
焊縫形式與結構強度關系的試驗研究與應用
2021-05-27 10:53:36武樹成李柏松魏守盼王國友賈華東
金屬加工(熱加工) 2021年5期
關鍵詞:焊縫
武樹成,李柏松,魏守盼,王國友,賈華東
徐州徐工礦業機械有限公司 江蘇徐州 221000
1 序言
目前,徐州徐工礦業機械有限公司在大型焊接結構件的復合焊縫接頭(填充角焊縫)設計時多采用等邊角焊縫,焊接量極大,嚴重影響生產效率,這是制約礦用貨車生產進度的主要瓶頸因素。因此,為提高生產效率,如何減少焊接填充量成為重點攻克的研究方向。通過試驗研究非等邊角焊縫對力學性能的影響[1,2],既為設計提供參考依據,又為焊接生產效率提升奠定了基礎,具有重要的學術價值及參考意義。
2 試驗方案
1)保持焊前試驗接頭形式相同,改變角焊縫填充為非等邊形式,參照美國鋼結構焊接標準選擇下焊腳為上焊腳的1/3,分別采用等邊焊縫填充形式(AB面)和非等邊焊縫填充形式(CD面)進行試驗,如圖1所示。考慮到試件拉伸試驗時應力的均衡性,故試件采用雙面坡口[3]。
2)考慮到本次試驗中母材、焊材匹配以及接頭應力集中點,推斷斷口應在圖1中A、B、C、D處,如果斷在D處則說明此兩種填充形式差別較大,實際生產中不可按非等邊形式填充;如果斷在A或C處,則說明非等邊焊縫對焊接接頭強度無影響。
3)選用40mm、20mm兩種板厚進行試驗,分別為試件1和試件2各1件,每種試件制取23個拉伸試樣進行拉伸試驗,以降低偶然因素對結果的影響。
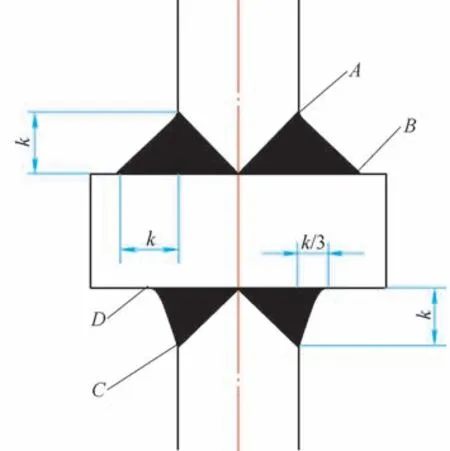
圖1 試驗方案
4)通過試驗考察兩種板厚焊接接頭的最大破斷力、斷裂位置和焊接缺陷出現的概率等;對比兩種不同焊縫結構形式下的焊絲消耗量和生產效率的差異[4]。
3 試驗過程實施
