
高爐用水冷鋼磚的鑄造工藝研究
2021-05-27 10:53:46鄧守梁萬黎明
金屬加工(熱加工) 2021年5期
關鍵詞:工藝
鄧守梁,萬黎明
本溪鋼鐵(集團)機械制造有限責任公司 遼寧本溪 117000
1 序言
水冷鋼磚是高爐重要的部件之一,其質量的優劣直接影響高爐爐壁的耐用性,對高爐一代爐齡的長短至關重要。水冷鋼磚結構復雜,技術要求高,尺寸及表面質量要求嚴格。由于使用時零件內部要通循環水冷卻,因此要求鑄件必須有足夠的耐壓性(水壓0.5MPa保壓1h無“冒汗”現象)。針對該鑄件結構的特殊性,結合我廠的實際情況,制定合理的鑄造工藝,在生產中嚴格控制工藝參數,生產出符合技術要求的鑄鋼件。
2 水冷鋼磚材質及結構分析
1)水冷鋼磚材質為ZG270-500[1],化學成分見表1。

表1 水冷鋼磚化學成分(質量分數) (%)
2)水冷鋼磚鑄件結構復雜(見圖1),且要求進行0.5MPa的水壓試驗,保壓1h無“冒汗”現象。水冷鋼磚輪廓尺寸為1022.7mm×600mm×868mm,內部是封閉空腔,外部鑲嵌有兩根總高度為400mm的φ40mm×6mmA3無縫鋼管,鋼管外襯護管。無縫鋼管及護管在高溫鋼液的作用下極易變形,鑄件尺寸精度難以控制。在鑄件內部且貫穿整個鑄件有兩個高860mm的固定用螺栓孔(鑄孔),為鋼磚的安裝定位孔,因此孔的位置精度及尺寸精度要求嚴格,否則會影響爐壁的固定和組裝。鑄件壁厚最大處150mm、最薄處30mm。對鑄鋼件來說,壁厚極不均勻,形成縮孔、縮松、裂紋等鑄造缺陷的傾向大。鑄件表面70%為不加工表面,且需在無冷卻水管的弧形表面鑄入兩個鍛爪吊環,以便于高爐安裝時吊裝。
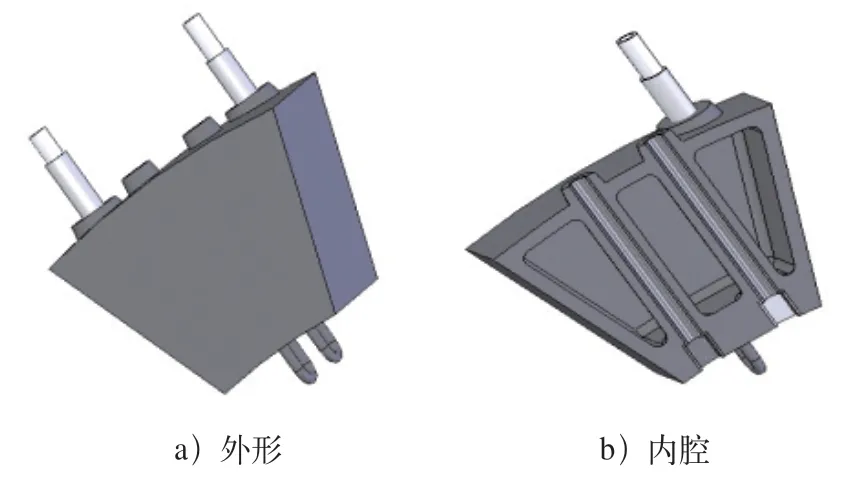
圖1 水冷鋼磚結構
3 鑄造工藝
3.1 鑄造工藝方案設計
根據該鑄件的結構,采用三箱造型工藝方案,如圖2所示。鑄件的厚平面朝上,以便于在厚平面處設置明冒口。將鑲嵌的無縫鋼管及護管朝下,T形結構的護管及加長的上下芯頭將無縫鋼管固定在砂型中。為保證兩個細長螺栓孔的位置和尺寸公差,要求用鋼管和方形管焊接制成具有激冷作用的冷鐵管,在木模樣上做出冷鐵管芯頭座,先將隨形冷鐵管固定在木模上中再造型,用100mm高的芯頭保證冷鐵管位置公差。為保證1#串皮砂芯產生的氣體被順利排除(水分及其他高溫復雜化學反應產生的氣體),以及便于串皮砂芯的固定和澆注后鑄件內部廢砂清理,在水冷鋼磚的兩側加工面中部各設置兩個φ120mm的工藝孔,落砂清理后用絲堵封閉焊接。吊裝用鍛爪事先安裝在木模樣上,造型后靠型砂強度固定在砂型中[2]。
