現(xiàn):鍛件有的為桿狀軸件,有的為餅形的齒輪毛坯。軸件車光后缺陷形貌如圖1所示,沿軸件表面縱向較長(zhǎng)范圍內(nèi)存在一段痕跡;齒坯車光后在兩側(cè)面發(fā)現(xiàn)如圖2所示的暗色痕跡,形態(tài)似裂紋。但這種缺陷在鍛后毛坯件黑皮狀態(tài)下無(wú)法發(fā)現(xiàn),車光后經(jīng)熒光磁粉檢測(cè)、滲透著色檢測(cè)也均無(wú)缺陷顯示,必須人工在不同角度入射光線下檢查才可觀察到。

圖1 軸件上的“痕跡”

圖2 齒坯上的“痕跡”
3 理化檢驗(yàn)
3.1 化學(xué)成分
零件的化學(xué)成分見(jiàn)表1,零件化學(xué)成分符合標(biāo)準(zhǔn)要求,不是導(dǎo)致零件產(chǎn)生“痕跡”缺陷的原因。

表1 零件的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
3.2 金相檢驗(yàn)
如圖3所示,在零件“痕跡”位置取樣,在垂直“痕跡”方向上進(jìn)行磨拋制樣,試樣未腐蝕狀態(tài)在光學(xué)顯微鏡下無(wú)明顯缺陷,試樣邊緣平滑,組織一致,無(wú)裂紋夾雜物等缺陷。

圖3 未腐蝕(50×)
采用4%的硝酸乙醇溶液腐蝕后,目視可見(jiàn)與宏觀狀態(tài)對(duì)應(yīng)處存在一條暗色條帶,光學(xué)顯微鏡下50倍的圖像如圖4所示。結(jié)合未腐蝕狀態(tài)試樣分析,暗色條帶處不是裂紋缺陷,而是一種組織偏析,對(duì)比正常基體,暗色條帶處滲碳體組織比例略高,鐵素體組織略少,對(duì)比之下形成暗色條帶的表象。

圖44%硝酸乙醇溶液腐蝕(50×)
3.3 掃描電鏡分析
如圖5、圖6所示,將腐蝕后標(biāo)記好的試樣置于掃描電鏡下觀察,低倍數(shù)下隱約可見(jiàn)暗色條帶,二次電子圖像效果略好。如圖7所示,將圖像放大至500倍,局部發(fā)現(xiàn)點(diǎn)狀非金屬夾雜物。采用能譜儀定量分析,結(jié)果見(jiàn)表2。非金屬夾雜物以MnS為主,局部富Ti,譜圖分析如圖8所示。

圖5 電鏡背散射電子圖像(30×)
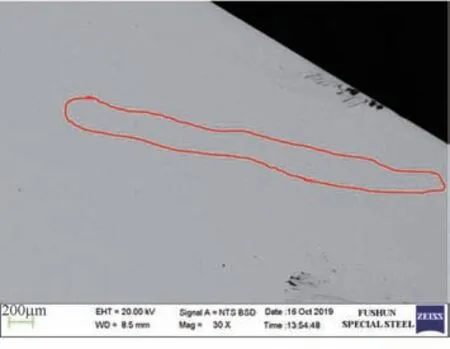
圖6 電鏡二次電子圖像(30×)

圖7 能譜分析圖像(500×)

表2 能譜分析結(jié)果(質(zhì)量分?jǐn)?shù)) (%)

圖8 能譜分析譜圖
4 鍛件痕跡形成原因分析與改善
如圖9所示,選一帶有“痕跡”的軸件,在其與原材料尺寸接近位置取低倍試樣,進(jìn)行酸浸低倍檢驗(yàn),局部放大后可見(jiàn)一線性條帶,在此條帶兩側(cè),樹(shù)枝晶方向不同,推斷該處為連鑄方坯角部。此條帶在未腐蝕狀態(tài)下無(wú)法發(fā)現(xiàn),需經(jīng)過(guò)低倍酸浸腐蝕或較重腐蝕后方可顯現(xiàn),鍛件上的“痕跡”與之具有吻合性,推斷鍛件上的“痕跡”遺傳自棒材及連鑄坯的原始皮下偏析,研究表明,這些硫化物是鋼中共晶反應(yīng)及包晶反應(yīng)的產(chǎn)物[4]。凝固的坯殼受到過(guò)大的應(yīng)力,導(dǎo)致凝固前沿樹(shù)枝晶分離,這樣就在凝固前沿產(chǎn)生內(nèi)部空隙。由于選分結(jié)晶,凝固前沿的富集溶質(zhì)被吸到空隙內(nèi),所以在微小區(qū)域內(nèi)產(chǎn)生成分偏析線,也稱“鬼線”。此類鋼為含硫鋁鎮(zhèn)靜鋼,硫含量增加了產(chǎn)生這種現(xiàn)象的敏感性。

圖9 低倍形貌
連鑄坯在二冷區(qū)的冷卻是一個(gè)不斷釋放熱量的過(guò)程,表面溫度呈下降趨勢(shì),相鄰噴嘴間由于存在噴水冷卻和輻射冷卻的交替進(jìn)行,導(dǎo)致鑄坯表面溫度的周期波動(dòng),當(dāng)鑄坯表面正對(duì)噴嘴中心時(shí),鑄坯溫度降低,偏離噴嘴中心時(shí)溫度再回升。若鑄坯通過(guò)二冷區(qū)時(shí)冷卻不均勻,鑄坯溫降速度和溫度回升速度過(guò)快,鑄坯發(fā)生多次回溫過(guò)程,坯殼多次變形則加劇皮下偏析情況。因此,可以說(shuō)二冷區(qū)冷卻的均勻與否直接影響坯殼凝固的均勻性[5]。
通過(guò)提升設(shè)備穩(wěn)定性及實(shí)施操作標(biāo)準(zhǔn)化后,再次供應(yīng)棒材生產(chǎn)的鍛件機(jī)加工后無(wú)此痕跡出現(xiàn)。主要的改善措施有:結(jié)晶器上線前,檢查并調(diào)整銅管水套,保持四面水縫均勻,防止坯殼厚度不均勻,增加應(yīng)力;加強(qiáng)結(jié)晶器與足輥、足輥與活動(dòng)段的對(duì)中性,控制誤差<0.15mm;中間包過(guò)熱度控制目標(biāo)為20~40℃,防止高過(guò)熱度增加裂紋敏感性;對(duì)噴嘴進(jìn)行噴射角、流量以及噴水分布的檢測(cè),抽檢比例≥總數(shù)的30%;連鑄生產(chǎn)期間,每小時(shí)檢查風(fēng)壓,保證二冷水霧化正常,防止偏溫導(dǎo)致鑄坯菱變。
5 結(jié)束語(yǔ)
1)機(jī)加工后鍛件表面的“痕跡”始于鋼棒材原始組織偏析,而非鋼材基體不連續(xù)的裂紋缺陷。
2)“痕跡”處偏析組織主要為MnS,局部富Ti。
3)提高連鑄設(shè)備穩(wěn)定性及規(guī)范連鑄作業(yè)操作后,偏析組織得到消除。
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學(xué)生優(yōu)秀作文(低年級(jí))(2020年4期)2020-07-24 08:31:08
汽車與安全(2019年9期)2019-11-22 09:48:03
汽車與安全(2019年8期)2019-09-26 04:49:10
汽車與安全(2019年5期)2019-07-30 02:49:51
汽車觀察(2019年2期)2019-03-15 06:00:06
汽車與新動(dòng)力(2018年2期)2018-05-09 00:31:56
兒童時(shí)代·快樂(lè)苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
