
球扁鋼等離子切割起弧位置偏移研究
2021-05-27 10:53:20唐興華
金屬加工(熱加工) 2021年5期
唐興華
上海中船臨港船舶裝備有限公司 上海 200032
1 序言
現代船舶建造越來越多地使用各種型材,船用型材的使用量在船體全部鋼材用量中占有相當大的比例。切割作為重要的型材加工手段,是現代船舶建造過程中基礎且非常重要的工序。
船用型材主要包括等邊角鋼、不等邊角鋼、球扁鋼、T形鋼和H形鋼。由于船舶設計時主船體多選用與相連接板材相同厚度與材質的球扁鋼作骨材,因此隨著我國造船業的迅猛發展,船用球扁鋼需求旺盛,占船用型材總需求量的一半左右。
因為球扁鋼工件輪廓復雜且切割加工精度要求高,所以對其切割設備也提出了非常高的要求。由于傳統火焰切割變形大、切割精度低;激光切割設備費用高,只能切割中小厚度的型材;等離子切割具有切割速度快、切割面比較光潔、切割精度高等顯著特點,因此等離子切割越來越廣泛地應用于船用球扁鋼的切割[1-3]。
目前,船用球扁鋼等離子切割多采用智能機器人等離子切割設備進行加工,應用干式氧等離子切割[3],其具有切割速度快、切割表面質量高、變形小及熱影響區小等優點,能夠滿足球扁鋼輪廓復雜、對精度較高的切割要求。典型的船用球扁鋼智能機器人等離子切割如圖1所示。等離子切割球扁鋼如圖2所示。
影響等離子切割質量的主要工藝參數較多,其中噴嘴高度是一個非常重要的工藝參數[1]。等離子切割時,對噴嘴高度有一定的要求。在球扁鋼切割時,由于球扁鋼的球頂面與腹板間存在一定的圓角,起弧位置控制難度高,稍不注意極容易因為噴嘴高度過高而導致無法起弧。因此,必須嚴格控制等離子弧的起弧位置。

圖1 智能機器人等離子切割

圖2 等離子切割球扁鋼
為了避免等離子無法起弧,通過創建球扁鋼截面和等離子切割起弧位置偏移的數學模型,試圖分析不同型號球扁鋼等離子切割起弧位置的坐標和偏移量,建立了球扁鋼型號和等離子切割起弧位置偏移量的曲線擬合關系式,從而提高船用球扁鋼等離子切割起弧成功率。
2 切割起弧位置偏移要求
球扁鋼等離子切割的割槍與球扁鋼表面保持一定的距離,由于割槍外置,所以它的整體冷卻效果要比接觸式切割好,噴嘴使用壽命也會得到相應延長。
球扁鋼等離子切割通常先切割球頭部分,再切割腹板部分。精細等離子電源產生的等離子弧噴嘴至球扁鋼的距離H一般在3~6mm(見圖3)[1,4]。若噴嘴到球扁鋼表面的距離過大,則容易造成起弧失敗,無法完成正常切割工作。

圖3 等離子起弧位置和偏移
在球扁鋼等離子切割前,等離子割槍的噴嘴先移動至垂直于球頭頂面的某個位置,該位置距離球頭頂面圓弧的距離應控制在3~6mm。由于球扁鋼球頭頂面與腹板之間存在一段圓角,等離子割槍和噴嘴向球扁鋼腹板靠近移動時,噴嘴到球扁鋼球頂面的距離也是變化的。當等離子割槍和噴嘴跨過球頂面和腹板相交的圓弧面后,噴嘴到球扁鋼表面的距離不再變化。
等離子噴嘴起弧位置點的坐標和球扁鋼球頂面的最高點存在一定的偏移量Δ,分析研究該偏移量有助于分析等離子弧起弧位置的準確定位。
3 起弧位置偏移模型
在球扁鋼等離子切割前,割槍和噴嘴先移至距球扁鋼球頂面有一定高度的位置,準備起弧[5]。該高度必須在等離子切割的合理起弧高度范圍內,且直接關系到起弧成功與否。
以球扁鋼寬度方向和高度方向的交點為坐標原點O,以寬度方向為橫坐標x軸,以高度方向為縱坐標y軸,建立球扁鋼等離子切割起弧位置的模型,如圖4所示。圖4中,A點為球扁鋼球頂面圓弧段的起始點,B點為球扁鋼球頂面圓弧段的終止點,C點為球頂面圓弧段的圓心,r1為圓弧段半徑,h為球扁鋼高度,P為等離子割槍噴嘴點,Q為噴嘴點延長線與圓弧段的交點。