1)制定具體試驗方案。試件制作→試件加工→拉伸試驗→試驗結果輸出,試件加工及拉伸試樣分別如圖2、圖3所示;試驗選用的焊絲、母材性能見表1。
2)根據試驗方案及表1母材的要求進行試件1和試件2的下料、加工制作、焊接。焊接試件所采用的焊接參數見表2,焊絲消耗量及焊接時間統計見表3。
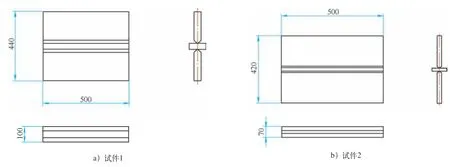
圖2 試件加工
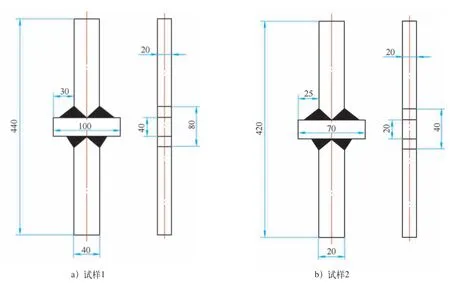
圖3 拉伸試樣
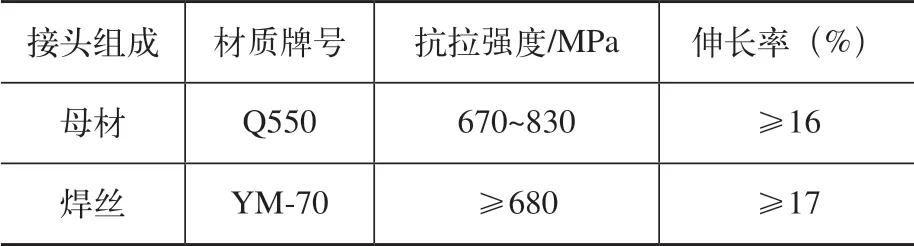
表1 試驗焊絲及母材
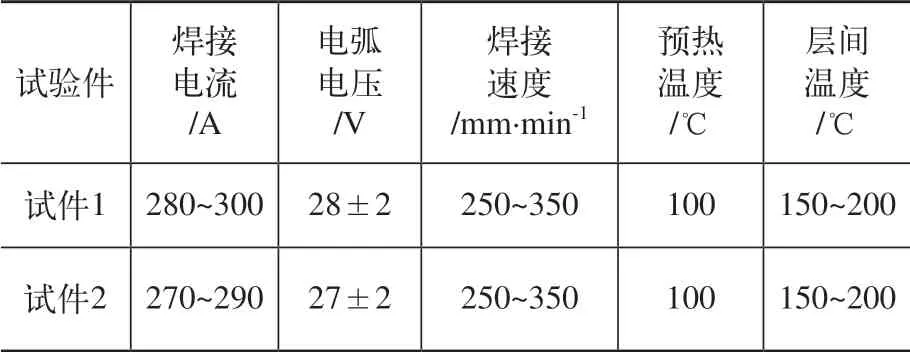
表2 MAG焊接參數要求
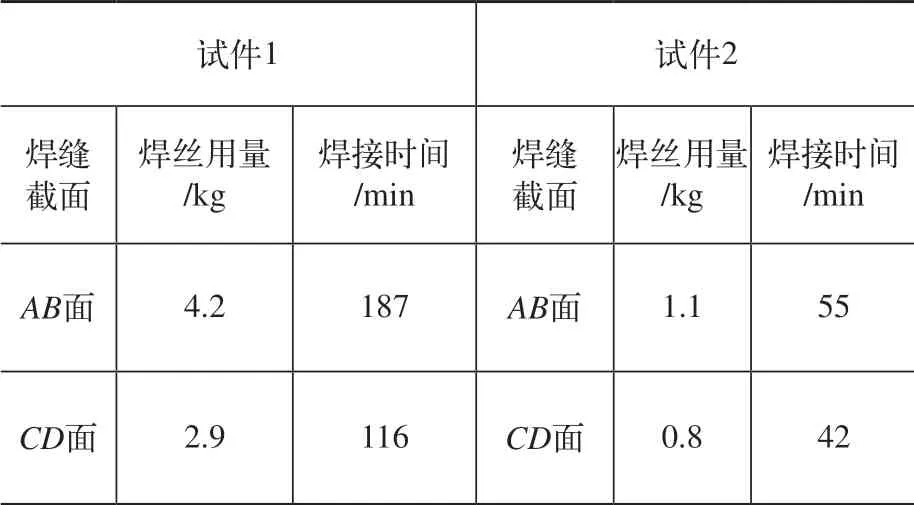
表3 焊絲消耗量及焊接時間統計
3)先將焊接完成的試件按照試驗方案的要求進行取樣加工,然后將加工好的拉伸試樣委托給有檢測資質的第三方進行拉伸試驗。拉伸試樣斷裂位置如圖4~圖7所示,試驗結果見表4。
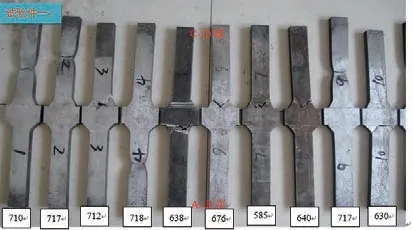
圖4 試樣1斷裂位置及破斷力值(kN)

圖5 試樣1斷裂位置及破斷力值(kN)
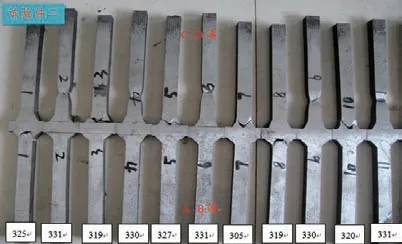
圖6 試樣2斷裂位置及破斷力值(kN)
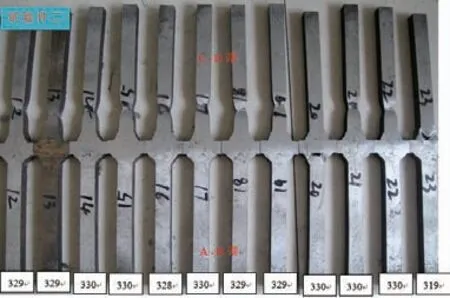
圖7 試樣2斷裂位置及破斷力值(kN)
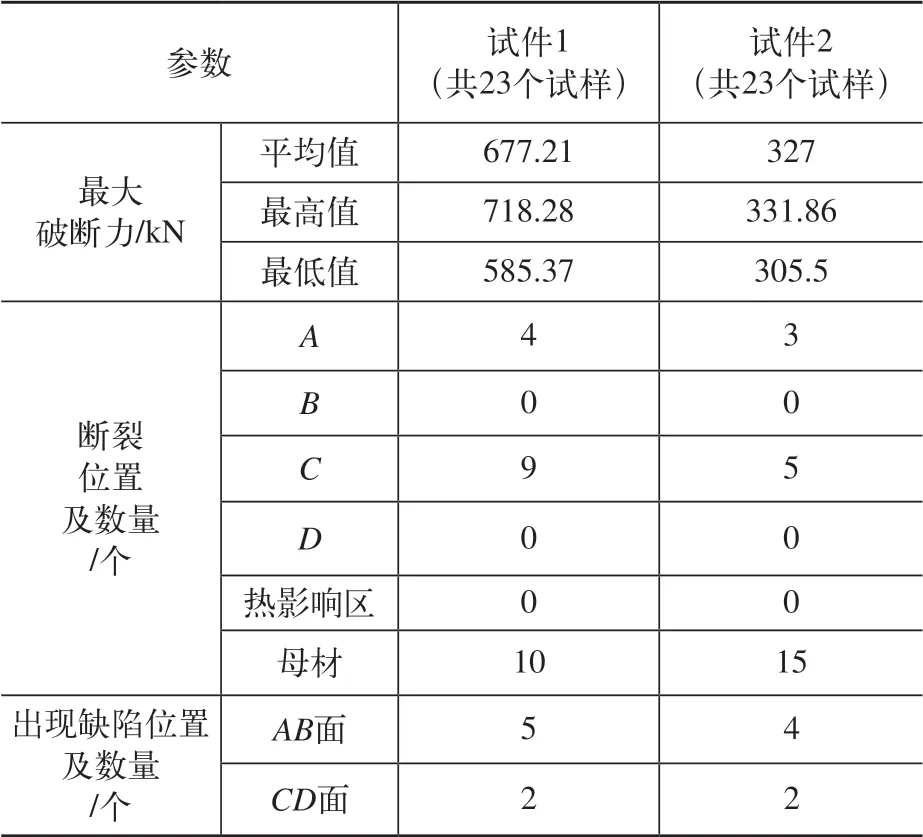
表4 試驗結果

圖8 斷裂位置
4 試驗結論