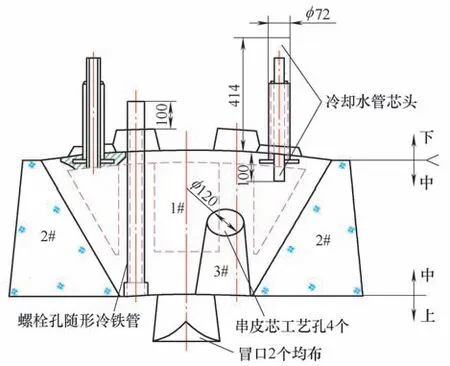
圖2 鑄造工藝
3.2 工藝參數的選擇
由于此鑄鋼件材質為ZG270-500的復雜結構厚大件,取線收縮率為2%,加工余量取10mm,為滿足圓弧整體組裝需要,在弦長尺寸方向上取-3mm的工藝修正參數。
3.3 澆注系統及冒口的設置
為使鋼液在較短的時間內充滿型腔,設置內澆道兩道, 采用耐火陶瓷管。考慮鑄件壁厚不均,采用順序凝固的原則,兩道內澆道在中箱設置成階梯狀。根據鋼液上升速度>15mm/s的要求計算充型時間,同時選用開放式澆注系統,各截面積比為 ∑F直:∑F橫:∑F內=1:1.2:1.4。
按照鑄鋼件冒口模數的計算原則,M冒>M件,M件=V/S散熱計算后,選用φ250mm圓形冒口2個,冒口高450mm,斜度1:10,均布在上表面壁厚處,這樣冒口能對鑄件的體收縮進行補縮,澆注后使位于下箱的凸臺最先凝固,然后逐漸向上凝固,從而實現自下而上的順序凝固,最終將縮孔集中在冒口中,從而獲得組織致密的鑄件。
3.4 鑄入無縫鋼管的處理
在造型前,對無縫鋼管及護管采用噴丸進行除銹處理,為防止無縫鋼管及護管在高溫鋼液的作用下產生變形,用耐火度較高的干鎂砂將鋼管充滿并搗實。
4 型砂的選擇及鑄型、砂芯的干燥
4.1 型砂的選擇
為保證鑄件表面質量,針對水冷鋼磚的壁厚較大、體積小、重量大(1.7t)、散熱表面積小且蓄熱大的特點,為防止鑄件脹箱,保證尺寸精度,型砂及2#、3#砂芯選擇強度高的酯固化水玻璃硅砂。為保證1#串皮芯清砂方便,1#砂芯選用低黏結劑配比的水玻璃砂。具體的型芯砂配比見表2[3]。
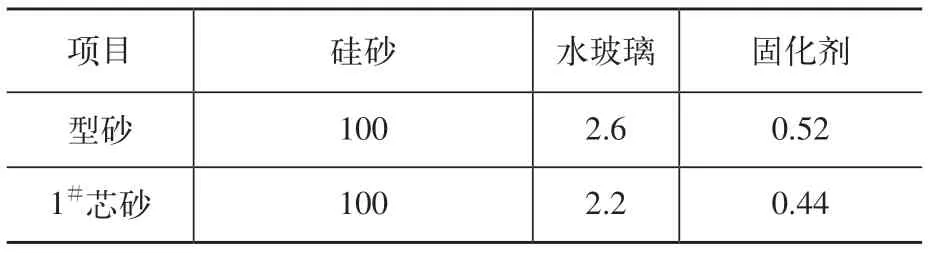
表2 型芯砂配比 (%)
4.2 鑄型、砂芯的干燥
為防止澆注過程中型芯砂中的氣體對鑄件質量的影響,將鑄型和砂芯入烘干窯進行干燥處理,干燥溫度曲線如3所示。干燥后鑄型要及時合型澆注,防止鑄型放置時間過長而吸潮。
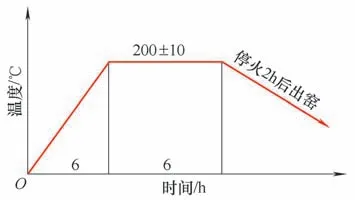