圖4 球扁鋼等離子切割起弧位置模型
圓弧段AB的方程為
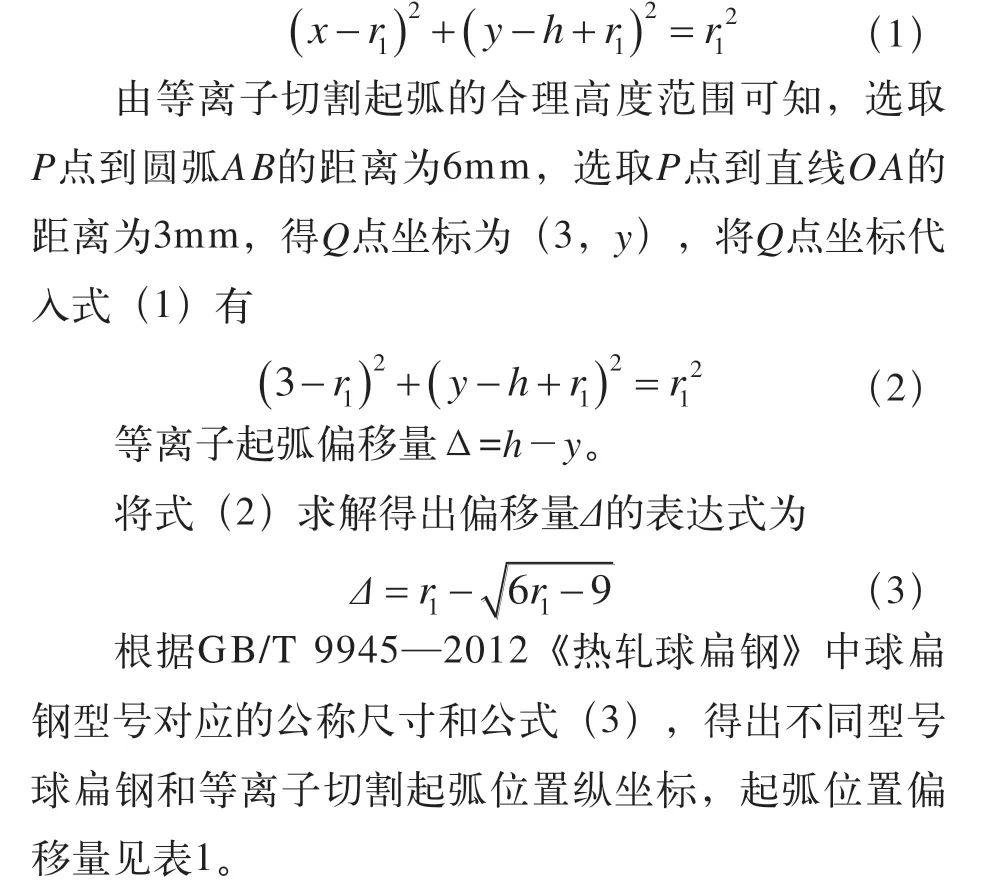
分析表1中的數據,得出如下規律:
1)隨著球扁鋼型號和公稱尺寸的增加,等離子切割起弧位置點的縱坐標y值也隨之增加。
2)對于不同型號,球扁鋼寬度相同時,雖然等離子切割起弧位置點的縱坐標y值不同,但是起弧位置偏移量Δ相同。在球扁鋼寬度相同的前提下,球扁鋼高度增加時,等離子切割起弧點位置的縱坐標也增加,起弧點到球扁鋼高度最高點(球頂面頂點)的縱向高度保持固定值。
3)隨著球扁鋼型號和公稱尺寸的增加,等離子切割起弧位置偏移量Δ也隨之增加。

表1 球扁鋼等離子切割起弧位置縱坐標和偏移量
4 起弧位置偏移量曲線擬合
得出等離子切割起弧位置點和起弧位置偏移量的公式以及數據后,為了更好地揭示球扁鋼型號和等離子起弧位置偏移量的數學關系,以球扁鋼的寬度尺寸為橫坐標,以球扁鋼寬度尺寸相對應的起弧位置偏移量為縱坐標,利用表1的數據,建立球扁鋼型號與起弧位置偏移量的曲線關系,如圖5所示。
在滿足曲線擬合精度的前提下,用二次方程去擬合球扁鋼型號與等離子切割起弧位置偏移量的曲線,得出球扁鋼型號寬度尺寸x和等離子切割起弧位置偏移量Δ的表達式

根據式(4),可以實現球扁鋼等離子切割起弧位置點的精確控制,保證等離子噴嘴到球扁鋼球頂面的距離,提高起弧的成功率。

圖5 球扁鋼型號與起弧位置偏移量的曲線關系
5 結束語
由于球扁鋼輪廓復雜,尤其對于大型號的球扁鋼,所以等離子切割起弧成功有較大難度。分析了球扁鋼等離子切割對起弧位置的要求,提出了起弧位置偏移量,創建了球扁鋼截面和等離子弧起弧位置偏移模型,分析了不同型號球扁鋼等離子起弧位置的坐標和偏移量,建立了球扁鋼型號與等離子起弧位置偏移量的曲線擬合關系式。
等離子切割起弧位置偏移量Δ的具體數值為一定范圍,其與球扁鋼的型號和公稱尺寸有關。在實際切割加工過程中,可參照表1結果,針對不同球扁鋼選取合適的偏移量,以提高等離子切割起弧成功率,從而提高切割質量。上述分析過程和結果為球扁鋼等離子切割起弧位置的精確控制提供了重要指導。