1)從試樣被拉斷的斷口可看出,斷裂的起始點均在A或C處,說明采用非等邊焊縫焊接時,D處并不是焊縫的最薄弱點(見圖8)。
2)根據試驗設計的理論分析,所有從焊縫部位斷裂的試樣,其斷裂位置均應在非等邊焊縫處(即CD面焊縫截面較小處),但從拉伸試驗結果來看,仍有1/3的焊縫從AB面等邊焊縫處斷裂,這就說明在實際焊接過程中盲目加大焊接填充量并不能完全杜絕焊縫從填充量大的部位開裂。另外,從統計分析結果來看,經卡方檢驗,P值為0.082,大于0.05,說明兩種焊縫的設計形式與焊縫斷裂概率并不存在明顯的相關性。
3)從試樣2被拉斷的最大破斷力來看(試樣1焊縫斷裂處均有未熔合、夾渣等缺陷,不能反應真實拉力值),無論是從焊縫處斷裂或是從母材處斷裂,其最大破斷力基本一致,說明采用非等邊焊縫填充時并不影響試件的抗拉強度。
4)根據取樣時對焊接缺陷的統計來看,采用非等邊角焊縫焊接時出現焊接缺陷的概率約為等邊角焊縫的1/2(AB面缺陷數9個,CD面缺陷數4個)。
5)從焊接過程中焊絲消耗量、焊接時間的統計(見表3)來看,采用非等邊角焊縫焊接時焊絲消耗量約是等邊角焊縫的70%,焊接時間約為等邊角焊縫焊接時間的65%,且隨著板厚增加,這一比例會逐步降低。
6)根據以上分析結果,建議在熔透型坡口焊縫設計時,所有等邊焊縫可按非等邊焊縫來設計(見圖9)。
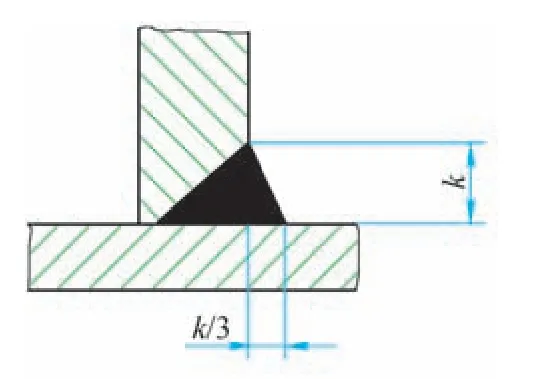
圖9 非等邊焊縫
5 結束語
通過對非等邊焊縫和等邊焊縫的試驗研究發現,非等邊焊縫結構設計滿足產品的使用性能要求,因此可采用非等邊焊縫結構形式,可提升生產效率,目前,此種非等邊焊縫結構設計已在超大挖掘機和礦用貨車結構件設計中推廣應用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