圖3 型芯干燥溫度曲線
5 熔煉、澆注工藝要點
采用電弧爐熔煉,入爐料必須是低磷、少銹、干燥的廢鋼料,再配一定量的鑄造生鐵。配料時必須保證熔煉過程脫碳量在0.2%~0.4%。在熔化期,當爐料熔化60%后,加入適量的小塊礦石、螢石及石灰進行造渣[4]。鋼液熔清后溫度在1580℃時加入礦石氧化。在氧化期,保證脫碳量在0.2%~0.4%,以便有效地去除鋼液中的氣體和夾雜物;wP必須控制在0.025%以下,氧化末期終碳含量(質量分數)一般在0.25%以下開始凈沸騰,10min后加入錳鐵進行預脫氧。為保證脫氧效果,還原期作為造渣材料的電石,加入量在1~1.5kg/t鋼液,才能保證在白渣下脫氧。30min后調整鋼液成分及溫度,出爐溫度控制在(1590±10)℃,澆注溫度控制在1550~1560℃。澆注前必須鎮靜3~10min,保證低溫、快澆。澆注后冒口加蓋覆蓋劑并搗30min左右,以提高冒口的補縮效率(也可以采用保溫冒口或加冒口發熱劑)。
6 鑄件的終處理
1)水冷鋼磚鑄件澆注后,要及時松箱,以減少收縮阻力。
2)根據水冷鋼磚鑄件壁厚、重量大、體積小的特點,為防止開箱過早引起鑄件產生裂紋,根據計算選擇型內保溫時間>20h[1]。
3)鑄件的熱處理:為消除鑄件內的鑄造應力,改善鑄件切削加工性能,提高其綜合力學性能,必須進行鑄件的熱處理。我們采用完全退火方法,退火曲線如圖4所示。完全退火可以有效地改善鑄件內部組織的不均勻性,消除過熱組織及魏氏體組織,細化晶粒。

圖4 退火處理曲線
7 生產結果
1)按上述鑄造工藝方案試生產了一套水冷鋼磚,用檢查樣板檢測外形尺寸及螺栓孔位置等,均符合圖樣和相關技術協議要求。
2)用水壓0.5MPa進行泄漏試驗,保壓1h后均無“冒汗”現象。
8 結束語
1)通過生產實踐,我們掌握了采用水玻璃硅砂進行此類復雜鑄鋼件的鑄造技術,所鑄造的水冷鋼磚已在高爐上使用,能保證高爐的正常生產,減少了由于該產品質量問題而造成的休工時間,受到了用戶的好評。
2)通過對鑄件進行詳細的結構分析,利用現有的生產條件,制定科學合理的工藝方案,在生產中選擇合理工藝參數,控制熔煉過程各環節操作質量,可以生產出高標準要求的水冷鋼磚鑄件。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
