
斯太爾橋殼高度變化的長縱埋弧焊縫氣孔研究
2021-05-27 10:53:20楊衛(wèi)鐵王永強張軍峰權建華
金屬加工(熱加工) 2021年5期
關鍵詞:焊縫
楊衛(wèi)鐵,王永強,張軍峰,權建華
1.河南衛(wèi)華重型機械股份有限公司 河南新鄉(xiāng) 453400
2. 陜西漢德車橋有限公司 陜西寶雞 721000
1 序言
目前,斯太爾車橋是重型載貨汽車最常用的一種系列產品。斯太爾車橋橋殼一般包括鑄造橋殼和沖壓與焊接橋殼(以下簡稱“沖焊橋殼”)。沖焊橋殼由兩個半橋殼組成,其制造工藝是:首先采用16mm厚Q355B板材通過熱沖壓方式制成半橋殼,然后采用埋弧焊或機器人焊接長縱焊縫,將兩個半橋殼拼焊成一個整體橋殼。
相比于機器人焊接,埋弧焊因其熔覆率和焊接效率高,所以仍是目前使用最多的一種焊接方式。但由于其自動化程度較低,針對斯太爾沖焊橋殼在長度方向上高度變化的坡口,無法做到隨機調整焊接參數,故易出現蜂窩狀氣孔等焊接缺陷。為此,本文研究了埋弧焊蜂窩狀氣孔產生的原因,并提出了解決方案,對實際生產具有重要的指導意義。
2 焊接工況及焊縫要求
(1)沖焊橋殼結構及坡口形式 沖焊橋殼由2個沖壓而成的半橋殼拼焊而成,焊接坡口角度為45°,鈍邊為3~5mm。在長度方向上,從橋殼端部到橋包處坡口呈高低起伏變化,從端部圓管到中部方管有約5.5mm的變化量,從方管到橋包有約18.5mm的變化量,如圖1、圖2所示。
(2)坡口加工方式 坡口采用銑床(盤式銑刀)加工,根據銑床結構,一般可多件同時加工,加工效率高,加工面潔凈,無油漬、銹蝕,如圖3所示。
(3)焊接設備 采用數字式伊薩埋弧焊機,可根據坡口高度調整焊槍到坡口的距離,焊接時當焊槍運行至高度變化處時,系統(tǒng)自動調整焊槍高度,從而保證干伸長在工藝要求的范圍內。
(4)焊接參數 沖焊橋殼拼焊采用常規(guī)焊接參數,具體見表1。

圖1 橋殼
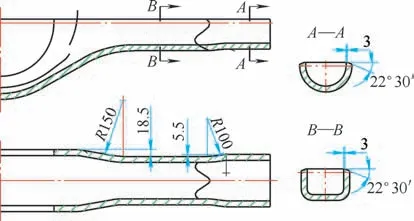
圖2 半橋殼工程圖

表1 沖焊橋殼拼焊焊接參數

圖3 坡口加工
3 氣孔形成位置及形狀
焊接前首先將兩個半橋殼吊至夾具內,調整好位置后起動液壓裝置進行夾緊,其次采用鋼絲刷清理坡口,保證無銹蝕、油漬等雜質,最后起動焊機進行焊接。
焊接完成后,在焊縫表面正常情況下,無法直接觀察到氣孔,需采用碳弧氣刨將焊縫刨開,才能發(fā)現氣孔,嚴重時會生長到焊縫表面。該氣孔一般為蜂窩狀,輕微時也可呈不定點單個分布,且該類型氣孔由下向上呈柱狀生長,如圖4所示。

圖4 焊縫氣孔特點
4 氣孔形成原因分析
焊接坡口由銑床加工而成,無銹蝕、油漬,顯然氣孔形成原因與坡口表面清潔度無關;因為該氣孔由下向上呈柱狀生長,說明氣孔最先在坡口根部形成[1];同時由于橋殼沖壓和坡口銑削精度的原因,導致部分位置鈍邊完全被加工掉,所以工件夾緊后根部露出較大縫隙,經觀察鈍邊被銑削掉的部位氣孔更加密集。
由上述分析可知,由于坡口部分位置存在縫隙(見圖5),焊接時因空氣擾動在熔池底部形成紊流,最終導致氣孔在根部形成。

圖5 坡口根部縫隙
5 氣孔控制措施
通過上述對氣孔產生原因的分析,同時根據現有工況條件,從以下兩個方面改進來控制氣孔的產生。
(1)控制坡口根部間隙,消除空氣擾動根源 目前,斯太爾沖焊橋殼一般采用熱壓模具,因為常見熱壓模具材料的熱硬性普遍較差,所以導致沖壓橋殼外形精度較差,在銑削坡口時鈍邊不均勻,部分位置坡口完全被加工掉,工件夾緊時出現較大縫隙。為解決此問題,將鈍邊工藝要求更改為5~8mm,實際加工后,鈍邊尺寸為2~9mm,工件夾緊后坡口根部無縫隙。
(2)根據鈍邊尺寸變化,增大焊接電流和電弧電壓 由于鈍邊增加,需增加焊接電流和電弧電壓以保證焊縫熔深;同時增加焊接電流和電弧電壓后,電弧可以直接到達坡口根部,使熔融更加充分,可以有效地降低根部焊接缺陷的產生[2]。經驗證,通過采用上述控制措施,焊縫刨開后光滑無氣孔,如圖6所示。

圖6 無氣孔焊縫
6 結束語
本文通過對斯太爾沖焊橋殼長縱埋弧焊縫氣孔形態(tài)特征和形成原因的分析,為實際生產中類似焊接缺陷的類型及產生原因提供了一種分析思路。同時,根據氣孔的形成原因提出了控制措施,并得到生產驗證,為基于目前常規(guī)工況下類似問題的解決提供了方法。
1)斯太爾沖焊橋殼長縱焊縫埋弧焊時,若坡口根部存在縫隙,在熔池底部易形成紊流,導致氣孔在根部形成,嚴重時氣孔呈蜂窩狀,從根部一直生長至焊縫表面。
2)基于目前常規(guī)工況,可采用增加鈍邊尺寸的方式防止坡口出現縫隙,同時增大焊接電流和電弧電壓,在保證熔深的同時,電弧可到達坡口根部,使熔池底部充分熔融,可有效地降低根部焊接缺陷的產生。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
